












AHNO ВХОДИТ В ГРУППУ КОМПАНИЙ SANDVIK
Акты испытаний инструмента ТМ AHNO
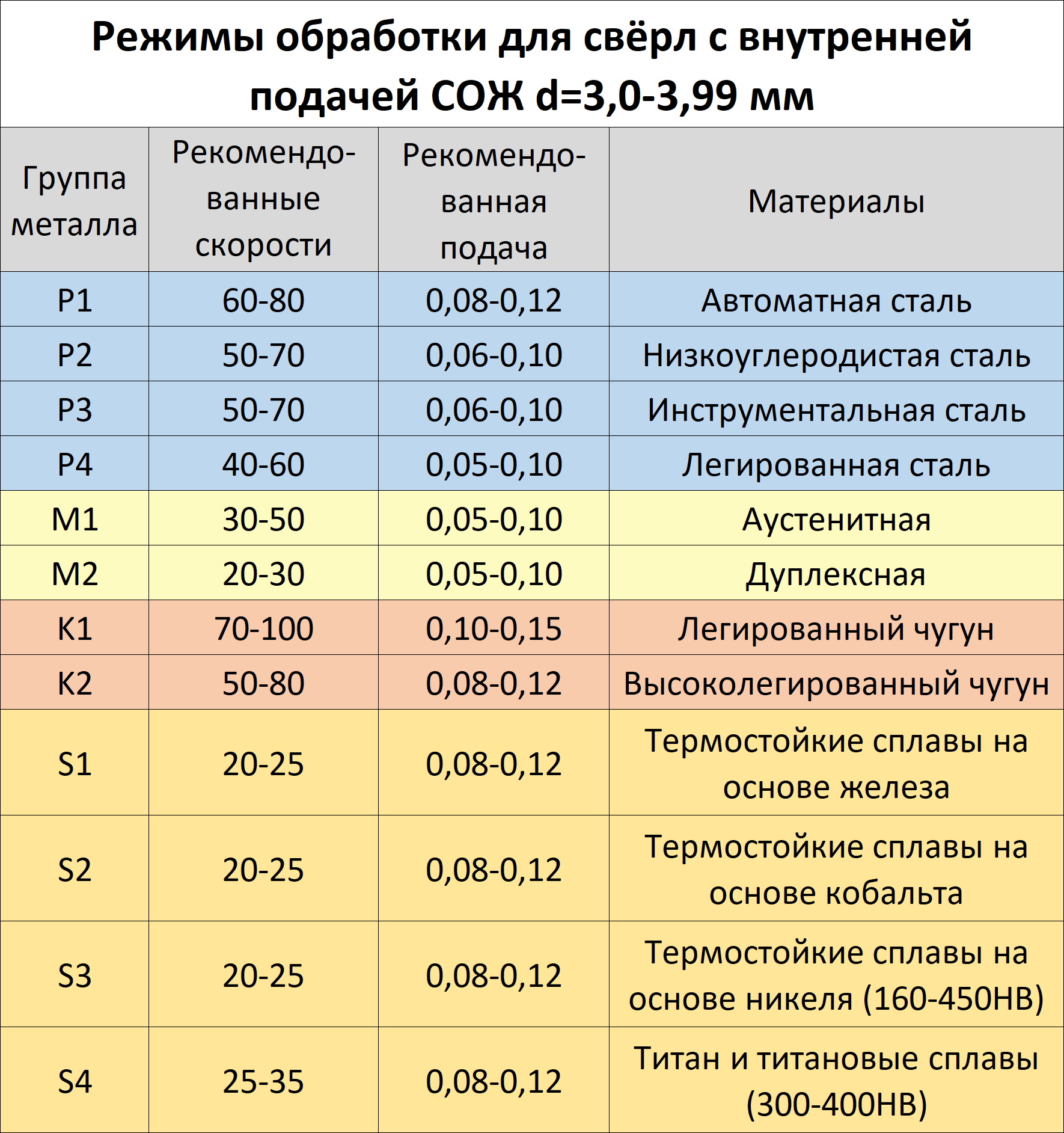
Твердосплавные свёрла предназначены для работы со сталью, нержавеющей сталью, чугуном и жаропрочными сплавами. Их универсальность позволяет значительно сократить ассортимент используемых инструментов на производстве.
