AHNO ВХОДИТ В ГРУППУ КОМПАНИЙ SANDVIK
Акты испытаний инструмента ТМ AHNO
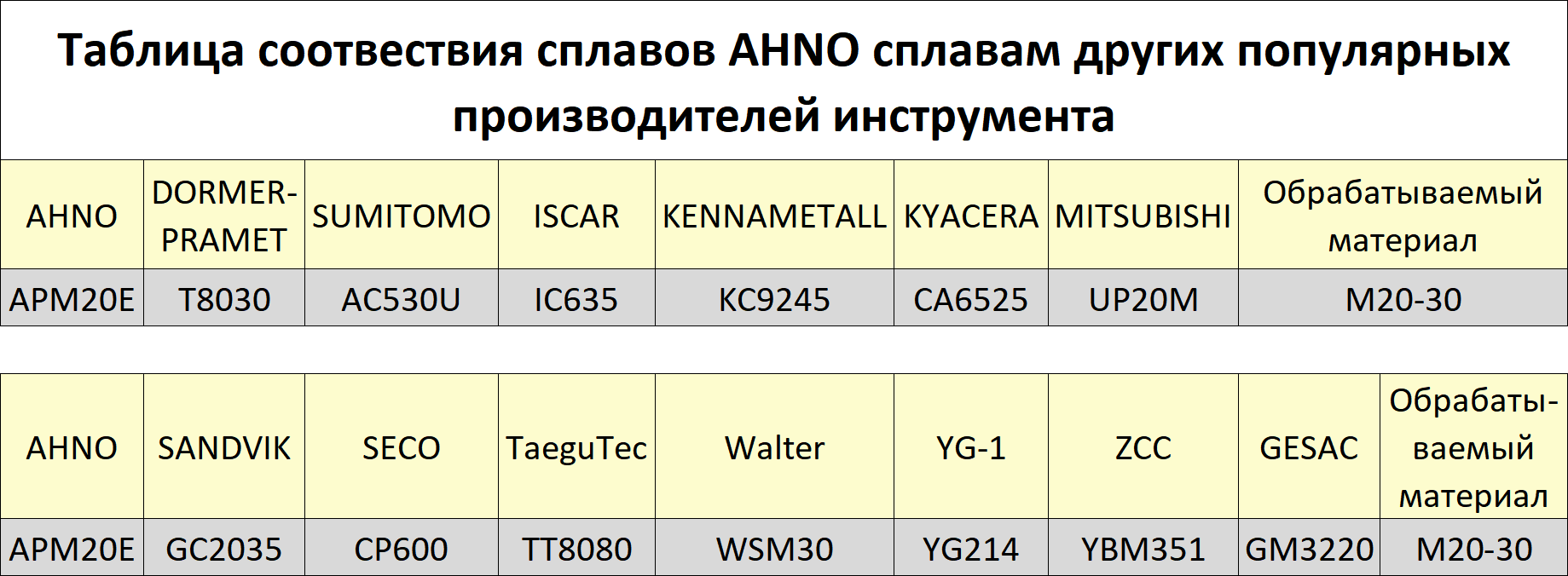
Пластина твердосплавная ISO DNMG150604-MFA APM20E AHNO предназначена для получистовой обработки нержавеющей стали.
| D - Ромбическая пластина с углом на вершине резания 55° предназначена для обработки деталей средней сложности конфигурации. Она подходит для точения конусов, сфер больших диаметров, расточки карманов и специальных широких канавок. Также возможно точение ровных поверхностей и уступов с