AHNO ВХОДИТ В ГРУППУ КОМПАНИЙ SANDVIK
Акты испытаний инструмента ТМ AHNO
Сверла из твёрдого сплава, предназначенные для работы с алюминием, имеют полированные поверхности на всех рабочих частях. Это значительно увеличивает износостойкость сверла и способствует плавному сходу стружки.
В производстве этих свёрл используются мелкозернистые карбиды твёрдых сплавов тантала и титана, полученные на немецких заводах. Благодаря этому они позволяют обрабатывать алюминий на высоких скоростях.
Однородная структура мелких порошков в составе инструмента обеспечивает стабильность его качества.
| Свёрла имеют угол заточки 130° и сложную геометрию по задней поверхности, что повышает их стойкость и долговечность. Передняя поверхность сверла и режущей кромки имеет радиусную форму, что позволяет деформировать стружку в самом начальном этапе обработки. Задняя поверхность имеет минимальный угол на расстоянии 1-2 мм от режущей кромки, что придает прочность последней. |  |
| Хвостовик сверла изготовлен с высокой точностью, что позволяет использовать его во всех современных оправках, включая термооправки. Это позволяет выполнять отверстия с максимальной точностью и исключает необходимость обработки детали зенкером после сверловки. | 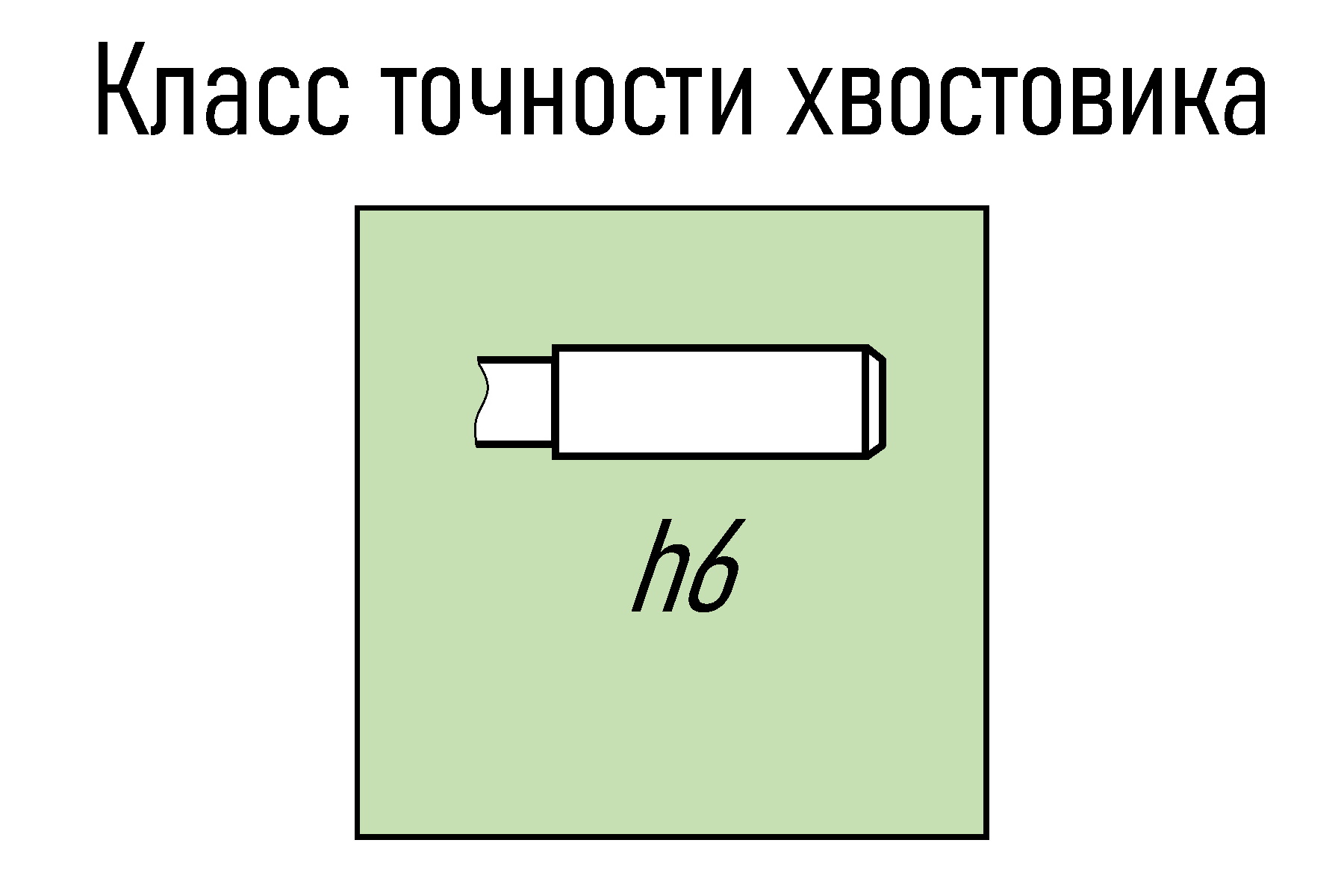 |
| Угол подъёма стружечной канавки составляет 30 градусов. Это оптимальное значение для сверления алюминия и других цветных металлов, так как позволяет деформировать стружку и беспрепятственно удалять её из зоны резания. | 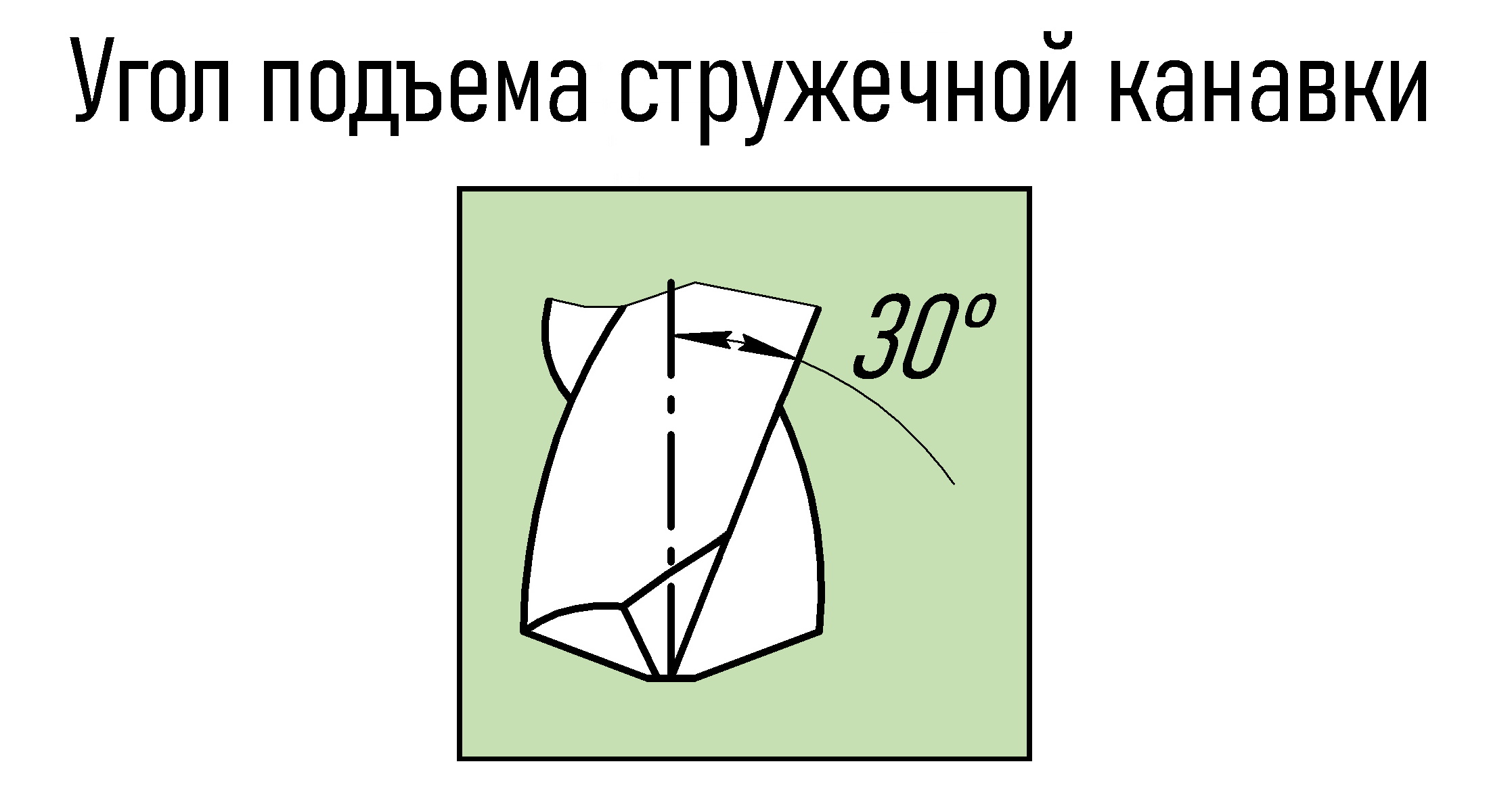 |
Допускается обработка бронзы, силикона, меди и других материалов группы N.
