












К корпусным свёрлам SOMT подходят пластины производителя TaeguTec, что обеспечивает еще большее разнообразие сплавов и стружколомов, а так же открывает возможность повышения производительности за счет постановки в корпус твердосплавых пластин премиального качества.
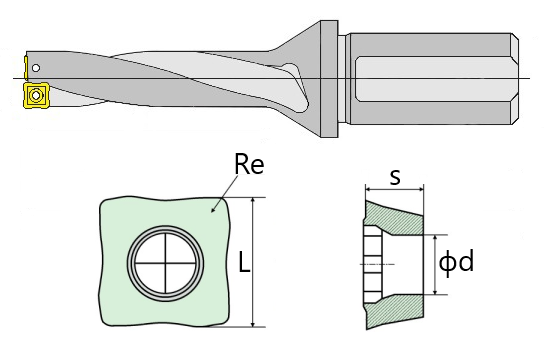
Корпусное сверло C20-2D16-35SOMT05 ACCKee с внутренним подводом СОЖ, предназначенное для использования с квадратной твердосплавной пластиной SOMT.
Особенность этих свёрл — квадратная пластина со специальной геометрией заднего угла. Благодаря этому можно добиться максимально улучшенной шероховатости поверхности, что часто позволяет избежать дополнительных операций.
Корпус сверла изготовлен из легированной стали 42ХМ, которая аналогична российской стали 40Х. Материал проходит термическую обработку, что повышает его износостойкость и твёрдость. Это позволяет использовать корпус довольно долго.
Сталь хорошо переносит температурные нагрузки, поэтому свёрла можно использовать при высоких температурах резания. При изготовлении корпусов дополнительно используется поверхностное упрочнение с помощью установок ТВЧ (тока высокой частоты). Это придаёт поверхностному слою дополнительной износостойкости и твёрдости, что обеспечивает повышенную долговечность инструмента.
Эти свёрла — отличный выбор для единичных и мелкосерийных производств, где важна универсальность инструмента вместе с высокой шероховатостью обрабатываемой поверхности. Точность выполнения отверстий ± 0,25 мм до 4D в длину. Для отверстий длиной 4D и более точность составляет ± 0,30 мм.
 | Таблица основных размеров пластин  |
Расшифровка маркировки сверла C20-2D16-35SOMT05
C20 — диаметр хвостовика корпуса сверла составляет 20 мм. Присоединительный диаметр (d) служит для крепления сверла в оправке, лыска на посадочном диаметре выполнена для возможности крепления Weldon. При креплении сверла в оправке, сверло обязательно должно упираться в торец оправки своим опорным торцом, для обеспечения точности глубины сверления.
2D16 — это сверло предназначено для создания отверстий диаметром 16 мм. Рекомендованная глубина сверления в два раза превышает диаметр сверла. Это позволяет эффективно сверлить и растачивать неглубокие отверстия. Чтобы обеспечить более надёжное сверление и удобство использования, производитель свёрл изготавливает их с возможностью сверления на несколько миллиметров глубже, чем указано в обозначении.
Материалы, которые могут сверлить эти сверла, зависят от типа стружколома и сплава вставляемой пластины. Они подходят для обработки различных материалов, от жаропрочных сплавов до легкообрабатываемой автоматной стали.
35 — максимальная глубина сверления составляет 35 мм.
SOMT05 — в корпус сверла устанавливаются специальные пластины с геометрией заднего угла, которая делает режущую кромку наиболее подходящей для конкретных условий обработки. Данная геометрия позволяет обрабатывать материал с более высоким классом шероховатости, чем свёрла с пластинами SP. Потому если в просверливаемых отверстиях не предполагается дальнейшая обработка, лучше выбирать свёрла с пластинами SOMT. Размер твердосплавных пластин 05. Это позволяет выполнять сверление с использованием свёрл данного диаметра.
- Совместимый винт M2X5
- Совместимый ключ Т6
- Совместимый Штуцер для подвода СОЖ PC-M10*1.5
Квадратные пластины обеспечивают лучшую шероховатость поверхности после сверления, а также позволяют проводить расточку с большой глубиной резания при использовании соответствующих свёрл.
