












Сверло корпусное по металлу KCD270-5D-S32-WC05(H13) с внутренним подводом смазочно-охлаждающей жидкости (СОЖ) обладает формой пластины в виде ломаного треугольника WC, что делает его идеальным для пакетного сверления и работы на высоких скоростях подачи. Кроме того, это сверло подходит для глубокого сверления.
Корпус сверла KCD изготовлен из высокопрочной инструментальной стали H13 (45Х6М2В1С), которая отличается превосходной термообрабатываемостью. Благодаря этим свойствам, сверла KCD могут быть использованы для обработки жаропрочных сплавов и нержавеющей стали. Сталь быстро охлаждается, выдерживает значительные нагрузки и не подвержена вибрациям в процессе работы.
Для достижения максимальной твердости материала, поверхность корпуса сверла покрывается слоем, упрочненным закалкой током высокой частоты. Это повышает износостойкость внешнего слоя и обеспечивает долговечность сверла при длительном использовании.
Для предотвращения коррозии корпуса сверла во время хранения, его поверхность подвергается химическому оксидированию.
Пластины WC, которые устанавливаются на сверло, позволяют работать с высокими подачами и выполнять пакетное сверление. Это сверло предназначено для мелкосерийного и единичного производства, где обрабатываются твёрдые и сложнообрабатываемые материалы. Кроме того, его можно использовать для расточки и фрезеровки поверхностей.