Заготовки для этих свёрл изготавливаются из мелкозернистых нанопорошков в странах ЕС. Это обеспечивает высокое качество заготовок, их стабильность и долгий срок службы.
| Свёрла имеют угол заточки 140° и сложную геометрию по задней поверхности, что повышает их стойкость и долговечность. Передняя поверхность сверла и режущей кромки имеет радиусную форму, что позволяет деформировать стружку в самом начальном этапе обработки. Задняя поверхность имеет минимальный угол на расстоянии 1-2 мм от режущей кромки, что придает прочность последней. | 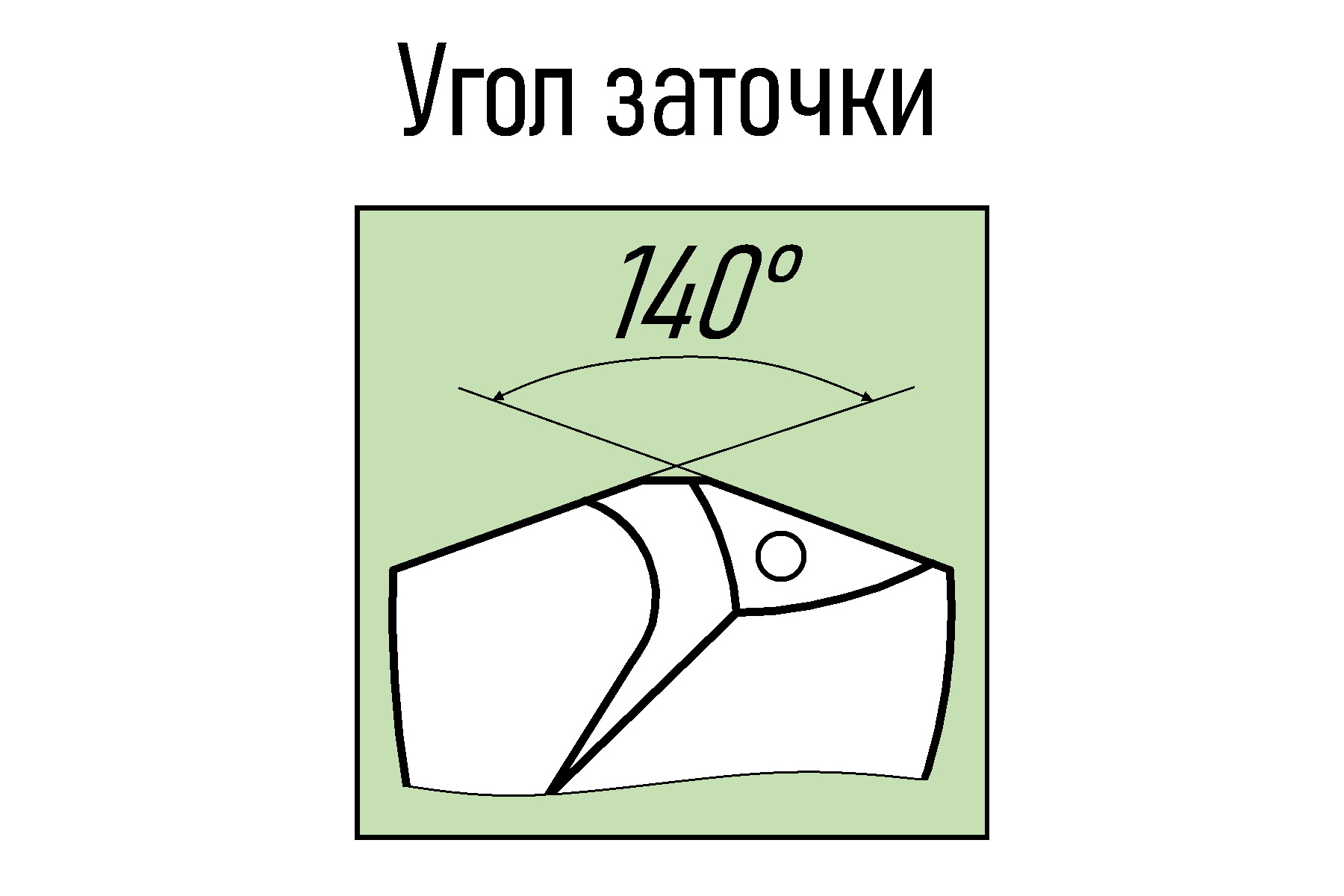 |
| Хвостовик сверла изготовлен с высокой точностью, что позволяет использовать его во всех современных оправках, включая термооправки. Это позволяет выполнять отверстия с максимальной точностью и исключает необходимость обработки детали зенкером после сверловки. | 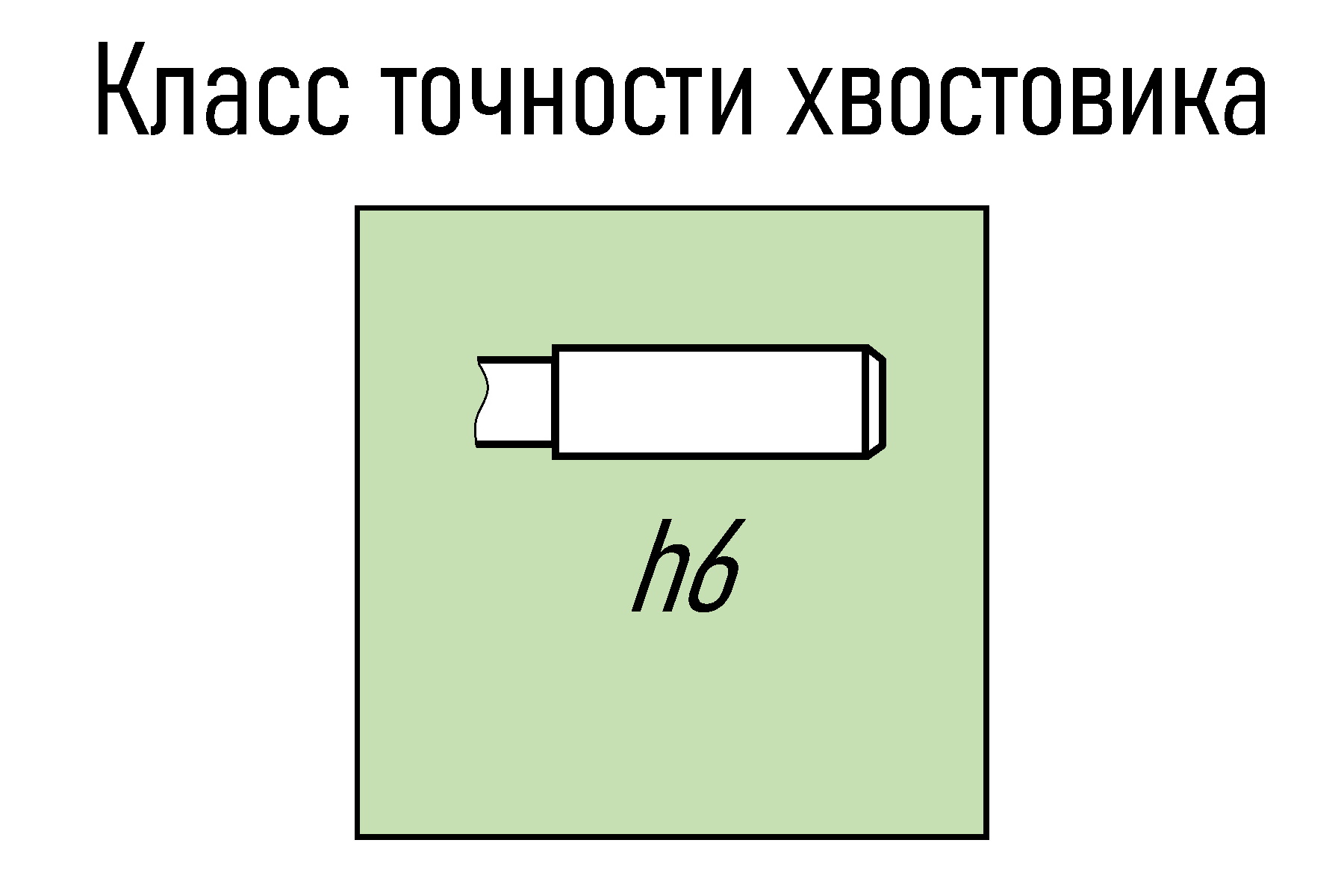 |
