










Для корпусных свёрл WC подходят пластины от компании KORLOY. Это расширяет ассортимент доступных сплавов и стружколомов, а также позволяет увеличить производительность благодаря использованию высококачественных твердосплавных пластин.
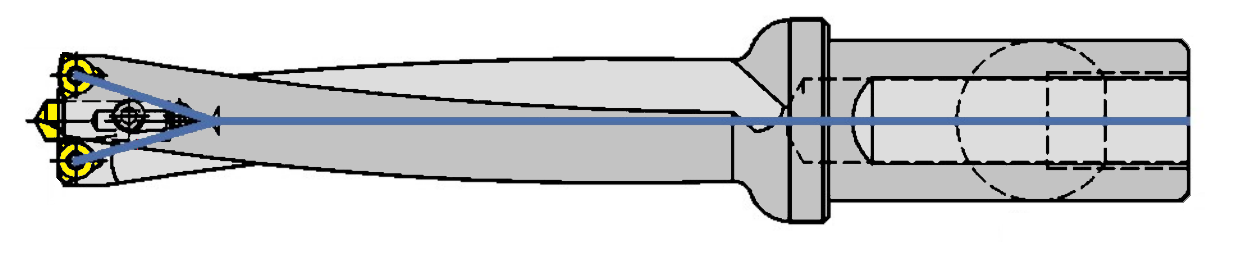
Сверло корпусное по металлу C25-6D18-115WC05
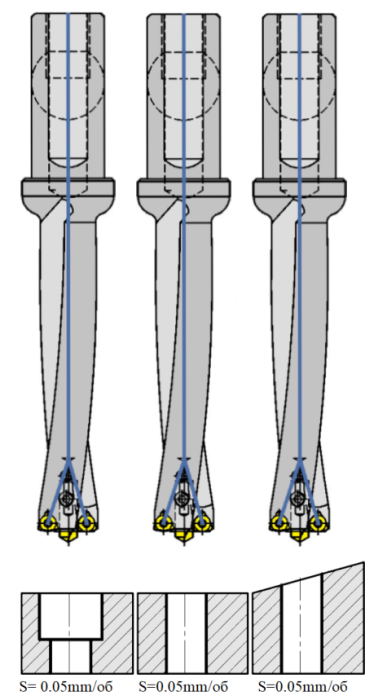
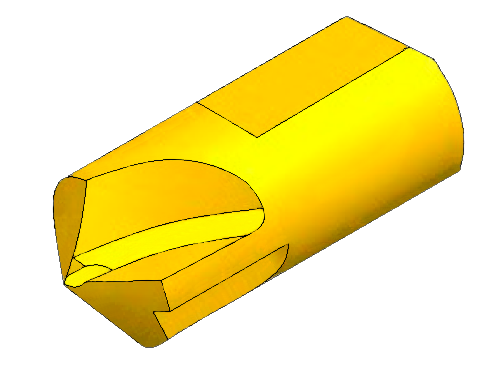
Сверло со сменными пластинами и центрирующим сверлом — это максимально эффективное решение в мире свёрл со сменными твердосплавными пластинами. Высокая производительность достигается благодаря использованию двух режущих кромок вместо одной.
Конструкция этого сверла выглядит следующим образом: на оси вращения сверла закрепляется центровочное сверло из твёрдого сплава, а на периферии — две одинаковые пластины. Центровочное сверло выполняет функцию центральной пластины, имея две режущие кромки, а вместо одной периферийной пластины работают сразу две, что увеличивает рабочую подачу в два раза.