Эти свёрла можно использовать в качестве высокоподачных фрез и расточных резцов. Однако при обработке деталей с их помощью получается низкая шероховатость обработанной поверхности, что ограничивает их применение.
Точность отверстий, которые можно получить с помощью этого сверла, составляет ±0,25 мм. В большинстве случаев этого достаточно, чтобы избежать дополнительных отделочных операций при работе с этим инструментом.
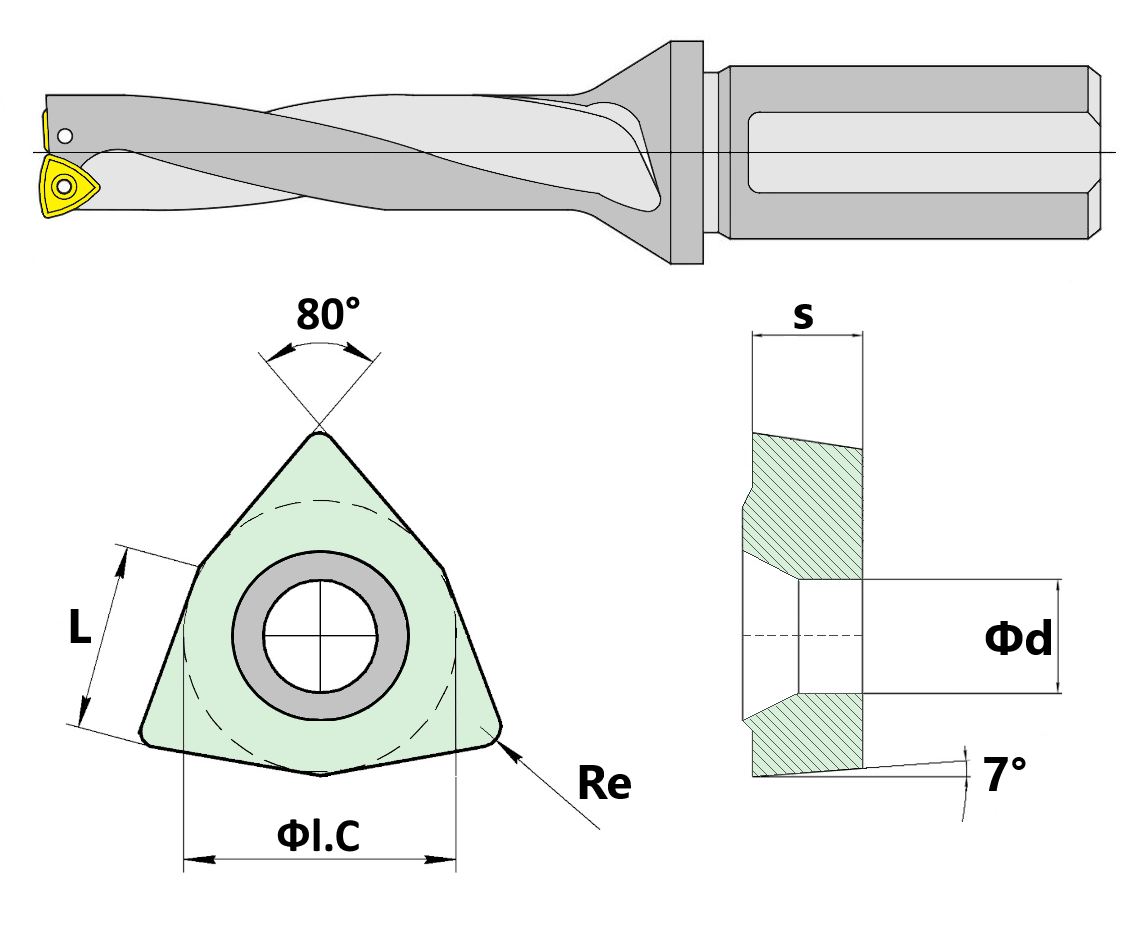
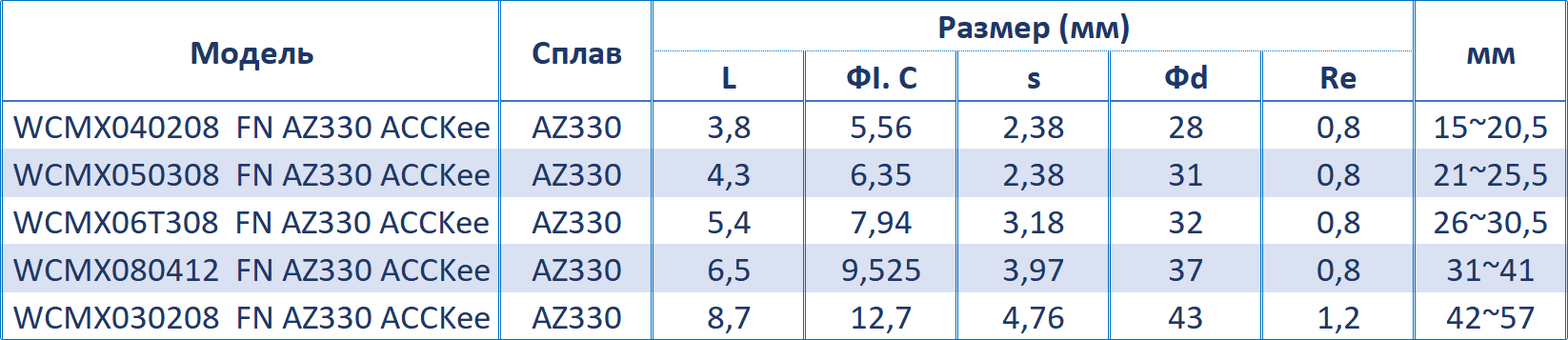
| Таблица основных размеров пластин | |
 |  |
KCD270 — Сверло диаметром 27мм со сменными многогранными пластинами предназначены для сверления неглубоких отверстий небольших диаметров. Внутренний подвод СОЖ обеспечивает высокопроизводительную обработку.
5D — Рекомендованная глубина сверления в пять раз больше диаметра сверла, что позволяет эффективно сверлить и растачивать неглубокие отверстия. Для более надёжного сверления и удобства пользователей, производитель свёрл изготавливает сверла с возможностью сверлить на несколько миллиметров глубже, чем указывается в обозначения.
S32 — Присоединительный диаметр (d), равный 32мм, служит для крепления сверла в оправке, лыска на посадочном диаметре выполнена для возможности крепления Weldon. При креплении сверла в оправке, сверло обязательно должно упираться в торец оправки своим опорным торцом, для обеспечения точности глубины сверления.