| Стружечная канавка, расположенная под углом 30°, эффективно отводит стружку в процессе сверления. Для обеспечения сверления на заданную глубину длина стружечной канавки увеличена на 2–4 мм. | 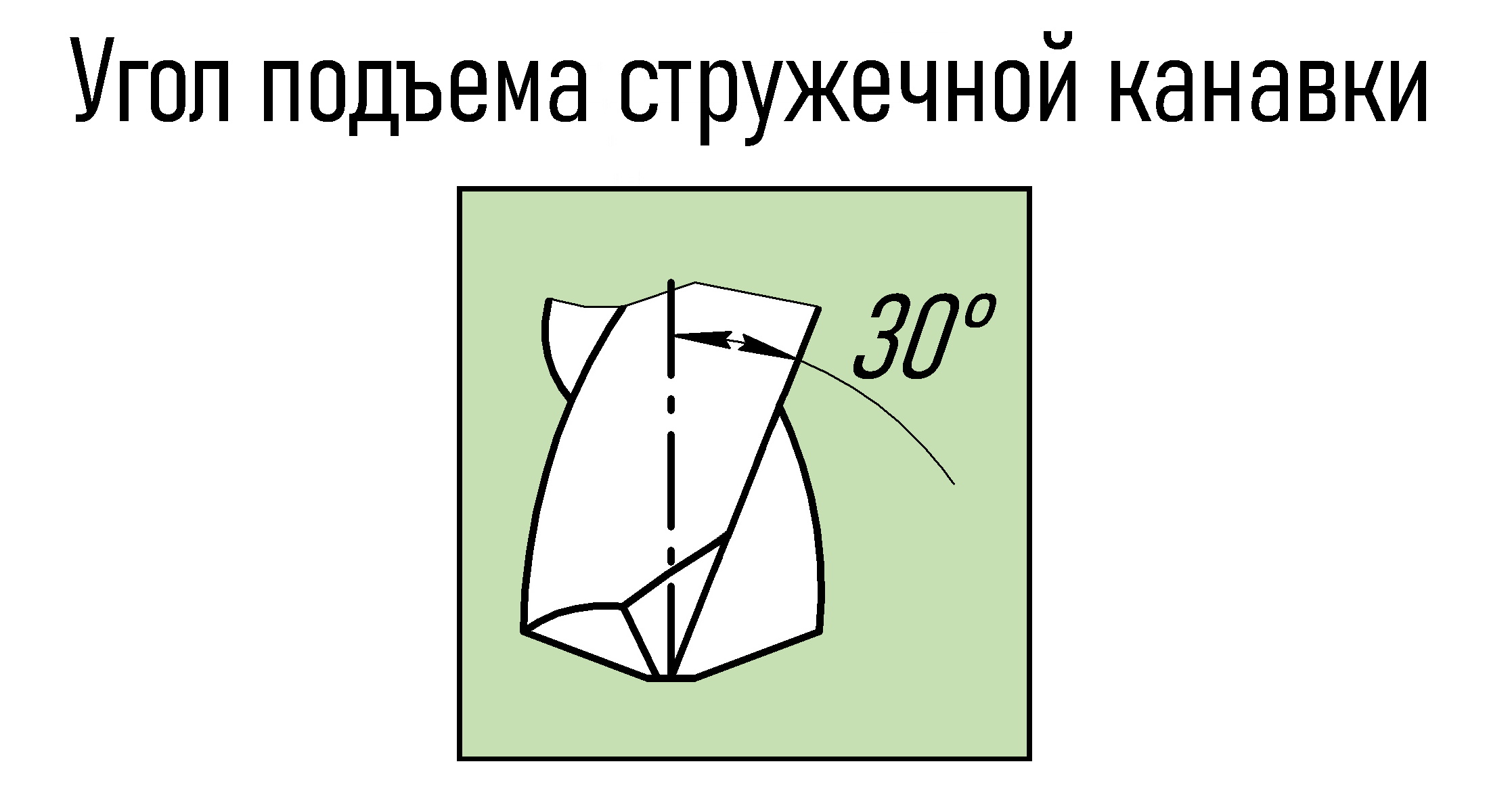 |
Чтобы предотвратить износ сверла, на нём делают двойную ленточку. Это позволяет делать более точные отверстия и иногда избежать поломки сверла в результате преждевременного износа ленточки.