Корректировка подач при сверлении нестандартных поверхностей
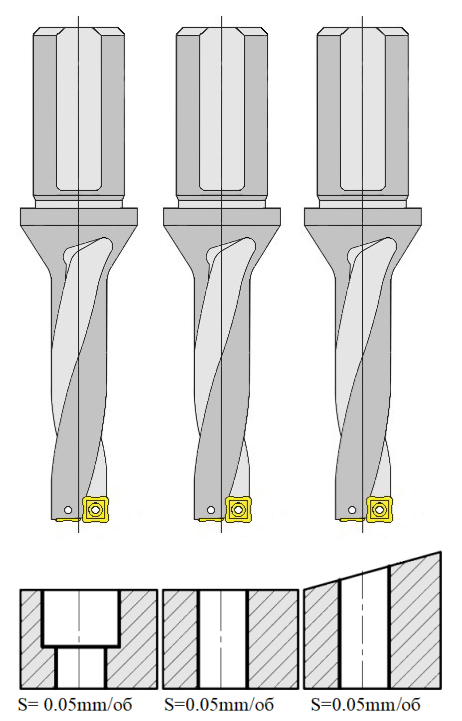
Применение свёрл данных конструкций
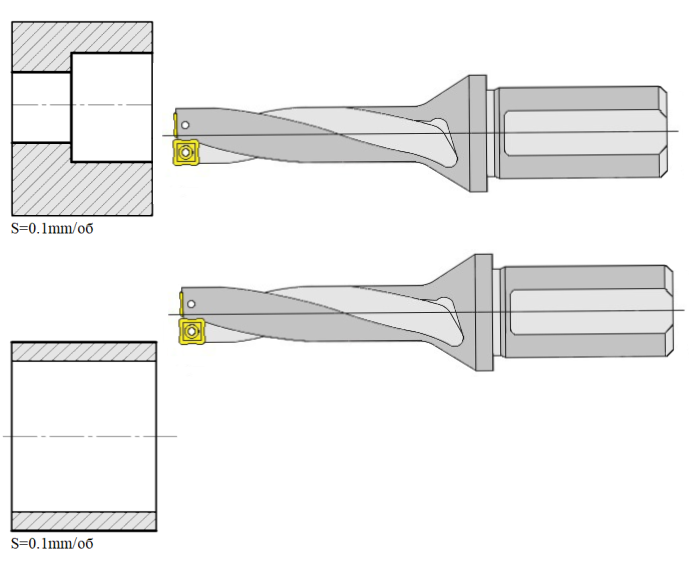
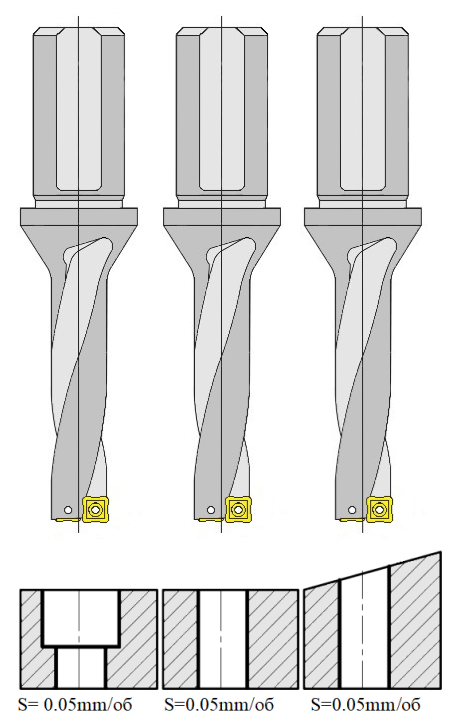
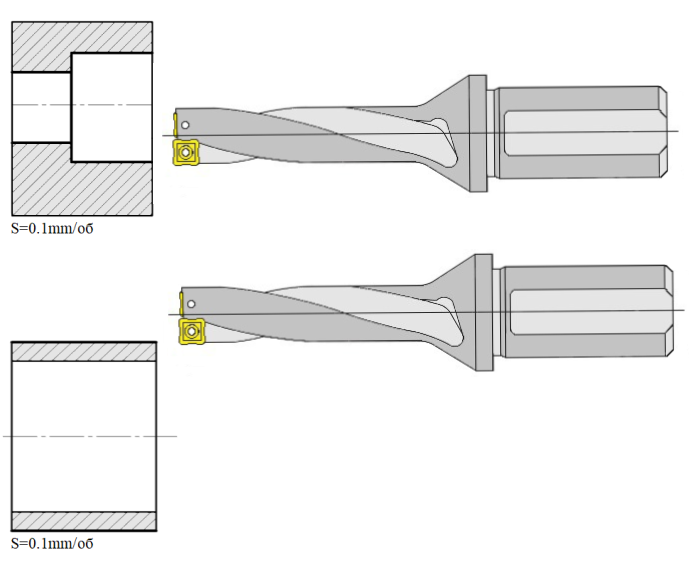
 | Рассверливание отверстий При рассверливании отверстий работает только периферийная часть пластины. Таким образом, в процессе рассверливания задействована только одна половина сверла, что может вызывать вибрации и отклонения сверла от заданного направления. Если возникают вибрации, необходимо уменьшить подачу сверла или скорость резания. В случае отклонений рекомендуется проводить рассверливание в два этапа. Сначала нужно использовать сверло меньшего диаметра для предварительного рассверливания отверстия, а затем — сверло большего диаметра для окончательной обработки. Альтернативно можно использовать сверло меньшего диаметра для расточки отверстия, контролируя глубину резания. |
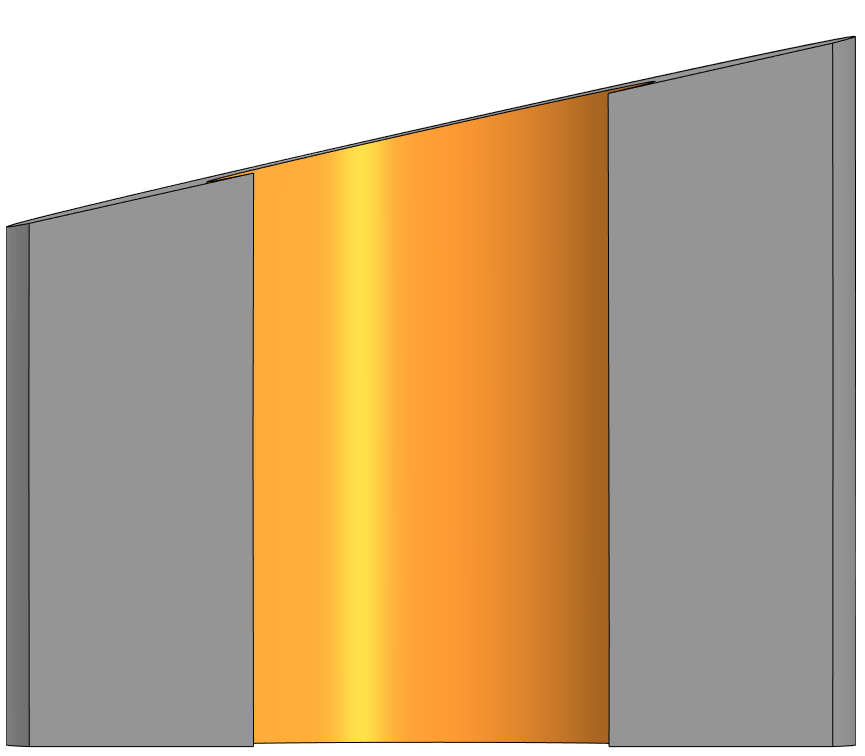 | Сверление отверстий на различных криволинейных поверхностях При сверлении отверстий в различных криволинейных поверхностях первые 5.8 миллиметров сверления до полного входа сверла в металл необходимо уменьшать подачу на 20-30% в зависимости от обрабатываемого материала (чем твёрже материал, тем больше уменьшается подача, и чем больший угол наклона поверхности, тем больше уменьшается входная подача). |