WC05 — в качестве режущего элемента в сверле используются сменные твёрдосплавные пластины в форме ломаного треугольника с задним углом 7 градусов (WC). Размер твердосплавных пластин 05. Это позволяет выполнять сверление с использованием свёрл данного диаметра.

- Совместимый винт M3*7
- Совместимый ключ Т8
- Совместимый Штуцер для подвода СОЖ PC12-M16*2
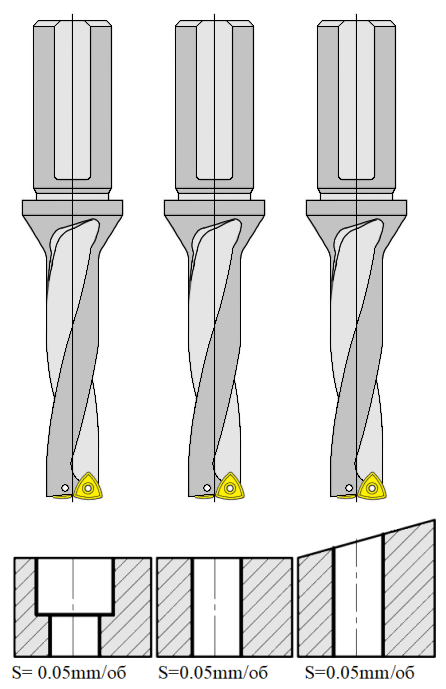
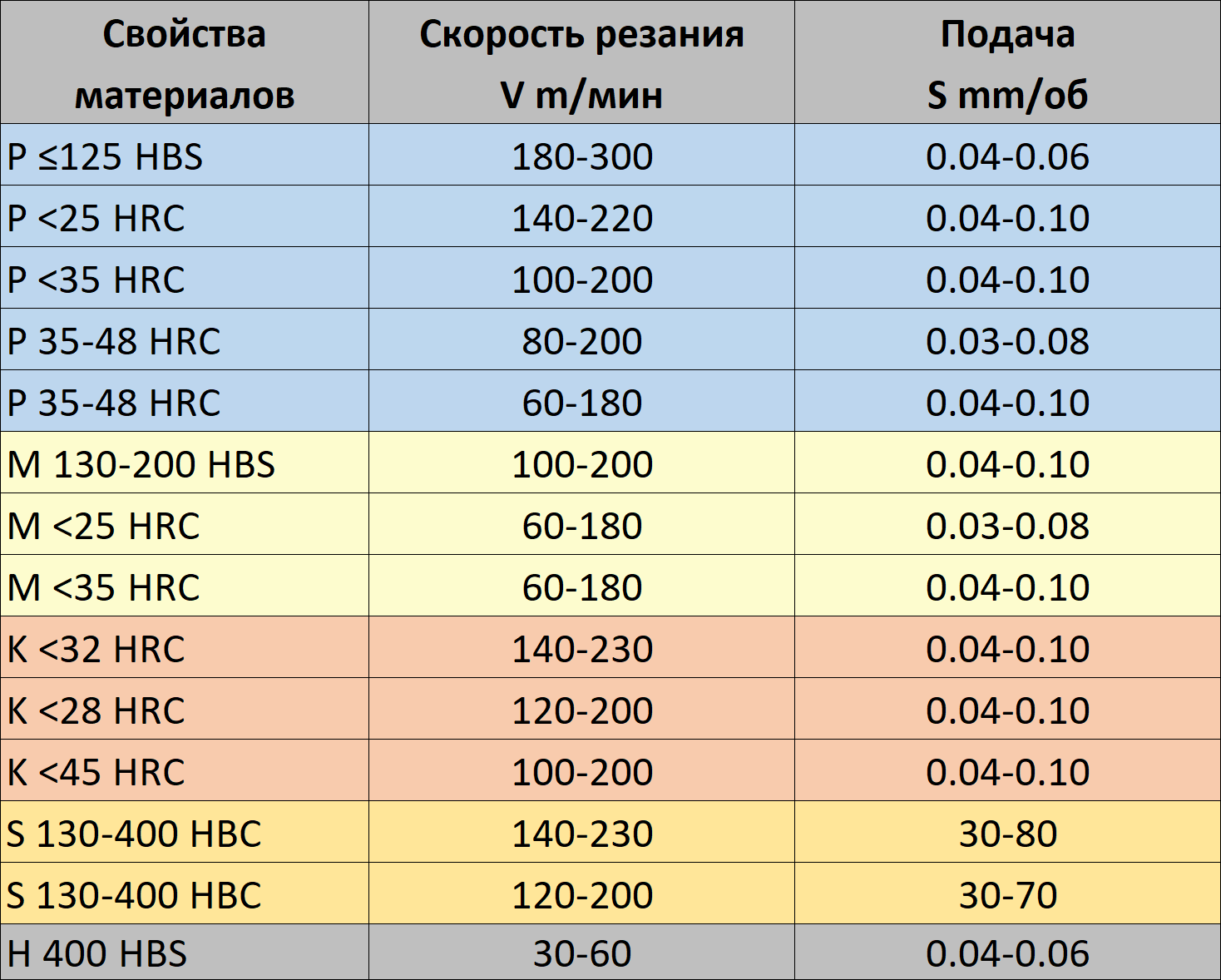
Корректировка подач при сверлении нестандартных поверхностей
Применение свёрл данных конструкций
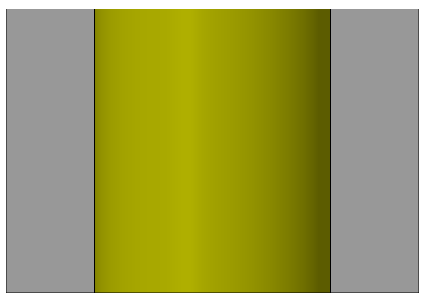
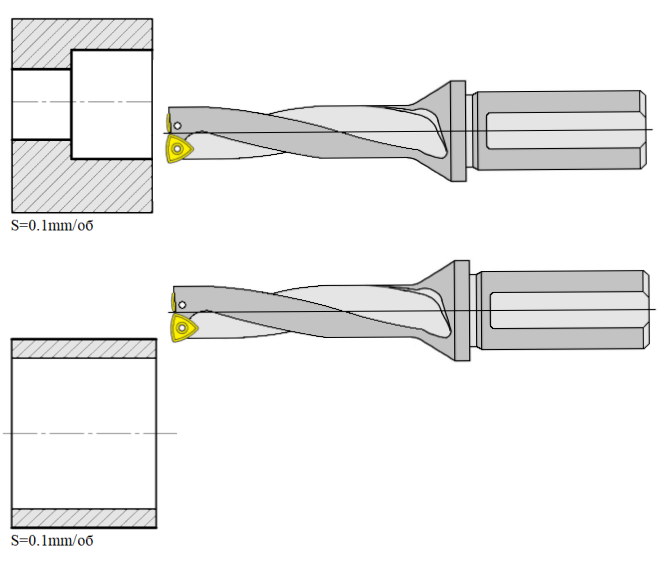
 | Рассверливание отверстий При рассверливании работает только периферийная пластина. В результате в процессе участвует половина сверла, что может привести к вибрациям и поводкам сверла. Если возникают вибрации, необходимо уменьшить подачу сверла или скорость резания. При возникновении поводок рекомендуется рассверливать отверстие в два