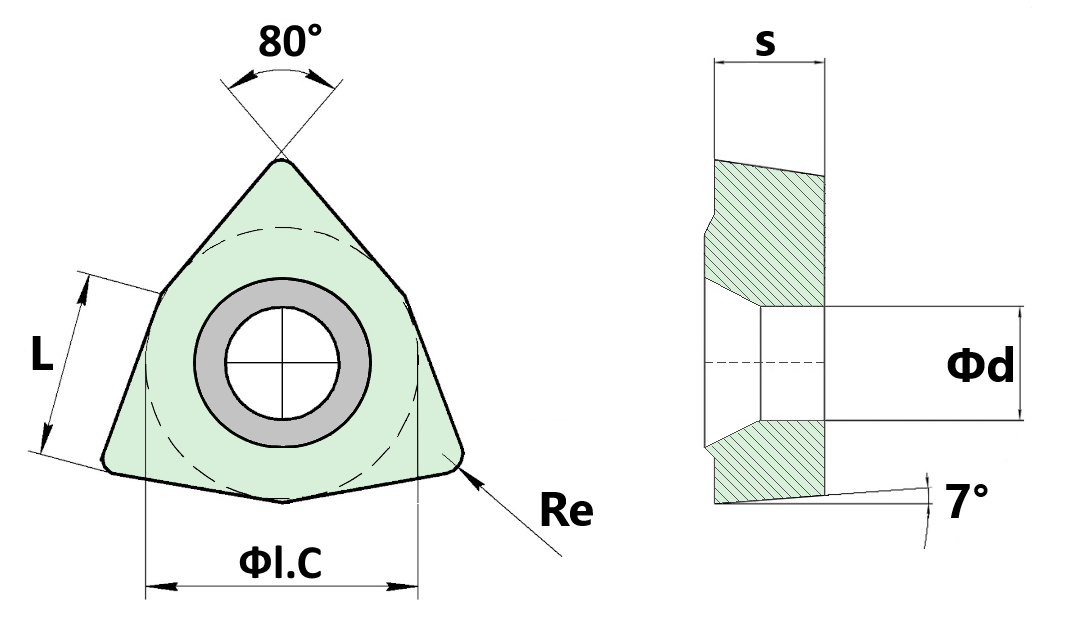
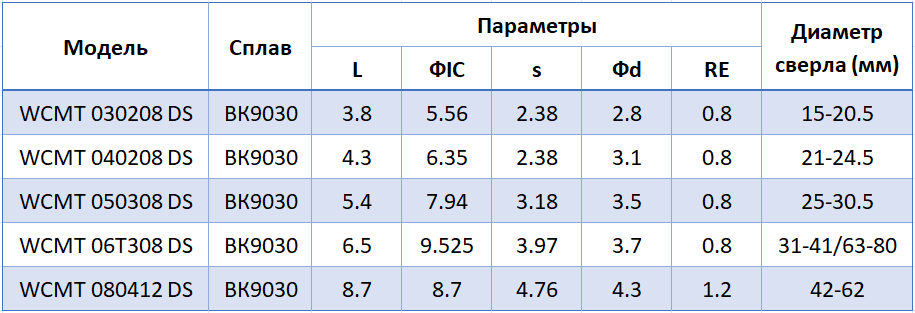
| Таблица основных размеров пластин | |
 |  |
| Ещё одним преимуществом свёрл этой конструкции является точность позиционирования благодаря наличию центровочного сверла, что практически исключает вероятность появления поводок. | 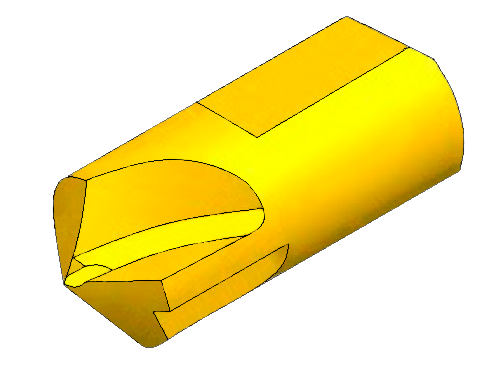 |
Эти свёрла оснащены внутренним подводом смазочно-охлаждающей жидкости (СОЖ), что способствует увеличению скорости обработки и позволяет выполнять сверление без необходимости вынимать инструмент из заготовки.
Однако, из-за наличия центровочного сверла и некоторых других конструктивных особенностей использование этих свёрл имеет определённые ограничения.
Сверление криволинейных поверхностей данными свёрлами может быть затруднено, а в некоторых случаях и вовсе невозможно, поскольку центровочное сверло не всегда может точно зацентровать отверстие на искривлённой поверхности.