Специальное покрытие PVD наносится на сверло с помощью нового метода. Он позволяет получить рост кристаллов покрытия в одном направлении, что помогает предотвратить стирание покрытия.
Покрытие сверла состоит из нескольких слоёв, каждый из которых выполняет свою функцию в процессе сверления. Верхний слой защищает от износа, а следующий слой предотвращает перегрев инструмента.
Точность изготовления режущей части сверла в большинстве случаев позволяет обойтись без дополнительной обработки отверстия зенкером или развёрткой.
Во время работы данного сверла исключены вибрации и отклонения от заданной траектории.
Для точного позиционирования не требуется предварительная зацентровка отверстия и использование кондукторной втулки.
Свёрла отличаются высокой производительностью благодаря высокой скорости резания, которая обеспечивается свойствами твёрдого сплава.
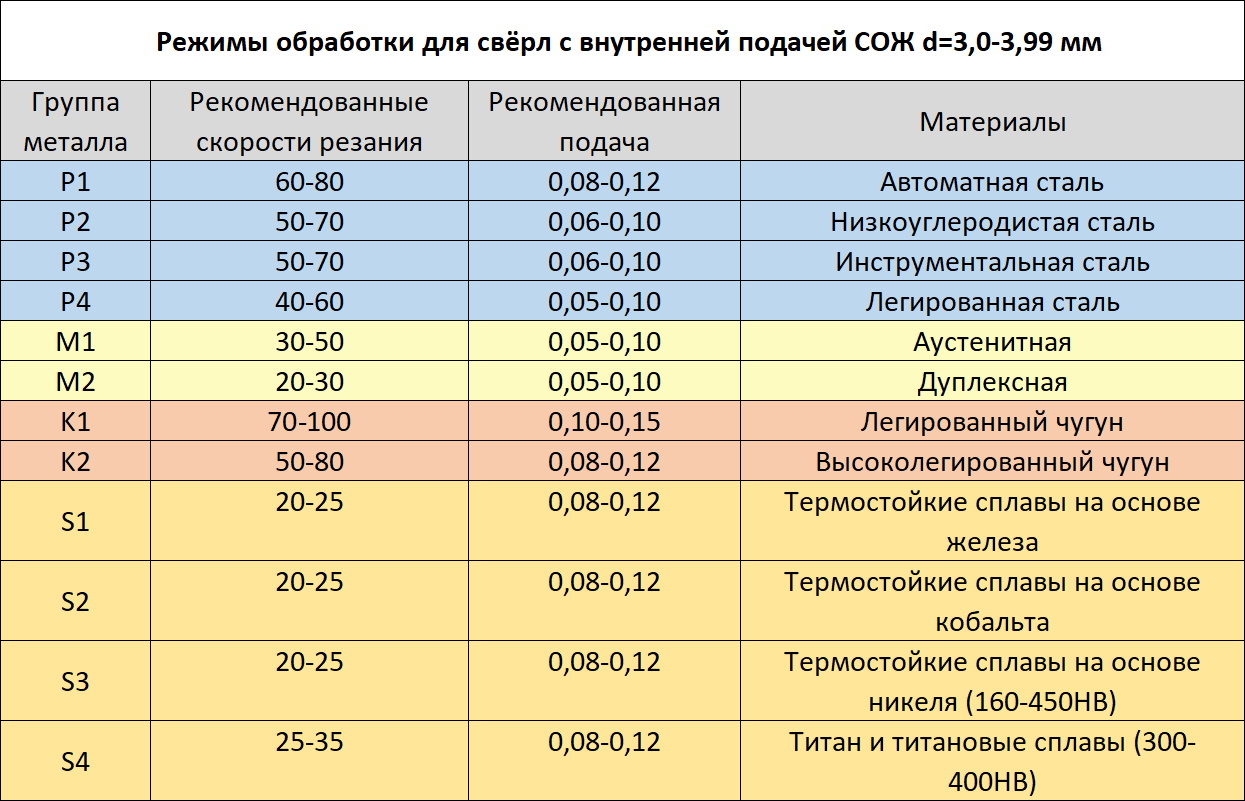 |
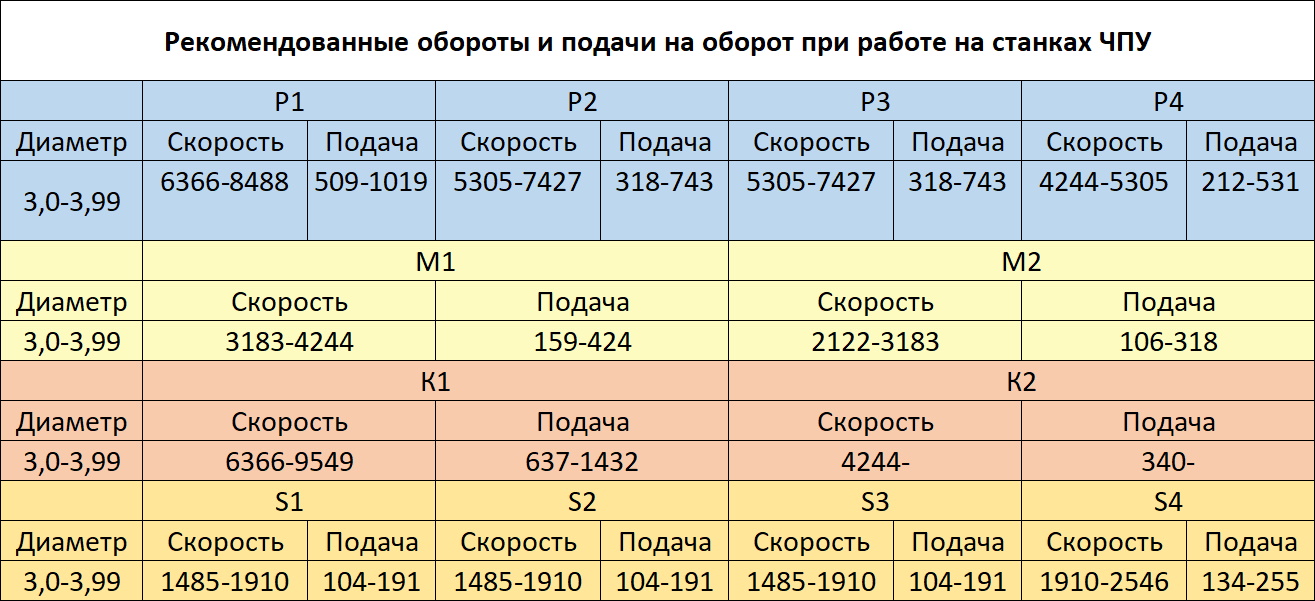
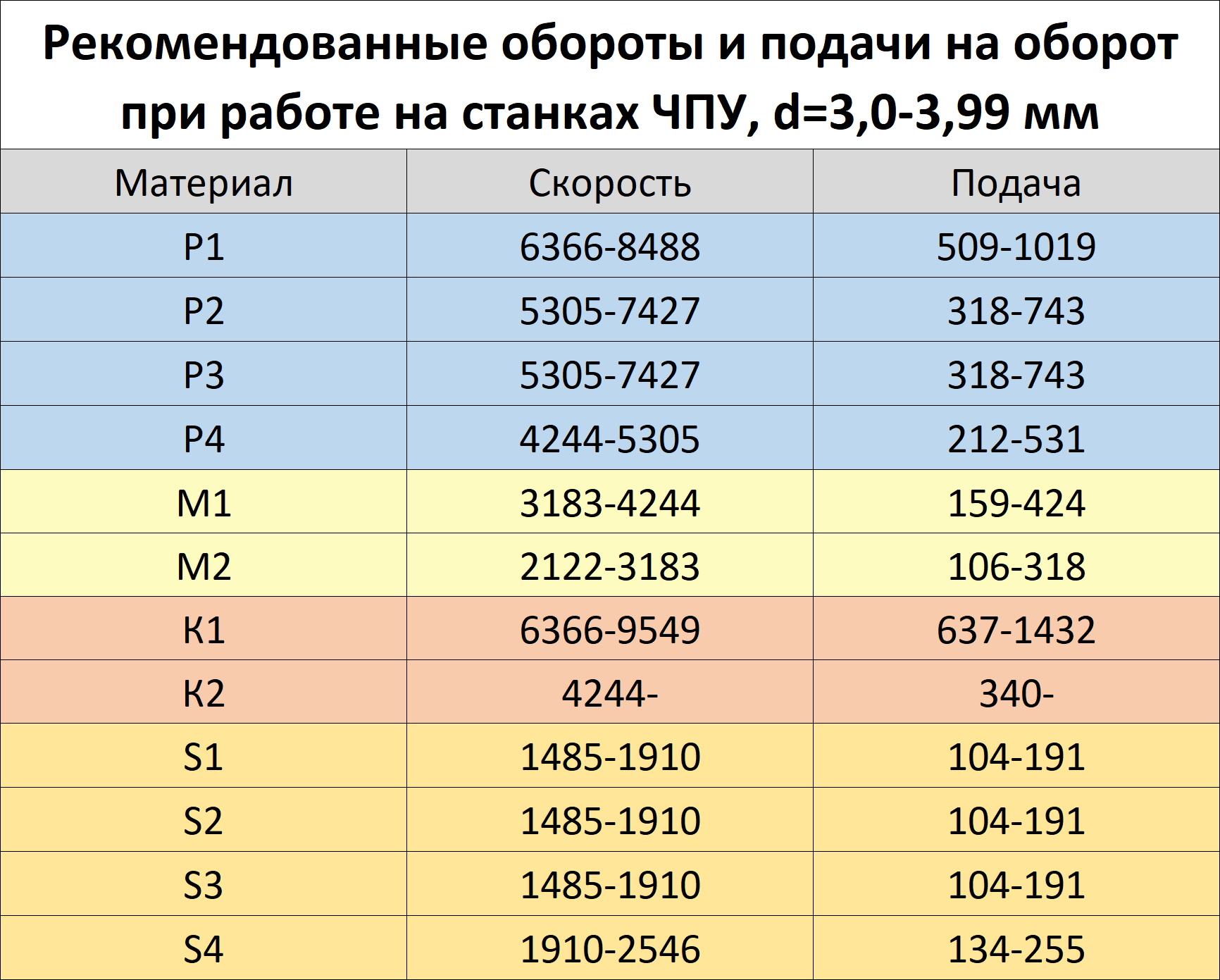
Свёрла имеют большой диаметр отверстий для подачи смазочно-охлаждающей жидкости (СОЖ) в зону резания. Это облегчает процесс резания и снижает нагрузку на режущие кромки сверла, особенно на станках, где подача СОЖ под высоким давлением невозможна.
При давлении СОЖ от 50 до 80 бар скорость резания необходимо увеличить на 30-40% в зависимости от материала, который обрабатывается.
Если давление СОЖ превышает 100 бар, скорость резания следует увеличить в два раза.
Важно отметить, что если условия обработки позволяют, то лучше использовать СОЖ с максимальным давлением и минимальной температурой. Это улучшает условия обработки и повышает эффективность процесса.