этапа. Сначала использовать сверло меньшего диаметра для предварительного рассверливания, а затем взять сверло большего диаметра для окончательного рассверливания. Также можно расточить отверстие сверлом меньшего диаметра, регулируя глубину резания. |
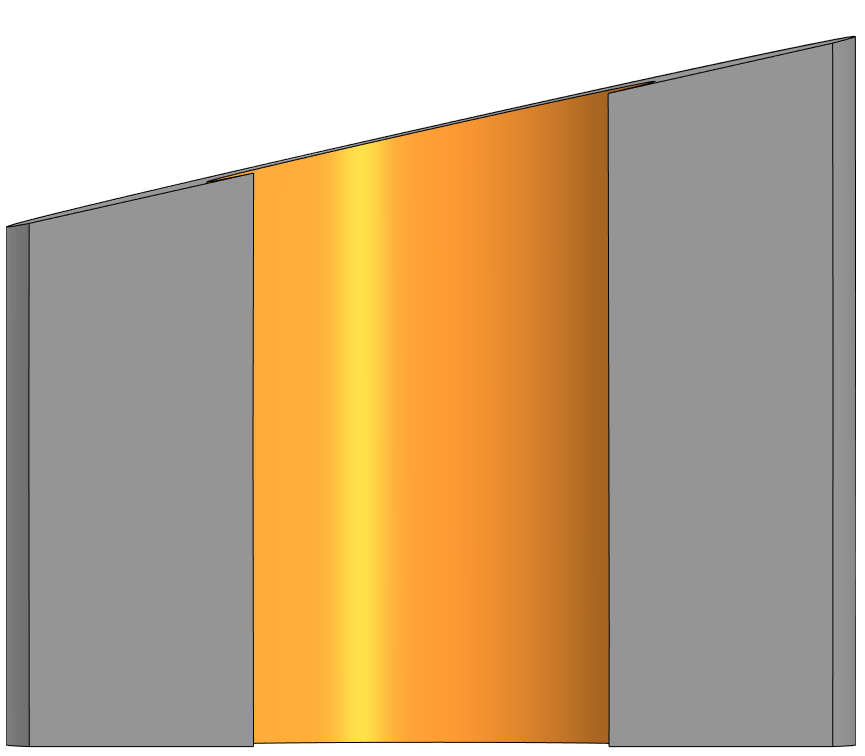 | Сверление отверстий на различных криволинейных поверхностях Когда вы сверлите криволинейные поверхности, важно правильно настроить параметры обработки. Перед тем как всё сверло войдёт в материал заготовки, рекомендуется уменьшить подачу на треть. Если возникают вибрации, можно снизить скорость резания на 20% и подачу в два раза. Это связано с тем, что в начале сверления криволинейной поверхности задействованы не все режущие элементы сверла. Кроме того, из-за наклона поверхностей заготовки нарушается геометрия задних углов, что приводит к изменению направления векторов сил резания и возможной разбалансировке системы СПИД (станок — приспособление — инструмент — деталь). Чтобы уменьшить силы резания, необходимо снижать режимы обработки. |