небольшими глубинами резания и подачами. Однако, большой задний угол пластины уменьшает прочность режущей кромки, что ограничивает ее применение в условиях черновой обработки. | 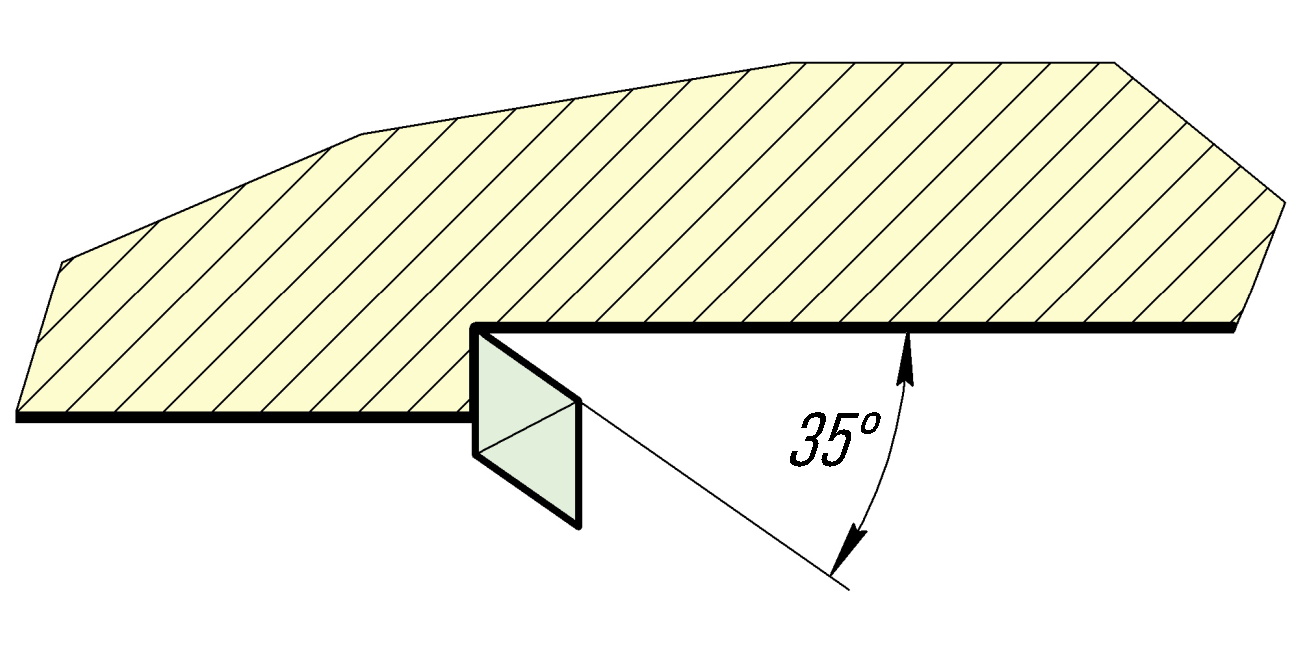 |
| N - Задний угол пластины равен нулю, что обеспечивает максимальную прочность режущей кромки. Этот задний угол является самым распространенным среди всех типов задних углов для обработки металлов и жаропрочных сплавов. Первый выбор для общей токарной обработки. | 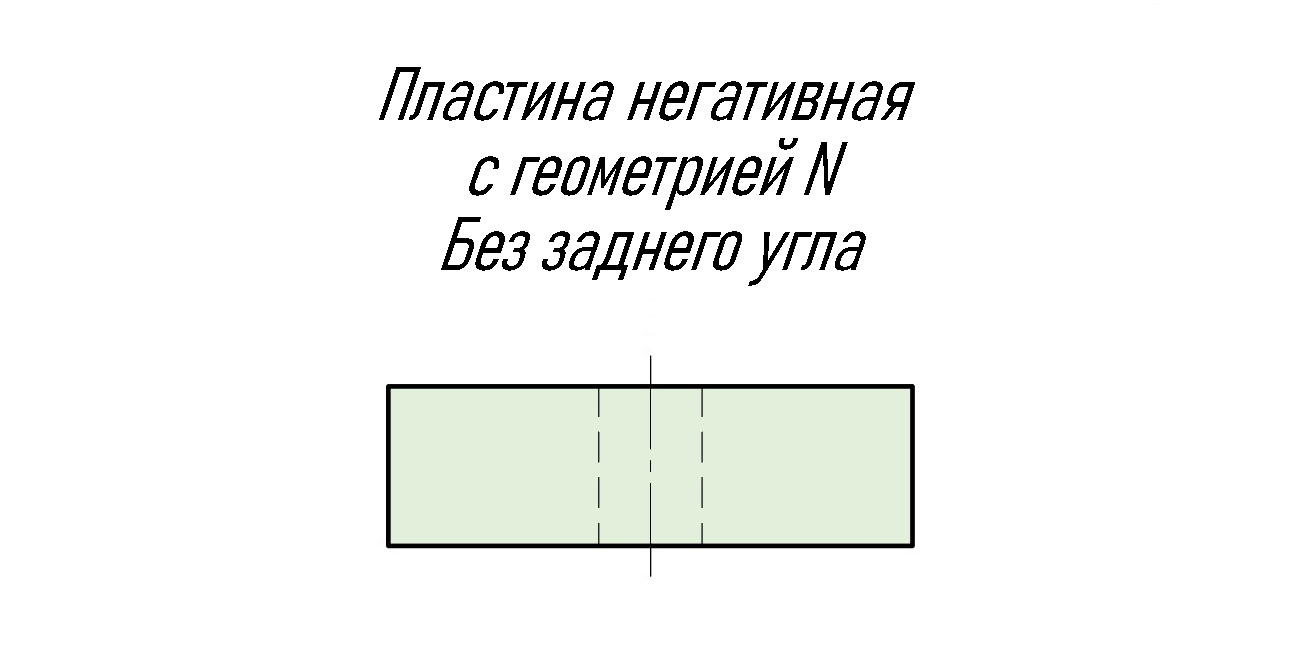 |