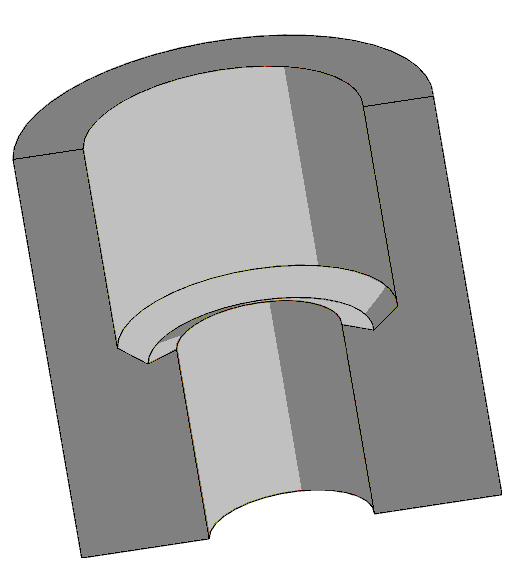
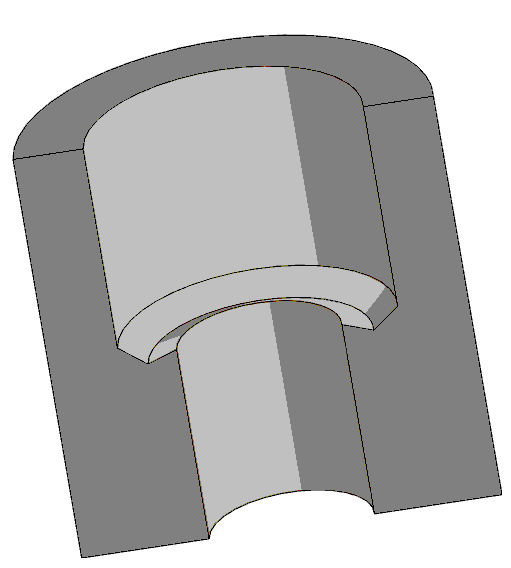
Если отверстие не сквозное, на его донышке останется небольшое углубление от центровочного сверла.
При сверлении пересекающихся отверстий необходимо, чтобы диаметр пересекаемого отверстия был достаточно большим, чтобы избежать повреждения его стенок центрируемым сверлом.
Для рассверливания отверстий необходимо, чтобы диаметры центровочного сверла и рассверливаемого отверстия были, по крайней мере, на 0,5мм меньше или больше друг друга.
Расшифровка маркировки корпусного сверла С25-6D18-115WC05
С25 — Сверло оснащено цилиндрическим хвостовиком диаметром 25 миллиметров с лыской для крепления в оправке с системой WELDON. Хвостовик выполнен с высокой точностью h7, что обеспечивает не только точные отверстия, но и надежную фиксацию инструмента в оправке.
6D18 — Диаметр режущей части сверла составляет 18 миллиметров, а длина — 6D. Обычно не рекомендуется сверлить отверстие глубже, чем указано в параметрах. Однако компания ACCKee изготавливает стружечные канавки с немного большей длиной, чем заявлено в характеристиках. Тем не менее, при работе мы стараемся придерживаться рекомендованных параметров.
115 — Максимальная глубина сверления отверстия составляет 115 мм.
WC05 — К этому сверлу подходят пластины в форме ломаного треугольника с маркировкой WC, размер 05.