Преимущества твердосплавных свёрл:
* работают на высоких скоростях резания, что позволяет существенно сократить время обработки и увеличить производительность;
* не требуют предварительного центрирования отверстия;
* не деформируются в процессе работы, поэтому практически исключается увод инструмента;
* отличаются высокой точностью изготовления, благодаря чему во многих случаях не требуется дополнительная обработка отверстия зенкером или развёрткой.
* свёрла изготовлены в соответствии с немецкими технологиями на станках Walter из европейского сырья.
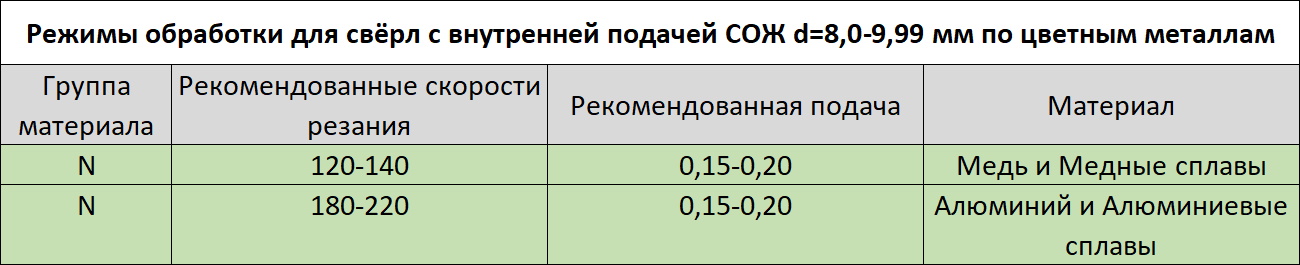
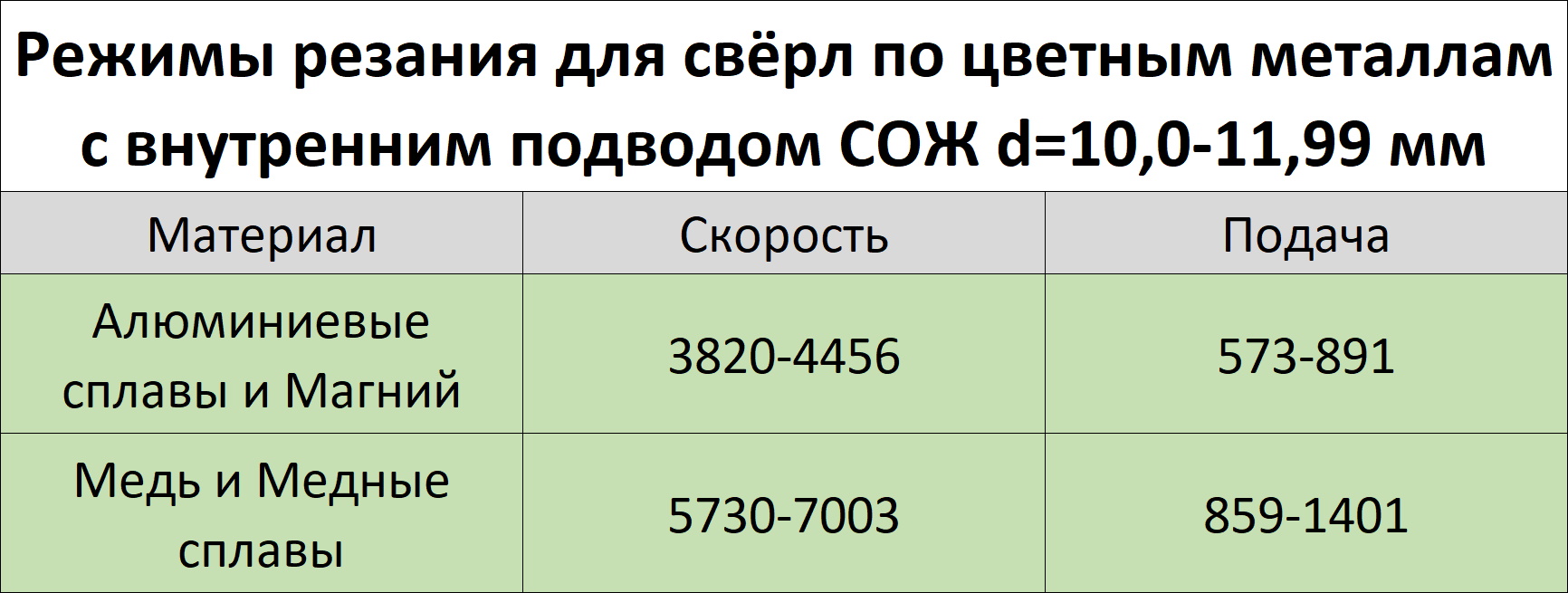
Эти режимы обработки являются минимальными, с которых рекомендуется начинать работу, чтобы избежать поломки инструмента в детали. При таких режимах сверло имеет наибольшую износостойкость. Если увеличить скорость резания на 10% от указанных параметров, стойкость инструмента уменьшится примерно в 1,3 раза. Точное значение зависит от материала, который обрабатывается, выбранной смазочно-охлаждающей жидкости (СОЖ) и характеристик станка.
Для достижения максимальной экономической эффективности при использовании этого инструмента, стойкость сверла должна составлять около 30 минут.
У этих свёрл увеличены каналы для подачи смазочно-охлаждающей жидкости (СОЖ). Благодаря этому зона резания насыщается СОЖ, что делает условия резания более благоприятными.
Если давление жидкости составляет 40 бар, то скорость резания можно увеличить на 20%. При давлении жидкости 100–120 бар скорость резания возрастает в два раза.

AHNO ВХОДИТ В ГРУППУ КОМПАНИЙ SANDVIK
Акты испытаний инструмента ТМ AHNO
Сверла из твёрдого сплава, предназначенные для работы с алюминием, имеют полированные поверхности на всех рабочих частях. Это значительно увеличивает износостойкость сверла и способствует плавному сходу стружки.