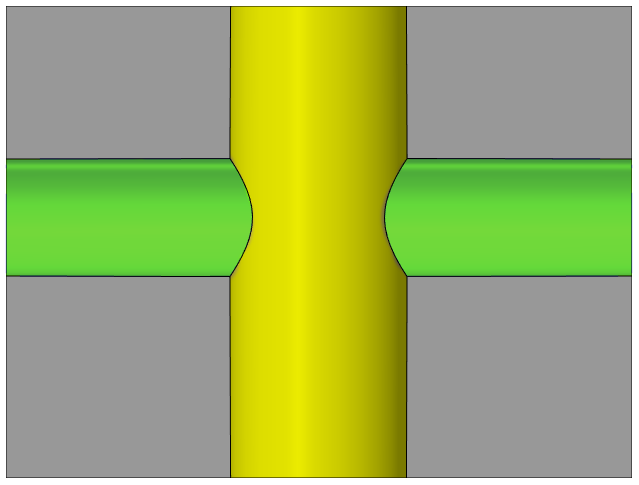 | Сверление пересекающихся отверстий При сверлении пересекающихся друг с другом отверстий процесс не отличается от обычного сверления. Однако, чтобы обеспечить долговечность сверла, можно уменьшить скорость подачи на 20% в первые 2–3 миллиметра сверления. Также рекомендуется снизить скорость подачи на 20% за 2–3 миллиметра до поверхности другого отверстия. После завершения сверления важно выполнить операцию очистки и продуть оба пересекающихся отверстия сжатым воздухом, чтобы избежать попадания стружки в полости. |
 | Сверление стандартных отверстий Для достижения наилучшей экономической эффективности и наиболее рациональной обработки лучше использовать рекомендованные режимы обработки при сверлении стандартных отверстий. В начале резания, при врезании в первую деталь, до того как пластины свёрл разогреются, можно уменьшить подачу на 10–15% в первые 2–3 миллиметра сверления. Также следует включить СОЖ (смазочно-охлаждающую жидкость) после первого миллиметра сверления. Это необходимо для того, чтобы сменные многогранные пластины успели разогреться (твёрдый сплав хорошо работает при повышенных температурах), а материал заготовки стал мягче под воздействием высоких температур. |
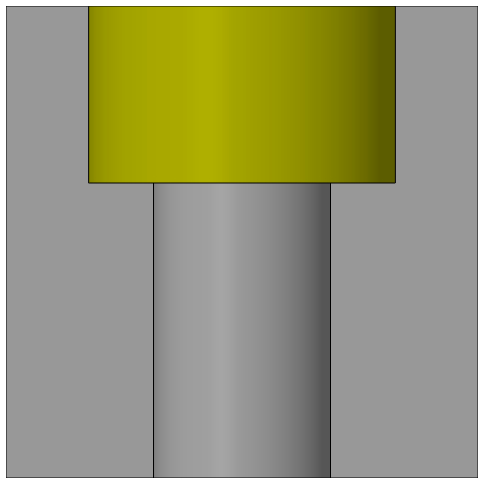
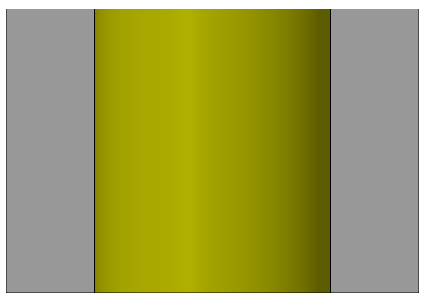