Корректировка подач при сверлении нестандартных поверхностей
Применение свёрл данных конструкций
 | Рассверливание отверстий С помощью этих свёрл можно рассверливать отверстия, которые отличаются по диаметру от центровочного сверла не менее чем на 1 мм. Если диаметр рассверливаемого отверстия будет близок к диаметру центровочного сверла, то последнее может заклинивать и затирать в отверстии. В остальных случаях рассверливание допускается, и процесс будет высокопроизводительным. В отличие от стандартных свёрл со сменными пластинами, эти имеют две периферийные режущие кромки, что позволяет сверлить с вдвое большей подачей. Однако в редких случаях возможна поводка сверла, так как центровочное сверло не обеспечивает достаточной центровки при растачивании. |
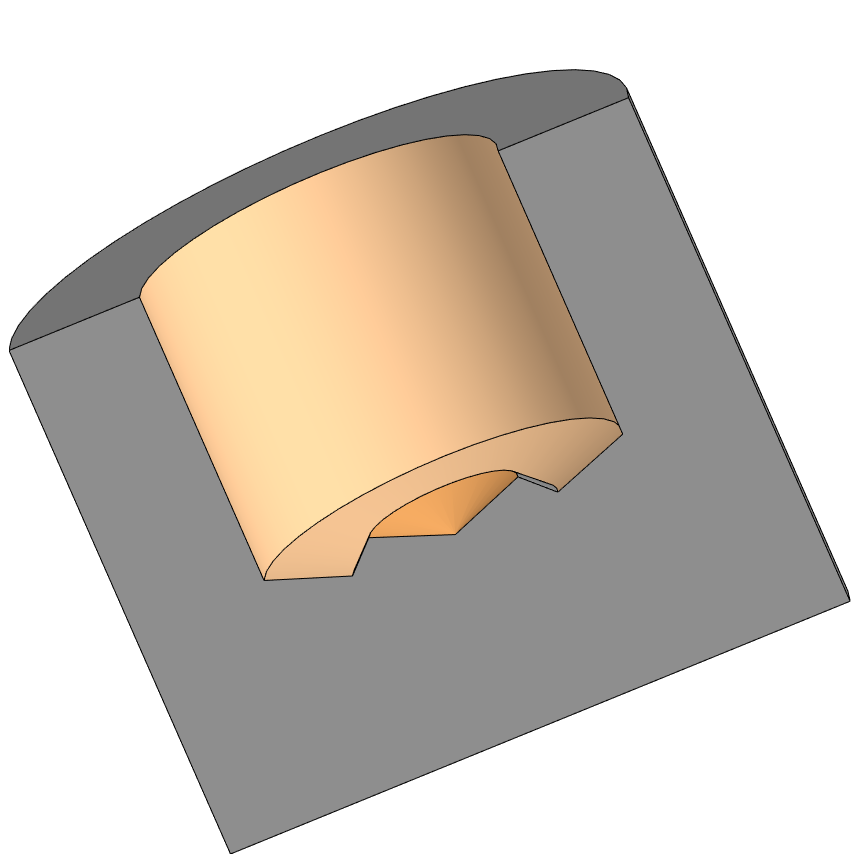
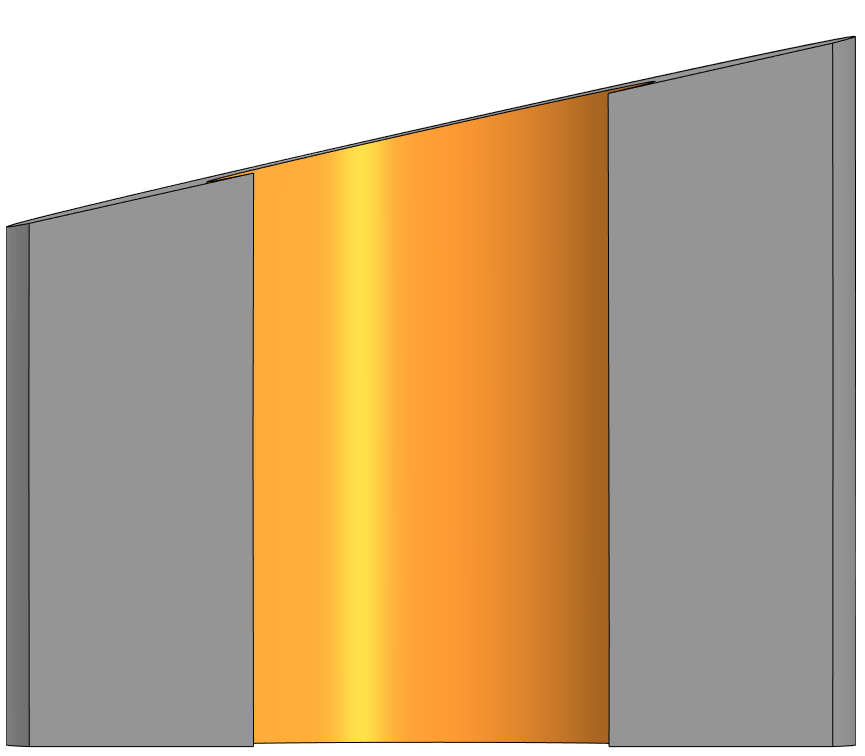 | Сверление отверстий на различных криволинейных поверхностях Сверление отверстий в криволинейных поверхностях без предварительной подготовки фрезеровкой может быть довольно сложным. Центрирующая часть сверла выполнена в виде монолитного сверла, а пластины на его периферии также образуют угол. Поэтому использование таких свёрл для сверления поверхностей, расположенных под углом более 15-20 градусов, не рекомендуется. |
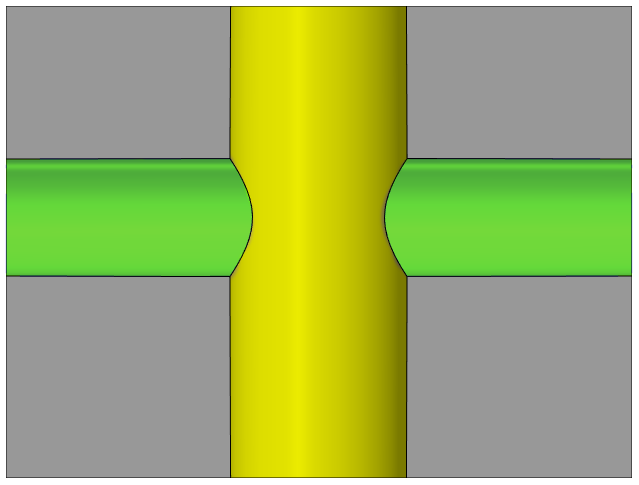 | Сверление пересекающихся отверстий Пересекающиеся отверстия можно разделить на две категории. 1. Ось пересекающегося отверстия пересекает ось сверла. 2. Ось пересекающегося отверстия не пересекает ось сверла. В первом случае важно, чтобы диаметр пересекаемого отверстия был на 1 миллиметр больше или меньше диаметра центровочного отверстия сверла. Если разница будет недостаточной, то сверло начнёт заклинивать в отверстии, что может привести к его поломке или поломке центровочного сверла. Если же диаметр пересекаемого отверстия отличается более чем на миллиметр, то сверление осуществляется на тех же режимах, что и сверление обычных сквозных отверстий. Если ось пересекаемого отверстия не совпадает с осью сверла, то за 2-3 миллиметра до пересечения необходимо уменьшить подачу на 20-30% в зависимости от прочности обрабатываемого материала. Сверление на пониженной подаче следует продолжать до полного выхода сверла из пересекаемого отверстия. |