В производстве этих свёрл используются мелкозернистые карбиды твёрдых сплавов тантала и титана, полученные на немецких заводах. Благодаря этому они позволяют обрабатывать алюминий на высоких скоростях.
Однородная структура мелких порошков в составе инструмента обеспечивает стабильность его качества.
Свёрла имеют угол заточки 130° и сложную геометрию по задней поверхности, что повышает их стойкость и долговечность.
Передняя поверхность сверла и режущей кромки имеет радиусную форму, что позволяет деформировать стружку в самом начальном этапе обработки. Задняя поверхность имеет минимальный угол на расстоянии 1-2 мм от режущей кромки, что придает прочность последней.
Хвостовик сверла изготовлен с высокой точностью, что позволяет использовать его во всех современных оправках, включая термооправки.
Хвостовик сверла изготовлен с высокой точностью, что позволяет использовать его во всех современных оправках, включая термооправки. Это позволяет выполнять отверстия с максимальной точностью и исключает необходимость обработки детали зенкером после сверловки.
Угол подъёма стружечной канавки составляет 30 градусов. Это оптимальное значение для сверления алюминия и других цветных металлов, так как позволяет деформировать стружку и беспрепятственно удалять её из зоны резания.
Допускается обработка бронзы, силикона, меди и других материалов группы N.
Преимущества твердосплавных свёрл:
* работают на высоких скоростях резания, что позволяет существенно сократить время обработки и увеличить производительность;
* не требуют предварительного центрирования отверстия;
* не деформируются в процессе работы, поэтому практически исключается увод инструмента;
* отличаются высокой точностью изготовления, благодаря чему во многих случаях не требуется дополнительная обработка отверстия зенкером или развёрткой.
* свёрла изготовлены в соответствии с немецкими технологиями на станках Walter из европейского сырья.