 | Сверление отверстий с плоским дном Сверление отверстий с плоским дном можно отнести к категории глухих отверстий. Технология сверления таких отверстий ничем не отличается от технологии сверления сквозных отверстий. Единственное различие заключается в том, что при сверлении глухих отверстий не нужно уменьшать подачу в конце процесса, а после завершения сверления необходимо продуть отверстие сжатым воздухом. |
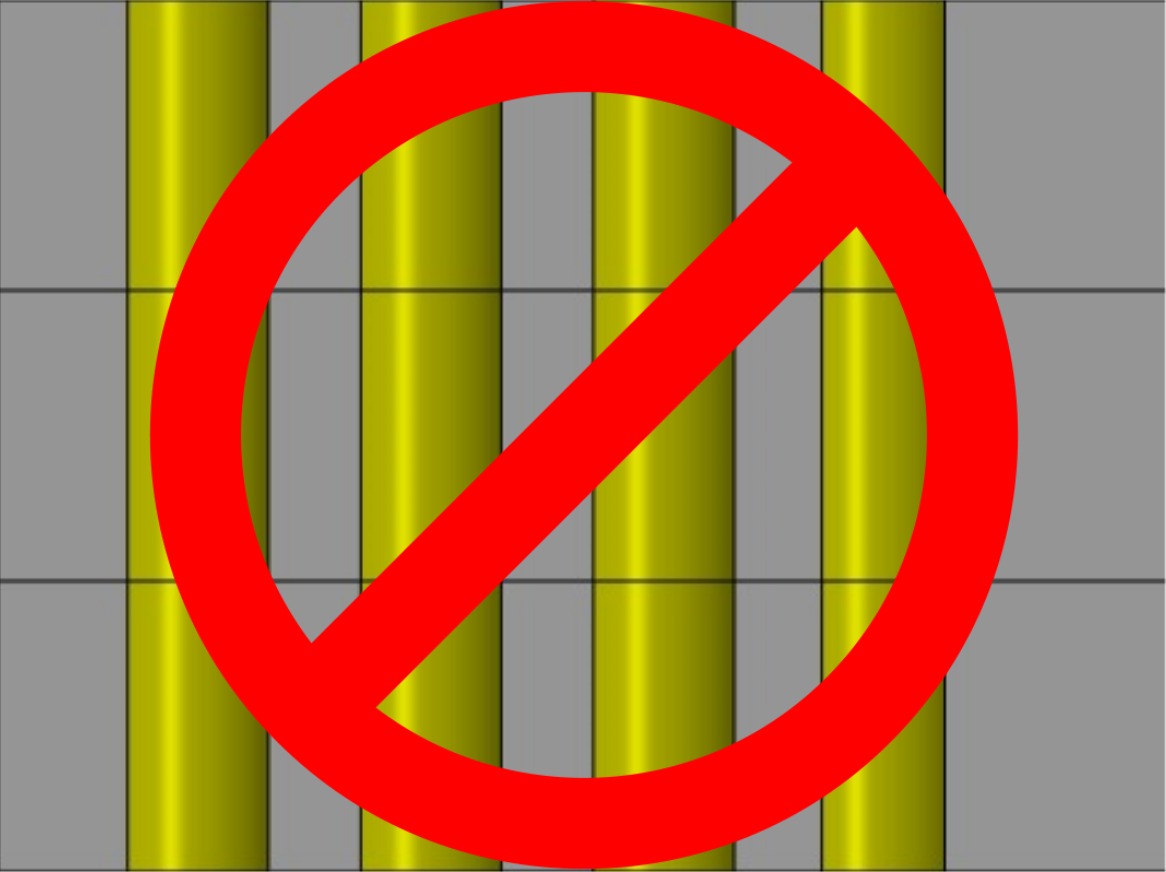 | Данные сверла нельзя применять для пакетного сверления |
Эта конструкция свёрл позволяет выполнять различные операции, которые недоступны для многих других видов свёрл. Например, можно растачивать отверстия и сверлить криволинейные поверхности без предварительной подготовки поверхности.
В нестандартных случаях сверления не рекомендуется использовать стандартные режимы, поскольку:
- геометрия резания полностью меняется;
- изменяются силы резания, которые должны балансироваться внутри корпуса свёрла, что может привести к увеличению вибрации.
Исходя из этого, для каждого конкретного случая сверления существуют свои рекомендации по подаче.
Точение поверхностей с помощью сверла
При использовании этих свёрл для точения и расточки обычно применяют режимы обработки, аналогичные тем, что используются при работе с резцами, оснащёнными пластинами с положительными углами. Но из-за того, что пластина выступает из корпуса сверла на небольшую глубину, мы можем производить обработку на глубину резания до 0,4-0,8 мм в зависимости от диаметра сверла.
К корпусным свёрлам SOMT подходят пластины производителя TaeguTec, что обеспечивает еще большее разнообразие сплавов и стружколомов, а так же открывает возможность повышения производительности за счет постановки в корпус твердосплавых пластин премиального качества.
Корпусное сверло C20-2D16-35SOMT05 ACCKee с внутренним подводом СОЖ, предназначенное для использования с квадратной твердосплавной пластиной SOMT.
Особенность этих свёрл — квадратная пластина со специальной геометрией заднего угла. Благодаря этому можно добиться максимально улучшенной шероховатости поверхности, что часто позволяет избежать дополнительных операций.
Корпус сверла изготовлен из легированной стали 42ХМ, которая аналогична российской стали 40Х. Материал проходит термическую обработку, что повышает его износостойкость и твёрдость. Это позволяет использовать корпус довольно долго.
Сталь хорошо переносит температурные нагрузки, поэтому свёрла можно использовать при высоких температурах резания. При изготовлении корпусов дополнительно используется поверхностное упрочнение с помощью установок ТВЧ (тока высокой частоты). Это придаёт поверхностному слою дополнительной износостойкости и твёрдости, что обеспечивает повышенную долговечность инструмента.