 | Сверление стандартных отверстий Во время врезания центровочного сверла в заготовку можно увеличить обороты в несколько раз. Поскольку диаметр центровочного сверла невелик, это не составит труда. Непосредственно перед тем, как твердосплавные пластины начнут соприкасаться с заготовкой, обороты следует снизить. Чтобы избежать повреждения пластин, перед их выходом из заготовки необходимо уменьшить подачу на 20%. |
 | Сверление отверстий с плоским дном При использовании данных свёрл невозможно получить абсолютно плоское дно. Это связано с тем, что пластины имеют треугольную форму, а также с наличием центровочного сверла в конструкции. |
Наиболее предпочтительные условия работы данных сверл — это сверление глубоких сквозных отверстий, поскольку в этом виде работ они покажут максимальную производительность и точность.
Для корпусных свёрл WC подходят пластины от компании KORLOY. Это расширяет ассортимент доступных сплавов и стружколомов, а также позволяет увеличить производительность благодаря использованию высококачественных твердосплавных пластин.
Сверло корпусное по металлу C25-6D18-115WC05
Сверло со сменными пластинами и центрирующим сверлом — это максимально эффективное решение в мире свёрл со сменными твердосплавными пластинами. Высокая производительность достигается благодаря использованию двух режущих кромок вместо одной.
Конструкция этого сверла выглядит следующим образом: на оси вращения сверла закрепляется центровочное сверло из твёрдого сплава, а на периферии — две одинаковые пластины. Центровочное сверло выполняет функцию центральной пластины, имея две режущие кромки, а вместо одной периферийной пластины работают сразу две, что увеличивает рабочую подачу в два раза.
| Таблица основных размеров пластин |
|
 |
Ещё одним преимуществом свёрл этой конструкции является точность позиционирования благодаря наличию центровочного сверла, что практически исключает вероятность появления поводок.