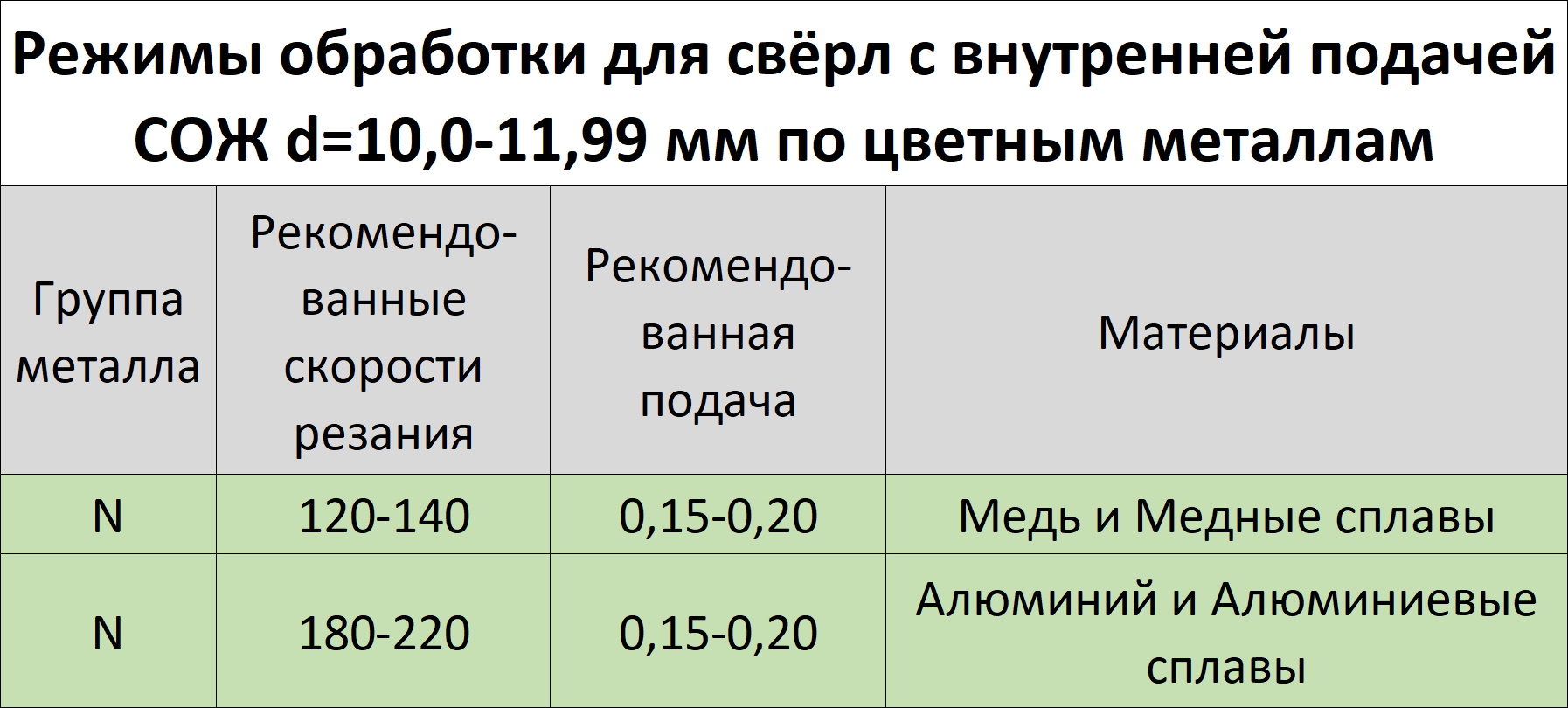
Эти режимы обработки являются минимальными, с которых рекомендуется начинать работу, чтобы избежать поломки инструмента в детали. При таких режимах сверло имеет наибольшую износостойкость. Если увеличить скорость резания на 10% от указанных параметров, стойкость инструмента уменьшится примерно в 1,3 раза. Точное значение зависит от материала, который обрабатывается, выбранной смазочно-охлаждающей жидкости (СОЖ) и характеристик станка.
Для достижения максимальной экономической эффективности при использовании этого инструмента, стойкость сверла должна составлять около 30 минут.
У этих свёрл увеличены каналы для подачи смазочно-охлаждающей жидкости (СОЖ). Благодаря этому зона резания насыщается СОЖ, что делает условия резания более благоприятными.
Если давление жидкости составляет 40 бар, то скорость резания можно увеличить на 20%. При давлении жидкости 100–120 бар скорость резания возрастает в два раза.