| М - Точность размеров пластины позволяет менять режущие кромки пластины без большой корректировки управляющей программы, если требование к точности размеров детали не являются высокими. Предельные размеры отклонения размеров пластины: S = ±0.15 mm m = ±0.08 mm d = ±0.05 mm | 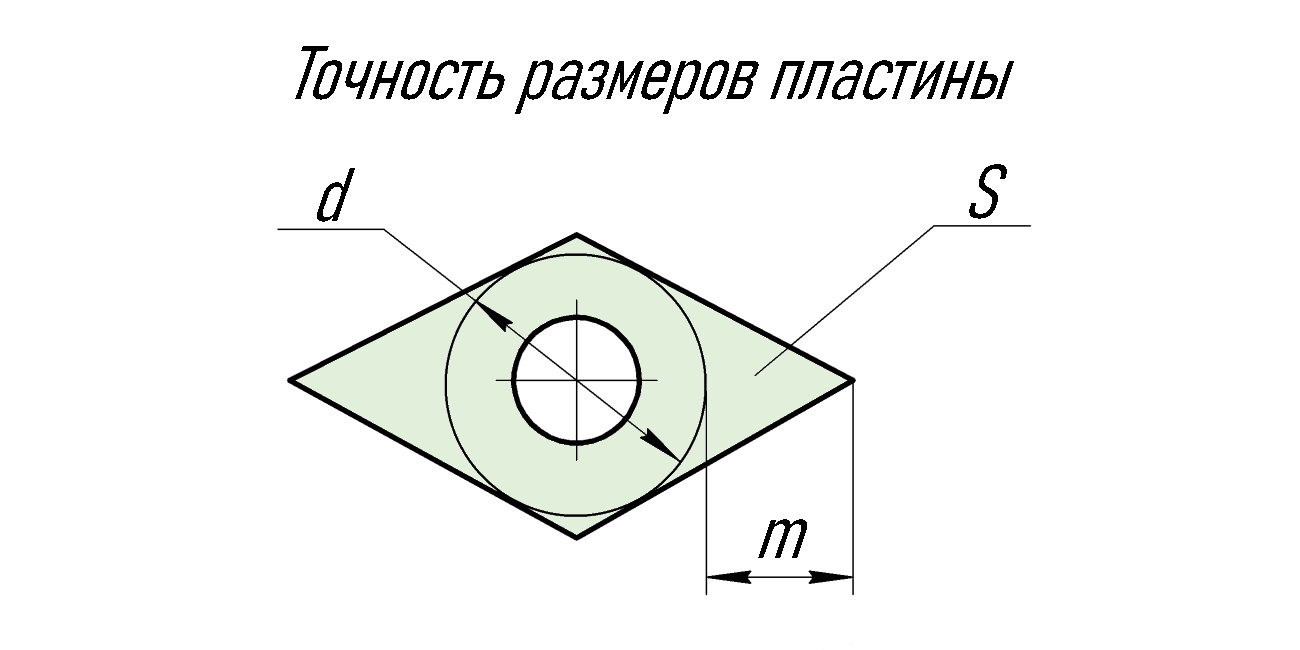 |
| G - Двусторонняя пластина со стружколомами на двух поверхностях позволяет увеличить количество режущих кромок в два раза, что обеспечивает умеренный расход пластин и существенную