Эти свёрла — отличный выбор для единичных и мелкосерийных производств, где важна универсальность инструмента вместе с высокой шероховатостью обрабатываемой поверхности. Точность выполнения отверстий ± 0,25 мм до 4D в длину. Для отверстий длиной 4D и более точность составляет ± 0,30 мм.
| Таблица основных размеров пластин |
 |
 |
Расшифровка маркировки сверла
C20-2D16-35SOMT05
C20 — диаметр хвостовика корпуса сверла составляет 20 мм. На корпусе имеется лыска, позволяющая закрепить его в оправку с креплением Weldon.
Присоединительный диаметр (d) служит для крепления сверла в оправке, лыска на посадочном диаметре выполнена для возможности крепления Weldon. При креплении сверла в оправке, сверло обязательно должно упираться в торец оправки своим опорным торцом, для обеспечения точности глубины сверления.
2D16 — это сверло предназначено для создания отверстий диаметром 16 мм. Рекомендованная глубина сверления в два раза превышает диаметр сверла. Это позволяет эффективно сверлить и растачивать неглубокие отверстия. Чтобы обеспечить более надёжное сверление и удобство использования, производитель свёрл изготавливает их с возможностью сверления на несколько миллиметров глубже, чем указано в обозначении.
Материалы, которые могут сверлить эти сверла, зависят от типа стружколома и сплава вставляемой пластины. Они подходят для обработки различных материалов, от жаропрочных сплавов до легкообрабатываемой автоматной стали.
35 — максимальная глубина сверления составляет 35 мм.
SOMT05 — В корпус сверла устанавливаются специальные пластины с геометрией заднего угла, которая делает режущую кромку наиболее подходящей для конкретных условий обработки. Данная геометрия позволяет обрабатывать материал с более высоким классом шероховатости, чем свёрла с пластинами SP. Потому если в просверливаемых отверстиях не предполагается дальнейшая обработка, лучше выбирать свёрла с пластинами SOMT. Размер твердосплавных пластин 05. Это позволяет выполнять сверление с использованием свёрл данного диаметра.
- Совместимый винт M2X5
- Совместимый ключ Т6
- Совместимый Штуцер для подвода СОЖ PC-M10*1.5
Квадратные пластины обеспечивают лучшую шероховатость поверхности после сверления, а также позволяют проводить расточку с большой глубиной резания при использовании соответствующих свёрл.
Корректировка подач при сверлении нестандартных поверхностей.
Применение свёрл данных конструкций
Рассверливание отверстий
При рассверливании отверстий работает только периферийная часть пластины. Таким образом, в процессе рассверливания задействована только одна половина сверла, что может вызывать вибрации и отклонения сверла от заданного направления. Если возникают вибрации, необходимо уменьшить подачу сверла или скорость резания.
В случае отклонений рекомендуется проводить рассверливание в два этапа. Сначала нужно использовать сверло меньшего диаметра для предварительного рассверливания отверстия, а затем — сверло большего диаметра для окончательной обработки. Альтернативно можно использовать сверло меньшего диаметра для расточки отверстия, контролируя глубину резания.
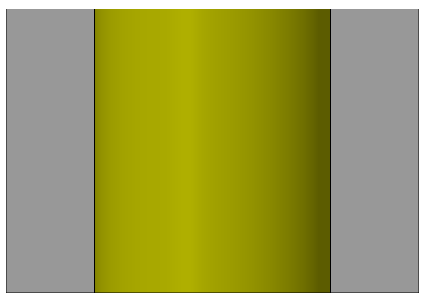
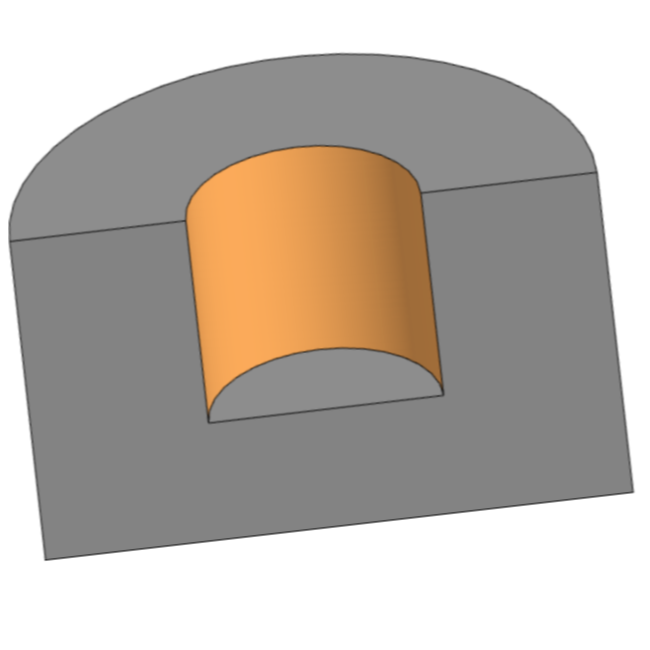
Сверление отверстий на различных криволинейных поверхностях
При сверлении отверстий в различных криволинейных поверхностях первые 5.8 миллиметров сверления до полного входа сверла в металл необходимо уменьшать подачу на 20-30% в зависимости от обрабатываемого материала (чем твёрже материал, тем больше уменьшается подача, и чем больший угол наклона поверхности, тем больше уменьшается входная подача).