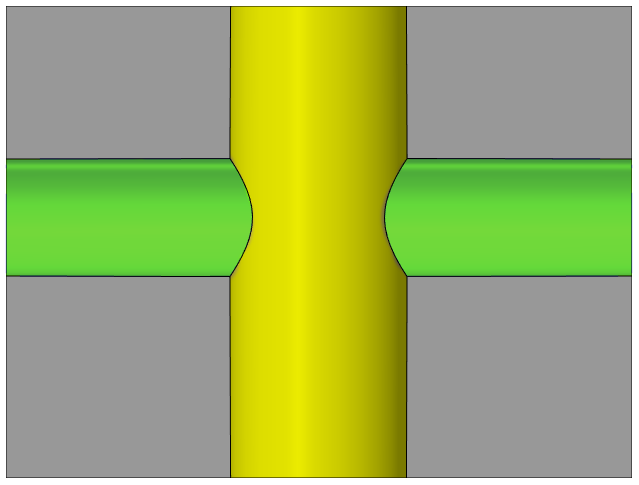 | Сверление пересекающихся отверстий Процесс сверления отверстий, которые пересекаются друг с другом, в целом не отличается от обычного сверления. Однако для обеспечения стойкости сверла рекомендуется снизить скорость подачи на 20% на первых 2-3 миллиметрах сверления. Аналогично, подачу можно уменьшить на 20% за 2-3 миллиметра до поверхности пересекающегося отверстия. После завершения сверления необходимо тщательно очистить оба отверстия от стружки, используя сжатый воздух. Это позволит избежать попадания загрязнений в полости отверстий. |
 | Сверление стандартных отверстий Чтобы добиться максимальной экономической эффективности и наилучших результатов при обработке стандартных отверстий, важно использовать рекомендуемые режимы сверления. В начале процесса резания, при врезании в первую деталь, до разогрева пластин