экономию при закупке режущего инструмента. | 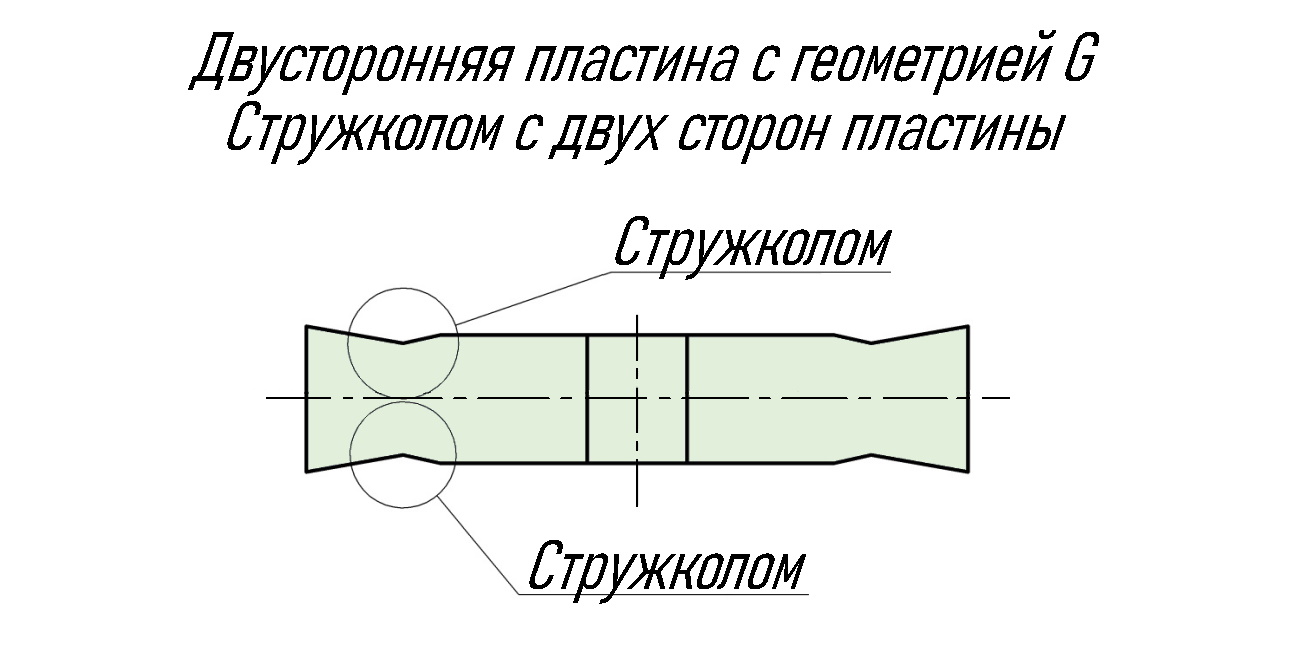 |
| 15 - Размер стороны пластины составляет 15 мм. Пластина предназначена для точения деталей конфигурации средней сложности. Не рекомендуется снимать большой слой металла. При необходимости съема большого слоя металла необходимо выполнить предварительную ступенчатую обработку пластиной формой С или S. | 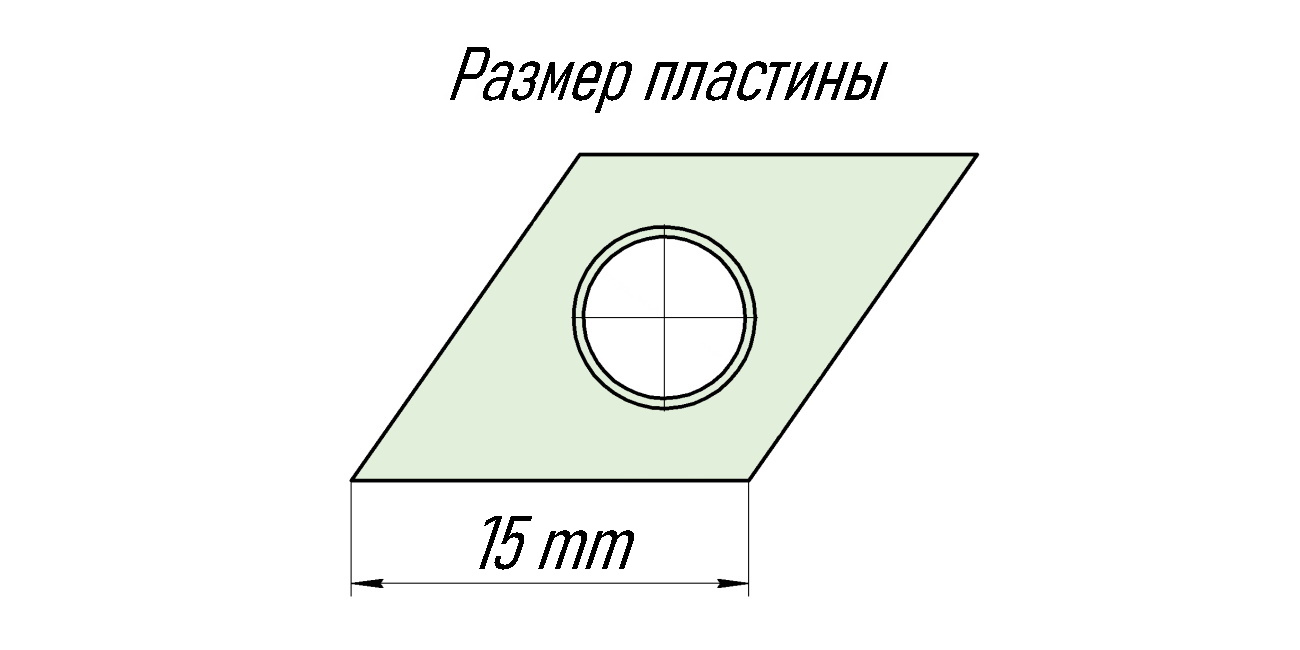 |
| 06 - Номинальный размер толщины пластины составляет 6,35 мм. Используется для