Сверление пересекающихся отверстий
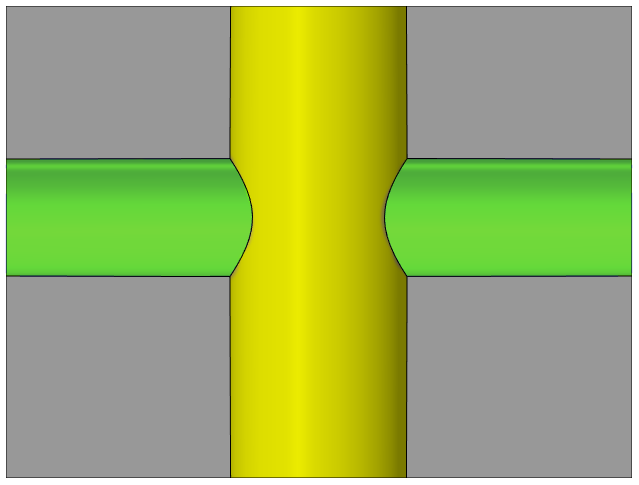
При сверлении пересекающихся друг с другом отверстий процесс не отличается от обычного сверления. Однако, чтобы обеспечить долговечность сверла, можно уменьшить скорость подачи на 20% в первые 2–3 миллиметра сверления. Также рекомендуется снизить скорость подачи на 20% за 2–3 миллиметра до поверхности другого отверстия.
После завершения сверления важно выполнить операцию очистки и продуть оба пересекающихся отверстия сжатым воздухом, чтобы избежать попадания стружки в полости.
Сверление стандартных отверстий
Для достижения наилучшей экономической эффективности и наиболее рациональной обработки лучше использовать рекомендованные режимы обработки при сверлении стандартных отверстий.
В начале резания, при врезании в первую деталь, до того как пластины свёрл разогреются, можно уменьшить подачу на 10–15% в первые 2–3 миллиметра сверления. Также следует включить СОЖ (смазочно-охлаждающую жидкость) после первого миллиметра сверления.
Это необходимо для того, чтобы сменные многогранные пластины успели разогреться (твёрдый сплав хорошо работает при повышенных температурах), а материал заготовки стал мягче под воздействием высоких температур.
Сверление отверстий с плоским дном

Сверление отверстий с плоским дном можно отнести к категории глухих отверстий. Технология сверления таких отверстий ничем не отличается от технологии сверления сквозных отверстий. Единственное различие заключается в том, что при сверлении глухих отверстий не нужно уменьшать подачу в конце процесса, а после завершения сверления необходимо продуть отверстие сжатым воздухом.
Данные сверла нельзя применять для пакетного сверления

Эта конструкция свёрл позволяет выполнять различные операции, которые недоступны для многих других видов свёрл. Например, можно растачивать отверстия и сверлить криволинейные поверхности без предварительной подготовки поверхности.
В нестандартных случаях сверления не рекомендуется использовать стандартные режимы, поскольку:
- геометрия резания полностью меняется;
- изменяются силы резания, которые должны балансироваться внутри корпуса свёрла, что может привести к увеличению вибрации.
Исходя из этого, для каждого конкретного случая сверления существуют свои рекомендации по подаче.
Точение поверхностей с помощью сверла
При использовании этих свёрл для точения и расточки обычно применяют режимы обработки, аналогичные тем, что используются при работе с резцами, оснащёнными пластинами с положительными углами. Но из-за того, что пластина выступает из корпуса сверла на небольшую глубину, мы можем производить обработку на глубину резания до 0,4-0,8 мм в зависимости от диаметра сверла.