Эти свёрла оснащены внутренним подводом смазочно-охлаждающей жидкости (СОЖ), что способствует увеличению скорости обработки и позволяет выполнять сверление без необходимости вынимать инструмент из заготовки.
Однако, из-за наличия центровочного сверла и некоторых других конструктивных особенностей использование этих свёрл имеет определённые ограничения.
Сверление криволинейных поверхностей данными свёрлами может быть затруднено, а в некоторых случаях и вовсе невозможно, поскольку центровочное сверло не всегда может точно зацентровать отверстие на искривлённой поверхности.
Если отверстие не сквозное, на его донышке останется небольшое углубление от центровочного сверла.
При сверлении пересекающихся отверстий необходимо, чтобы диаметр пересекаемого отверстия был достаточно большим, чтобы избежать повреждения его стенок центрируемым сверлом.
Для рассверливания отверстий необходимо, чтобы диаметры центровочного сверла и рассверливаемого отверстия были, по крайней мере, на 0,5мм меньше или больше друг друга.
Расшифровка маркировки корпусного сверла С25-6D18-115WC05
С25 — Сверло оснащено цилиндрическим хвостовиком диаметром 25 миллиметров с лыской для крепления в оправке с системой WELDON. Хвостовик выполнен с высокой точностью h7, что обеспечивает не только точные отверстия, но и надежную фиксацию инструмента в оправке.
6D18 — Диаметр режущей части сверла составляет 18 миллиметров, а длина — 6D. Обычно не рекомендуется сверлить отверстие глубже, чем указано в параметрах. Однако компания ACCKee изготавливает стружечные канавки с немного большей длиной, чем заявлено в характеристиках. Тем не менее, при работе мы стараемся придерживаться рекомендованных параметров.
115 — Максимальная глубина сверления отверстия составляет 115 мм.
WC05 — К этому сверлу подходят пластины в форме ломаного треугольника с маркировкой WC, размер 05.
Корректировка подач при сверлении нестандартных поверхностей
Применение свёрл данных конструкций
Рассверливание отверстий
С помощью этих свёрл можно рассверливать отверстия, которые отличаются по диаметру от центровочного сверла не менее чем на 1 мм. Если диаметр рассверливаемого отверстия будет близок к диаметру центровочного сверла, то последнее может заклинивать и затирать в отверстии.
В остальных случаях рассверливание допускается, и процесс будет высокопроизводительным. В отличие от стандартных свёрл со сменными пластинами, эти имеют две периферийные режущие кромки, что позволяет сверлить с вдвое большей подачей. Однако в редких случаях возможна поводка сверла, так как центровочное сверло не обеспечивает достаточной центровки при растачивании.