обработки детали на черновых режимах с большими глубинами резания и подачами без поломки пластины. Благодаря стандартной толщине пластины, замена не требует снятия державки или переналадки оборудования. | |
| 04 - Радиус скругления вершины пластины составляет 0,4 мм. Этот радиус скругления предотвращает поломку и выкрашивание пластины, а также увеличивает ее износостойкость за счет улучшения теплоотвода из зоны резания. Рекомендуется для чистовой обработки. | 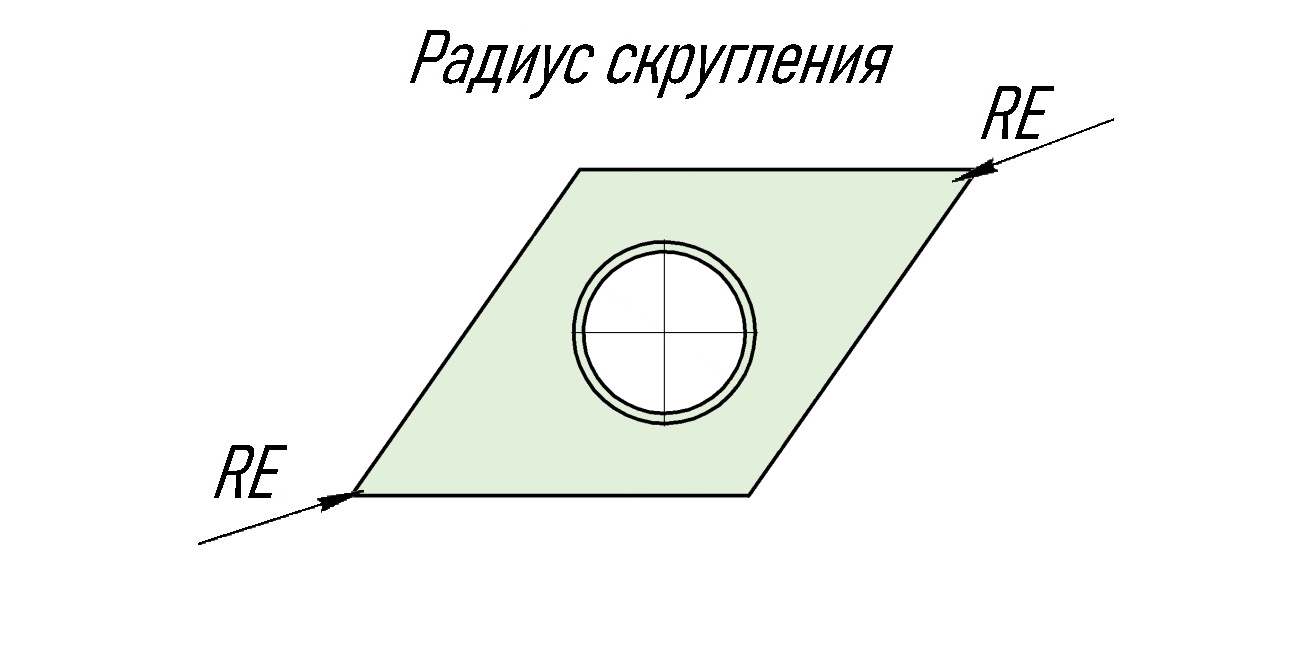 |