При сверлении отверстий, глубина которых превышает 8D, необходимо снизить скорость резания на 15–20%. Это особенно важно для пластичных материалов. Чтобы избежать поломки сверла внутри отверстия из-за сложностей с выходом стружки, рекомендуется вынимать его каждые 50–80 мм сверления.
 |
Отметим, что свёрла компании AHNO производятся на немецком оборудовании по технологиям, разработанным совместно с Walter. Компания Walter активно инвестирует в AHNO, что позволяет ей предлагать высококачественные продукты.
AHNO ВХОДИТ В ГРУППУ КОМПАНИЙ SANDVIK
Акты испытаний инструмента ТМ AHNO
Твердосплавные свёрла предназначены для работы со сталью, нержавеющей сталью, чугуном и жаропрочными сплавами. Их универсальность позволяет значительно сократить ассортимент используемых инструментов на производстве.
Заготовки для этих свёрл изготавливаются из мелкозернистых нанопорошков в странах ЕС. Это обеспечивает высокое качество заготовок, их стабильность и долгий срок службы.
Свёрла имеют угол заточки 140° и сложную геометрию по задней поверхности, что повышает их стойкость и долговечность.
Передняя поверхность сверла и режущей кромки имеет радиусную форму, что позволяет деформировать стружку в самом начальном этапе обработки. Задняя поверхность имеет минимальный угол на расстоянии 1-2 мм от режущей кромки, что придает прочность последней.
Чтобы предотвратить износ сверла, на нём делают двойную ленточку. Это позволяет делать более точные отверстия и иногда избежать поломки сверла в результате преждевременного износа ленточки.
Специальное покрытие PVD наносится на сверло с помощью нового метода. Он позволяет получить рост кристаллов покрытия в одном направлении, что помогает предотвратить стирание покрытия.
Покрытие сверла состоит из нескольких слоёв, каждый из которых выполняет свою функцию в процессе сверления. Верхний слой защищает от износа, а следующий слой предотвращает перегрев инструмента.
Хвостовик сверла изготовлен с высокой точностью, что позволяет использовать его во всех современных оправках, включая термооправки.
Хвостовик сверла изготовлен с высокой точностью, что позволяет использовать его во всех современных оправках, включая термооправки. Это позволяет выполнять отверстия с максимальной точностью и исключает необходимость обработки детали зенкером после сверловки.
Точность изготовления режущей части сверла в большинстве случаев позволяет обойтись без дополнительной обработки отверстия зенкером или развёрткой.
Стружечная канавка, расположенная под углом 30°, эффективно отводит стружку в процессе сверления.
Для обеспечения сверления на заданную глубину длина стружечной канавки увеличена на 2–4 мм.
Во время работы данного сверла исключены вибрации и отклонения от заданной траектории.
Для точного позиционирования не требуется предварительная зацентровка отверстия и использование кондукторной втулки.
Свёрла отличаются высокой производительностью благодаря высокой скорости резания, которая обеспечивается свойствами твёрдого сплава.
Свёрла имеют большой диаметр отверстий для подачи смазочно-охлаждающей жидкости (СОЖ) в зону резания. Это облегчает процесс резания и снижает нагрузку на режущие кромки сверла, особенно на станках, где подача СОЖ под высоким давлением невозможна.
При давлении СОЖ от 50 до 80 бар скорость резания необходимо увеличить на 30-40% в зависимости от материала, который обрабатывается.
Если давление СОЖ превышает 100 бар, скорость резания следует увеличить в два раза.
Важно отметить, что если условия обработки позволяют, то лучше использовать СОЖ с максимальным давлением и минимальной температурой. Это улучшает условия обработки и повышает эффективность процесса.
При сверлении отверстий, глубина которых превышает 8D, необходимо снизить скорость резания на 15–20%. Это особенно важно для пластичных материалов. Чтобы избежать поломки сверла внутри отверстия из-за сложностей с выходом стружки, рекомендуется вынимать его каждые 50–80 мм сверления.
Отметим, что свёрла компании AHNO производятся на немецком оборудовании по технологиям, разработанным совместно с Walter. Компания Walter активно инвестирует в AHNO, что позволяет ей предлагать высококачественные продукты.