свёрл, можно уменьшить подачу на 10–15% на первых 2–3 миллиметрах сверления. Также следует включить систему охлаждения и смазки (СОЖ) после первого миллиметра сверления. Это необходимо для того, чтобы сменные многогранные пластины успели разогреться (твёрдый сплав лучше работает при повышенных температурах), а материал заготовки стал мягче под воздействием высоких температур. |
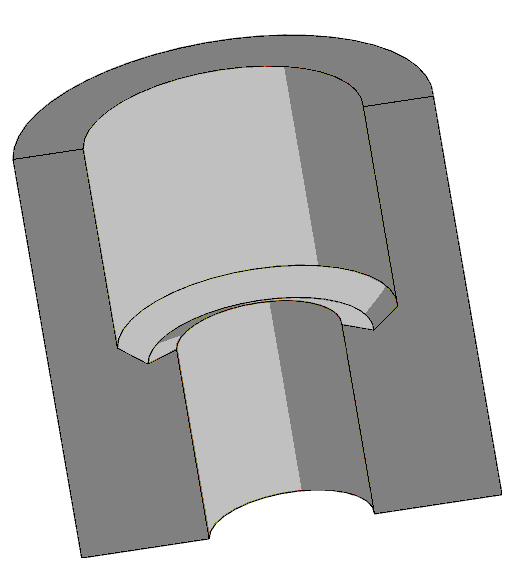
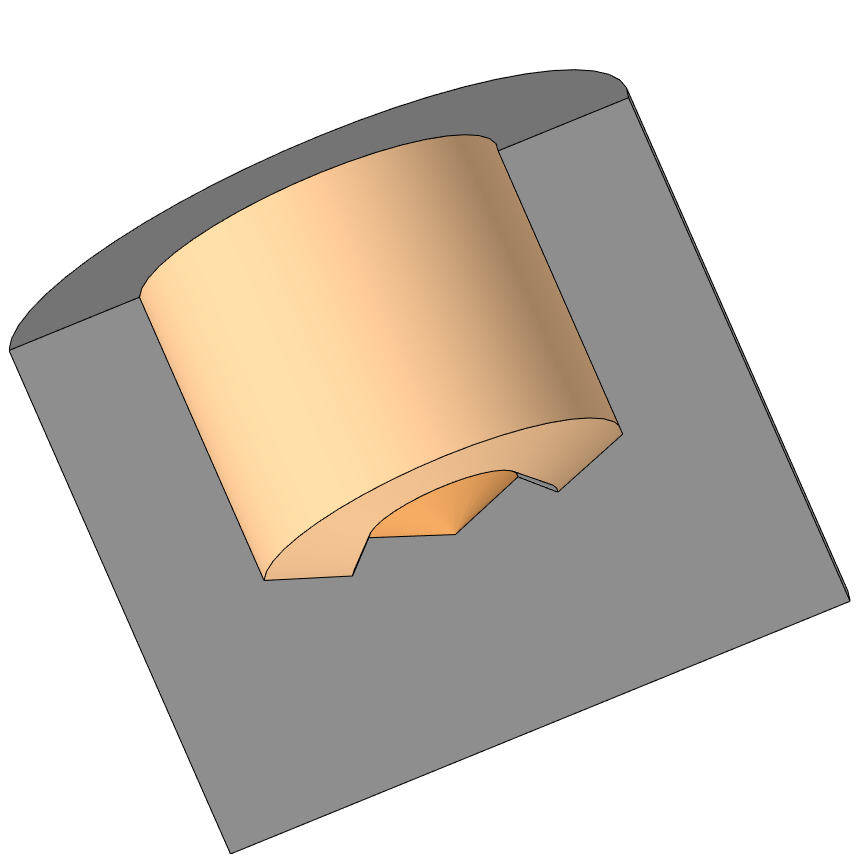
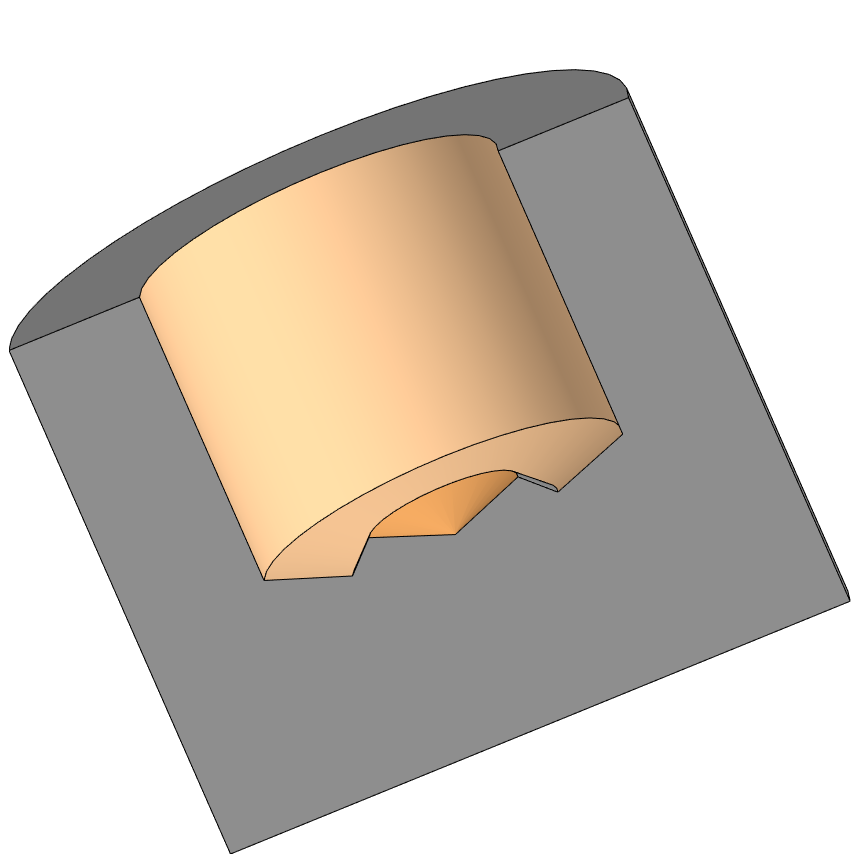 | Сверление отверстий с плоским дном С помощью этих свёрл можно сверлить глухие отверстия. Технология сверления глухих отверстий не отличается от технологии для сквозных отверстий. Единственное различие — необходимость уменьшить подачу при завершении сверления и продуть отверстие сжатым воздухом после окончания работы. Однако, в отличие от свёрл с квадратными пластинами, эти свёрла не позволяют получить отверстие с абсолютно плоским дном из-за особенностей геометрии пластин. При использовании этих свёрл образуется глухое отверстие со специфической геометрией. Как видно из рисунка, дно после сверления не идеально плоское, но всё же позволяет сделать отверстие под резьбу большей глубины, чем это возможно с помощью обычных свёрл с заточкой под углом 120 или 140 градусов. |
 | Пакетное сверление Благодаря форме пластины при пакетном сверлении у обрабатываемой заготовки не выпадает недосверленный материал, что позволяет сверлить сразу несколько заготовок за один раз, экономя время на их замену. Это особенно удобно при сверлении большого количества заготовок. Внутренний подвод СОЖ позволяет не снижать режимы обработки при сверлении отверстий диаметром до 8D. |
Эта конструкция свёрл позволяет выполнять различные операции, которые недоступны для многих других видов свёрл. Например, можно растачивать отверстия и сверлить криволинейные поверхности без предварительной подготовки поверхности.