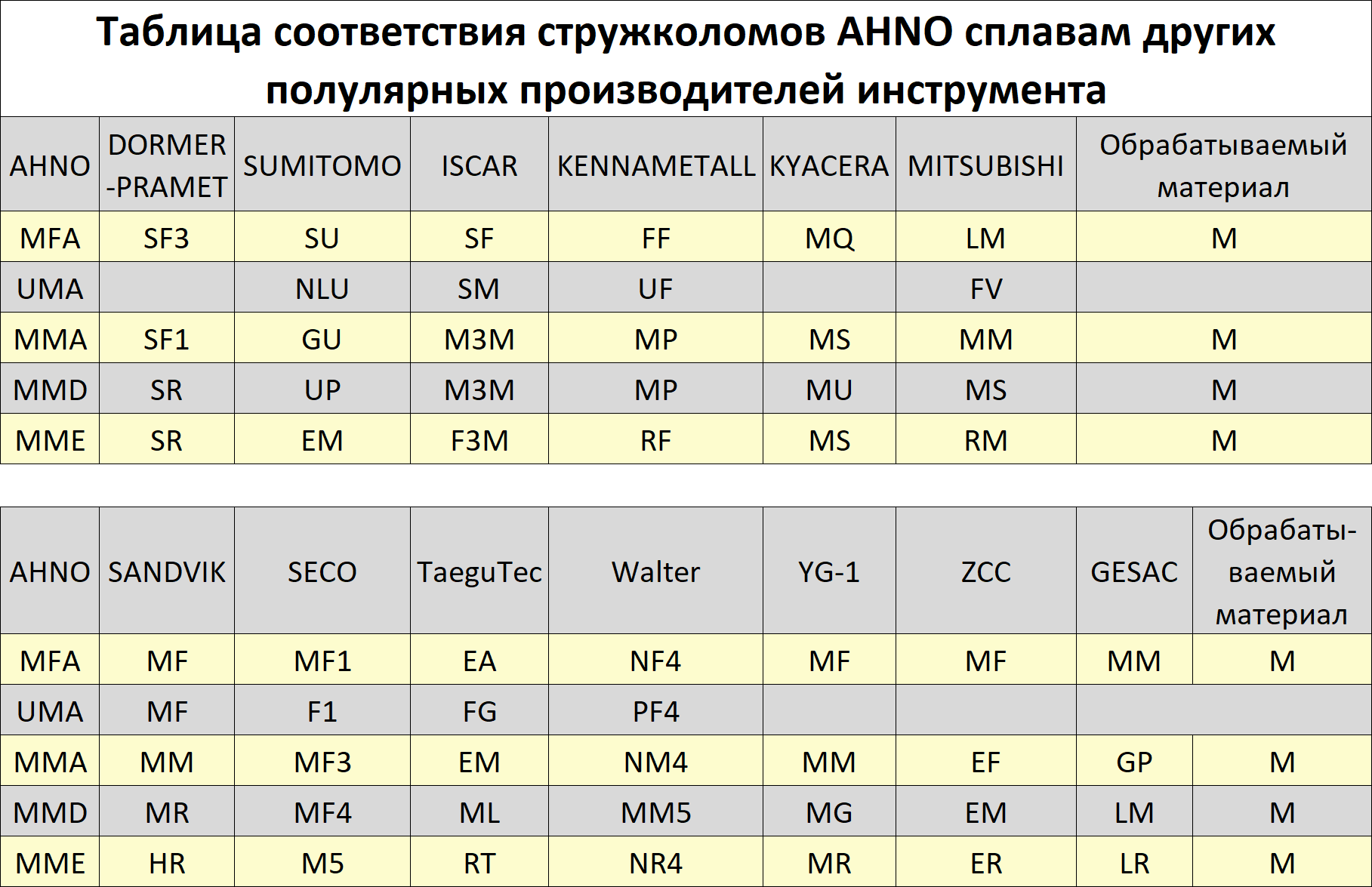
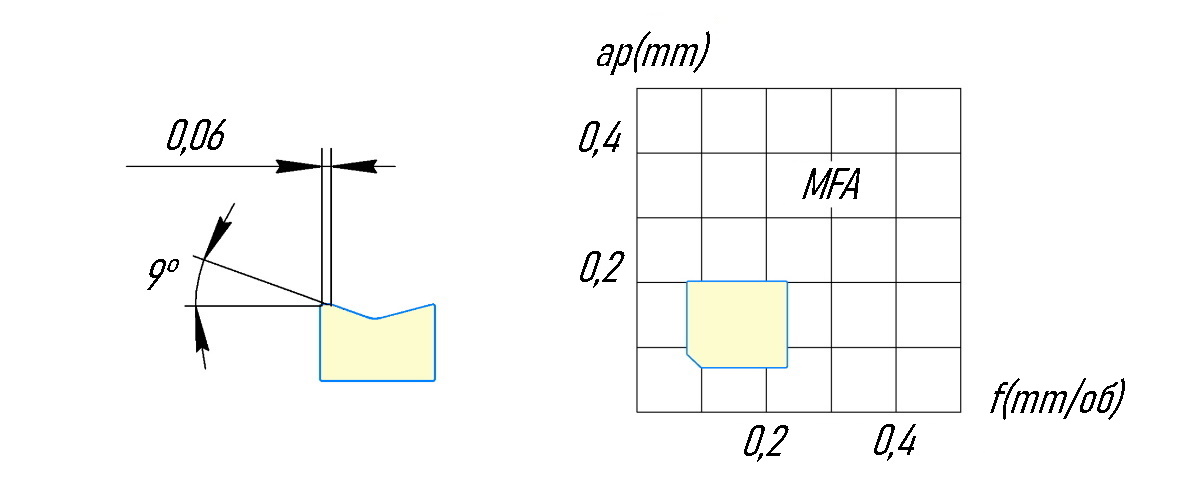
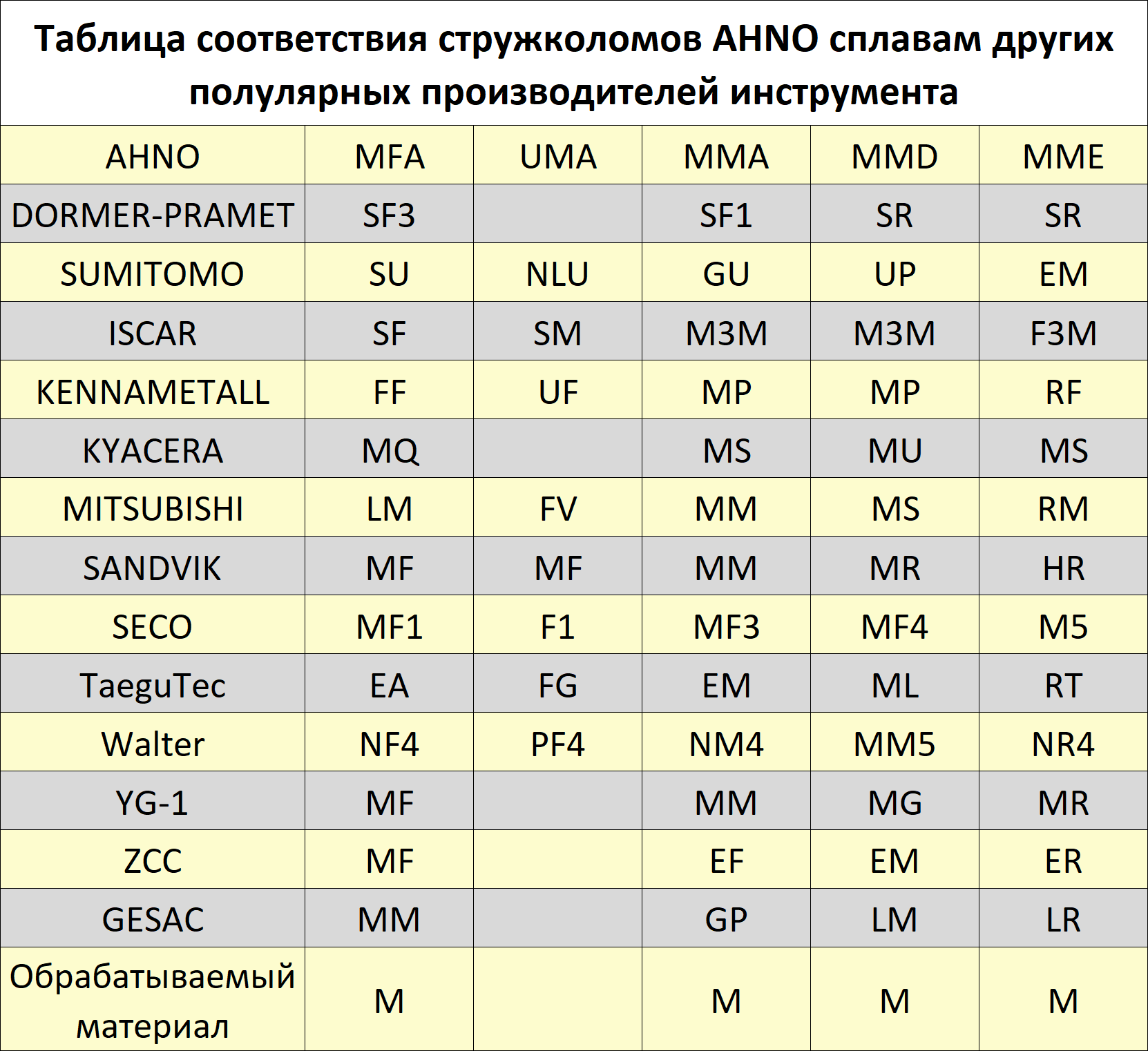
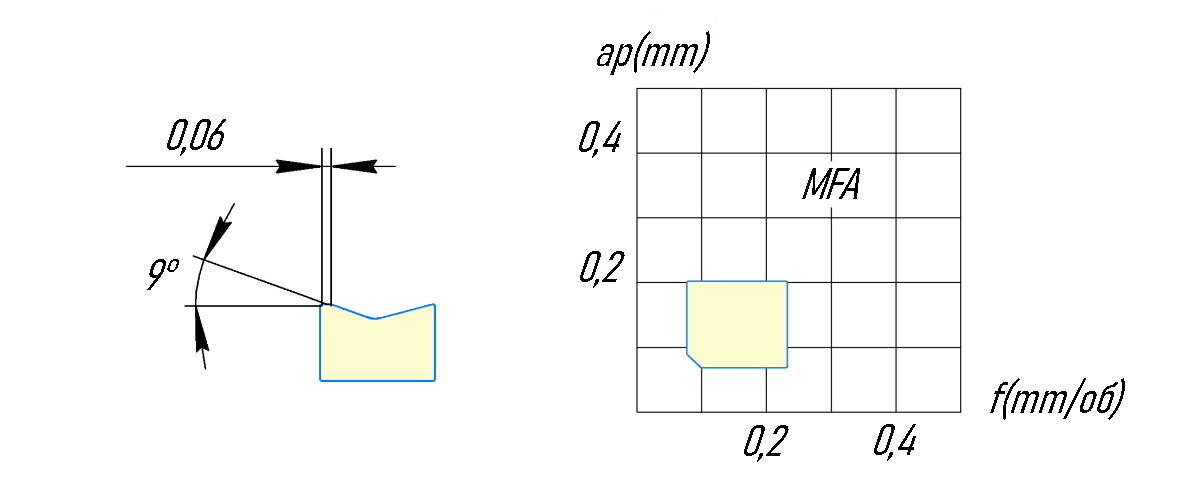
MFA - Чистовой стружколом с острой режущей кромкой предназначен для обработки жаропрочных сплавов и нержавеющих сталей. Он позволяет обрабатывать материал с глубиной резания до 2 мм и подачей до 0,3 мм/об. Позитивная геометрия этого стружколома обеспечивает хорошее дробление стружки и достижение высокого качества поверхности в отношении шероховатости и точности.