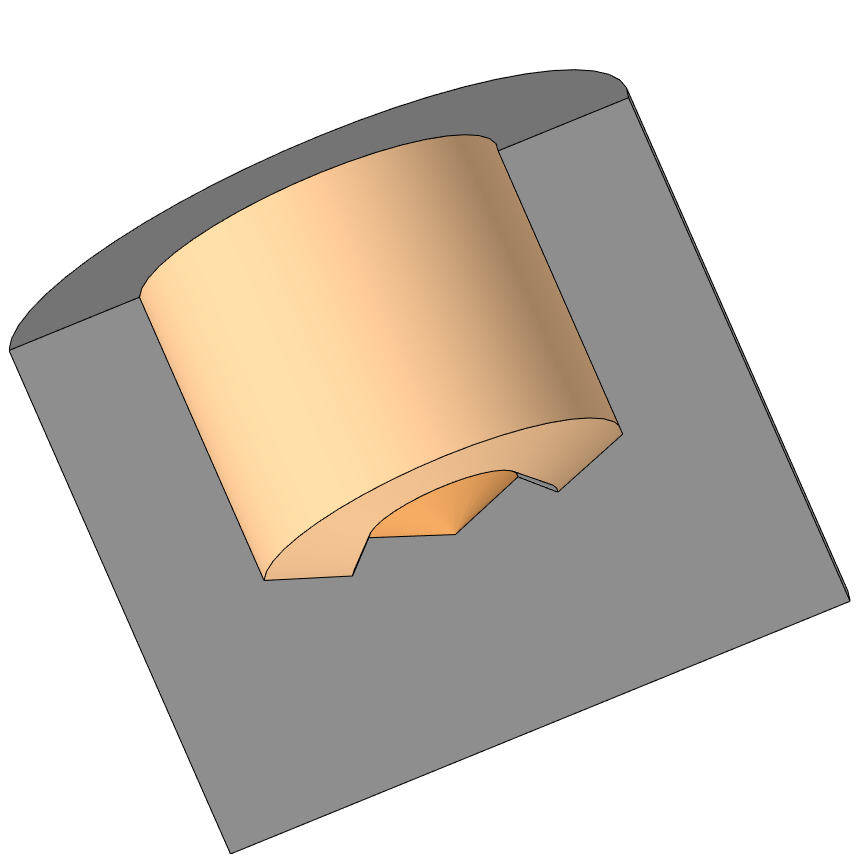
Сверление отверстий на различных криволинейных поверхностях
Сверление отверстий в криволинейных поверхностях без предварительной подготовки фрезеровкой может быть довольно сложным. Центрирующая часть сверла выполнена в виде монолитного сверла, а пластины на его периферии также образуют угол. Поэтому использование таких свёрл для сверления поверхностей, расположенных под углом более 15-20 градусов, не рекомендуется.
Сверление пересекающихся отверстий
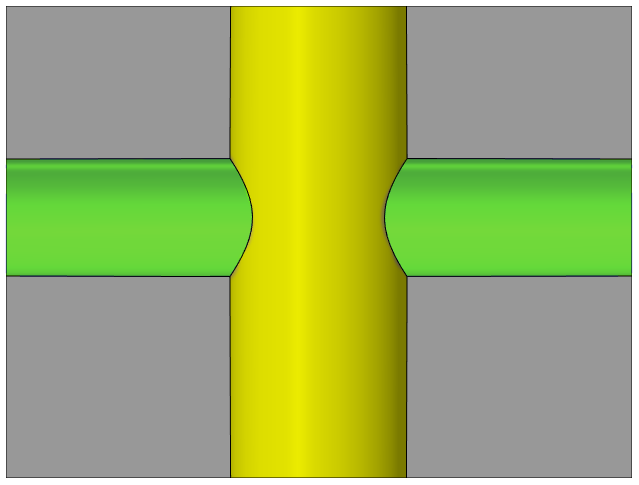
Пересекающиеся отверстия можно разделить на две категории.
1. Ось пересекающегося отверстия пересекает ось сверла.
2. Ось пересекающегося отверстия не пересекает ось сверла.
В первом случае важно, чтобы диаметр пересекаемого отверстия был на 1 миллиметр больше или меньше диаметра центровочного отверстия сверла. Если разница будет недостаточной, то сверло начнёт заклинивать в отверстии, что может привести к его поломке или поломке центровочного сверла. Если же диаметр пересекаемого отверстия отличается более чем на миллиметр, то сверление осуществляется на тех же режимах, что и сверление обычных сквозных отверстий.
Если ось пересекаемого отверстия не совпадает с осью сверла, то за 2-3 миллиметра до пересечения необходимо уменьшить подачу на 20-30% в зависимости от прочности обрабатываемого материала. Сверление на пониженной подаче следует продолжать до полного выхода сверла из пересекаемого отверстия.
Сверление стандартных отверстий
Во время врезания центровочного сверла в заготовку можно увеличить обороты в несколько раз. Поскольку диаметр центровочного сверла невелик, это не составит труда. Непосредственно перед тем, как твердосплавные пластины начнут соприкасаться с заготовкой, обороты следует снизить.
Чтобы избежать повреждения пластин, перед их выходом из заготовки необходимо уменьшить подачу на 20%.
Сверление отверстий с плоским дном
При использовании данных свёрл невозможно получить абсолютно плоское дно. Это связано с тем, что пластины имеют треугольную форму, а также с наличием центровочного сверла в конструкции.
Наиболее предпочтительные условия работы данных сверл — это сверление глубоких сквозных отверстий, поскольку в этом виде работ они покажут максимальную производительность и точность.