 |
 |
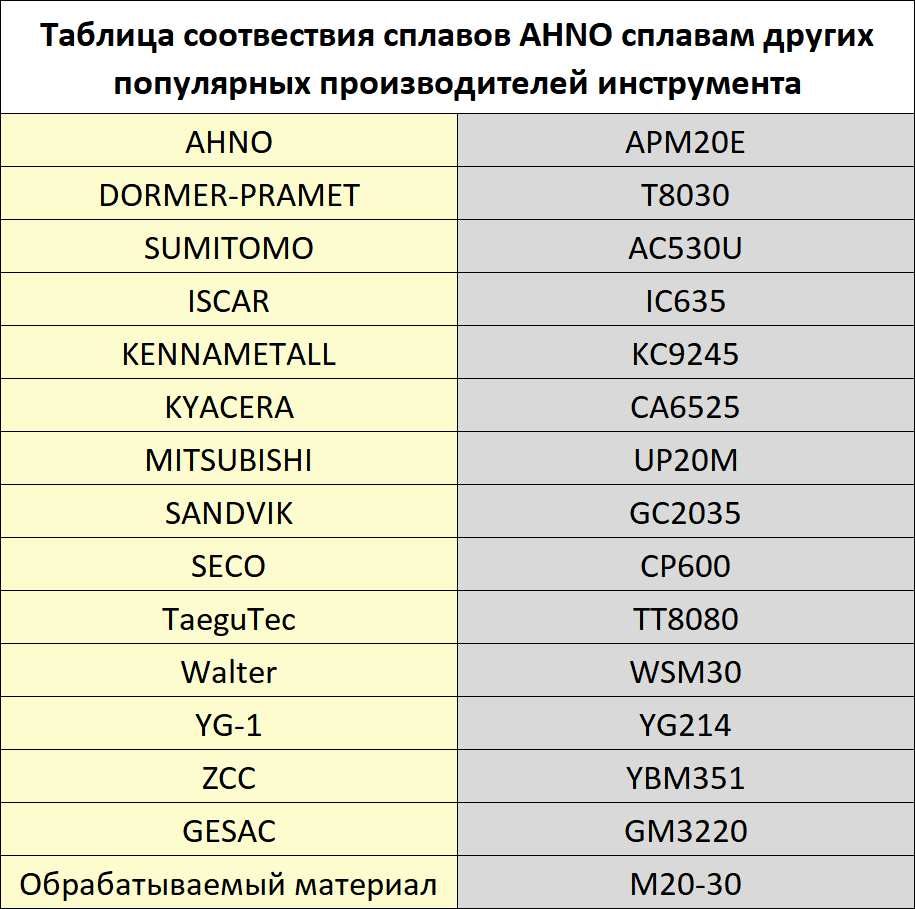
APM20E - Сплав для чистовой и получистовой обработки жаропрочных сплавов и нержавеющих сталей. Сочетание хорошей износостойкости и прочности позволяет использовать его в широком диапазоне обработки, от чистовой для труднообрабатываемых материалов до получерновой для легкообрабатываемых материалов группы М.
Тщательное смешивание порошков для спекания твердосплавных пластин обеспечивает однородность состава зерна и стабильное качество пластин.
Специальные технологии термообработки и спекания твердых сплавов, основанные на контроле отвода тепла, позволяют обеспечить однонаправленный рост кристаллов и получать кристаллы одного размера. Это значительно повышает износостойкость и прочность пластин.
 |
PVD - Покрытие позволяет получить острую кромку пластины, что уменьшает силы резания и предохраняет пластину от преждевременного износа и стирания поверхности. Термоустойчивая подложка защищает твёрдый сплав от чрезмерного температурного воздействия.
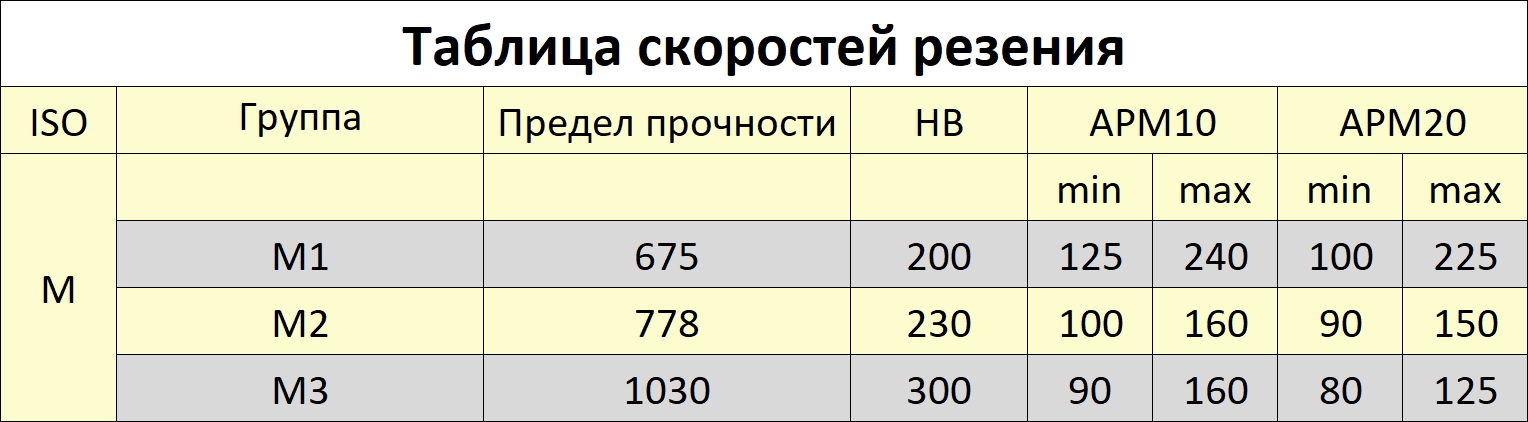
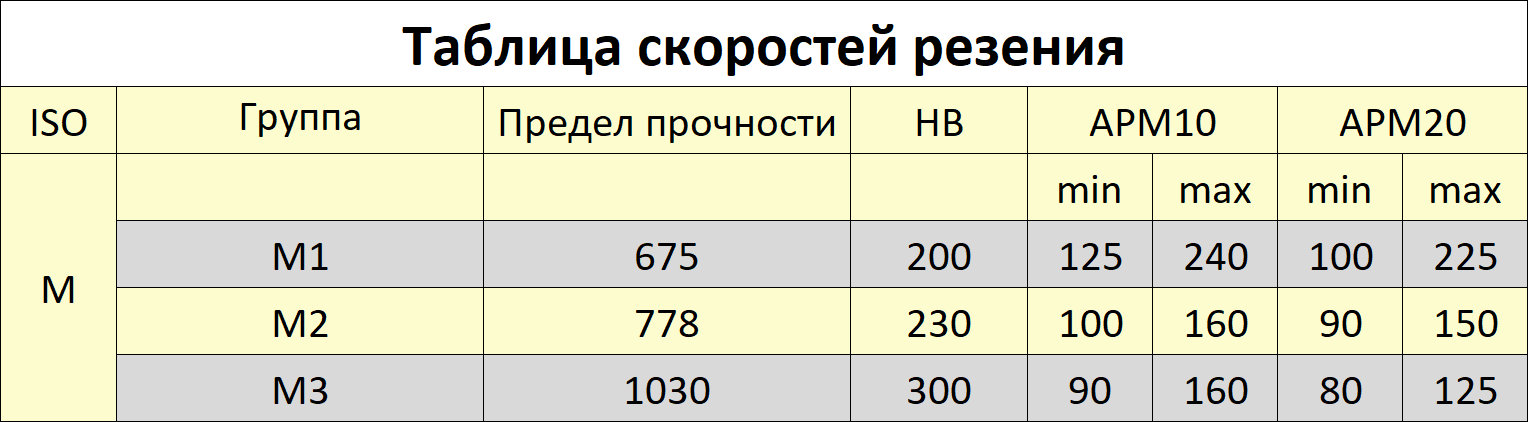
В данной таблице, указан диапазон скоростей резания к каждой подгруппе обрабатываемых материалов. При первичной обработке, есть общая рекомендация начинать обработку со средних подач и средних скоростей резания. Затем, если пластина показывает стойкость превышающую 15 минут, скорость резания увеличивают. Но вместе с тем, если вы точно уверенны, что заготовка качественная, без внутренних дефектов, и материал заготовки обрабатывается легче, чем другие материалы в группе, вы можете начать с большей скорости резания, чем средняя рекомендованная скорость. То же правило действует и с более труднообрабатываемыми материалами.В случае, если вы меняете пластину на детали с уже отработанными режимами, и деталь обрабатывается на скоростях значительно меньших, чем предлагаемый диапазон резания. Вы можете начать обработку на меньших скоростях, чем указано в рекомендованных скоростях. Особенно это касается материалов группы S.
 |
AHNO ВХОДИТ В ГРУППУ КОМПАНИЙ SANDVIK
Акты испытаний инструмента ТМ AHNO
Пластина твердосплавная ISO DNMG150604-MFA APM20E AHNO предназначена для получистовой обработки нержавеющей стали.
D - Ромбическая пластина с углом на вершине резания 55° предназначена для обработки деталей средней сложности конфигурации. Она подходит для точения конусов, сфер больших диаметров, расточки карманов и специальных широких канавок. Также возможно точение ровных поверхностей и уступов с небольшими глубинами резания и подачами. Однако, большой задний угол пластины уменьшает прочность режущей кромки, что ограничивает ее применение в условиях черновой обработки.
N - Задний угол пластины равен нулю, что обеспечивает максимальную прочность режущей кромки. Этот задний угол является самым распространенным среди всех типов задних углов для обработки металлов и жаропрочных сплавов. Первый выбор для общей токарной обработки.
М - Точность размеров пластины позволяет менять режущие кромки пластины без большой корректировки управляющей программы, если требование к точности размеров детали не являются высокими. Предельные размеры отклонения размеров пластины:
S = ±0.15 mm
m = ±0.08 mm
d = ±0.05 mm
G - Двусторонняя пластина со стружколомами на двух поверхностях позволяет увеличить количество режущих кромок в два раза, что обеспечивает умеренный расход пластин и существенную экономию при закупке режущего инструмента.
15 - Размер стороны пластины составляет 15 мм. Пластина предназначена для точения деталей конфигурации средней сложности. Не рекомендуется снимать большой слой металла. При необходимости съема большого слоя металла необходимо выполнить предварительную ступенчатую обработку пластиной формой С или S.
06 - Номинальный размер толщины пластины составляет 6,35 мм. Используется для обработки детали на черновых режимах с большими глубинами резания и подачами без поломки пластины. Благодаря стандартной толщине пластины, замена не требует снятия державки или переналадки оборудования.
04 - Радиус скругления вершины пластины составляет 0,4 мм. Этот радиус скругления предотвращает поломку и выкрашивание пластины, а также увеличивает ее износостойкость за счет улучшения теплоотвода из зоны резания. Рекомендуется для чистовой обработки.
MFA - Чистовой стружколом с острой режущей кромкой предназначен для обработки жаропрочных сплавов и нержавеющих сталей. Он позволяет обрабатывать материал с глубиной резания до 2 мм и подачей до 0,3 мм/об. Позитивная геометрия этого стружколома обеспечивает хорошее дробление стружки и достижение высокого качества поверхности в отношении шероховатости и точности.
 |
 |
APM20E - Сплав для чистовой и получистовой обработки жаропрочных сплавов и нержавеющих сталей. Сочетание хорошей износостойкости и прочности позволяет использовать его в широком диапазоне обработки, от чистовой для труднообрабатываемых материалов до получерновой для легкообрабатываемых материалов группы М.
Тщательное смешивание порошков для спекания твердосплавных пластин обеспечивает однородность состава зерна и стабильное качество пластин.
Специальные технологии термообработки и спекания твердых сплавов, основанные на контроле отвода тепла, позволяют обеспечить однонаправленный рост кристаллов и получать кристаллы одного размера. Это значительно повышает износостойкость и прочность пластин.
PVD -Покрытие позволяет получить острую кромку пластины, что уменьшает силы резания и предохраняет пластину от преждевременного износа и стирания поверхности. Термоустойчивая подложка защищает твёрдый сплав от чрезмерного температурного воздействия.
В данной таблице, указан диапазон скоростей резания к каждой подгруппе обрабатываемых материалов. При первичной обработке, есть общая рекомендация начинать обработку со средних подач и средних скоростей резания. Затем, если пластина показывает стойкость превышающую 15 минут, скорость резания увеличивают. Но вместе с тем, если вы точно уверенны, что заготовка качественная, без внутренних дефектов, и материал заготовки обрабатывается легче, чем другие материалы в группе, вы можете начать с большей скорости резания, чем средняя рекомендованная скорость. То же правило действует и с более труднообрабатываемыми материалами. В случае, если вы меняете пластину на детали с уже отработанными режимами, и деталь обрабатывается на скоростях значительно меньших, чем предлагаемый диапазон резания. Вы можете начать обработку на меньших скоростях, чем указано в рекомендованных скоростях. Особенно это касается материалов группы S.