В нестандартных случаях сверления не рекомендуется использовать стандартные режимы, поскольку:
- геометрия резания полностью меняется;
- изменяются силы резания, которые должны балансироваться внутри корпуса свёрла, что может привести к увеличению вибрации.
Исходя из этого, для каждого конкретного случая сверления существуют свои рекомендации по подаче.
Точение поверхностей с помощью сверла

При использовании этих свёрл для точения и расточки обычно применяют режимы обработки, аналогичные тем, что используются при работе с резцами, оснащёнными пластинами с положительными углами. Но из-за того, что пластина выступает из корпуса сверла на небольшую длину, мы можем производить обработку на глубину резания до 0,4-0,8 мм в зависимости от диаметра сверла.
Сверло корпусное по металлу KCD270-5D-S32-WC05(H13) с внутренним подводом смазочно-охлаждающей жидкости (СОЖ) обладает формой пластины в виде ломаного треугольника WC, что делает его идеальным для пакетного сверления и работы на высоких скоростях подачи. Кроме того, это сверло подходит для глубокого сверления.
Корпус сверла KCD изготовлен из высокопрочной инструментальной стали H13 (45Х6М2В1С), которая отличается превосходной термообрабатываемостью. Благодаря этим свойствам, сверла KCD могут быть использованы для обработки жаропрочных сплавов и нержавеющей стали. Сталь быстро охлаждается, выдерживает значительные нагрузки и не подвержена вибрациям в процессе работы.
Для достижения максимальной твердости материала, поверхность корпуса сверла покрывается слоем, упрочненным закалкой током высокой частоты. Это повышает износостойкость внешнего слоя и обеспечивает долговечность сверла при длительном использовании.
Для предотвращения коррозии корпуса сверла во время хранения, его поверхность подвергается химическому оксидированию.
Пластины WC, которые устанавливаются на сверло, позволяют работать с высокими подачами и выполнять пакетное сверление. Это сверло предназначено для мелкосерийного и единичного производства, где обрабатываются твёрдые и сложнообрабатываемые материалы. Кроме того, его можно использовать для расточки и фрезеровки поверхностей.
Эти свёрла можно использовать в качестве высокоподачных фрез и расточных резцов. Однако при обработке деталей с их помощью получается низкая шероховатость обработанной поверхности, что ограничивает их применение.
Точность отверстий, которые можно получить с помощью этого сверла, составляет ±0,25 мм. В большинстве случаев этого достаточно, чтобы избежать дополнительных отделочных операций при работе с этим инструментом.
| Таблица основных размеров пластин |
 |
 |
KCD270 — Сверло диаметром 27мм со сменными многогранными пластинами предназначены для сверления неглубоких отверстий небольших диаметров. Внутренний подвод СОЖ обеспечивает высокопроизводительную обработку.
5D — Рекомендованная глубина сверления в пять раз больше диаметра сверла, что позволяет эффективно сверлить и растачивать неглубокие отверстия. Для более надёжного сверления и удобства пользователей, производитель свёрл изготавливает сверла с возможностью сверлить на несколько миллиметров глубже, чем указывается в обозначения.
S32 — Присоединительный диаметр (d), равный 32мм, служит для крепления сверла в оправке, лыска на посадочном диаметре выполнена для возможности крепления Weldon. При креплении сверла в оправке, сверло обязательно должно упираться в торец оправки своим опорным торцом, для обеспечения точности глубины сверления.
WC05 — в качестве режущего элемента в сверле используются сменные твёрдосплавные пластины в форме ломаного треугольника с задним углом 7 градусов (WC). Размер твердосплавных пластин 05. Это позволяет выполнять сверление с использованием свёрл данного диаметра.
- Совместимый винт M3*7
- Совместимый ключ Т8
- Совместимый Штуцер для подвода СОЖ PC12-M16*2
Корректировка подач при сверлении нестандартных поверхностей
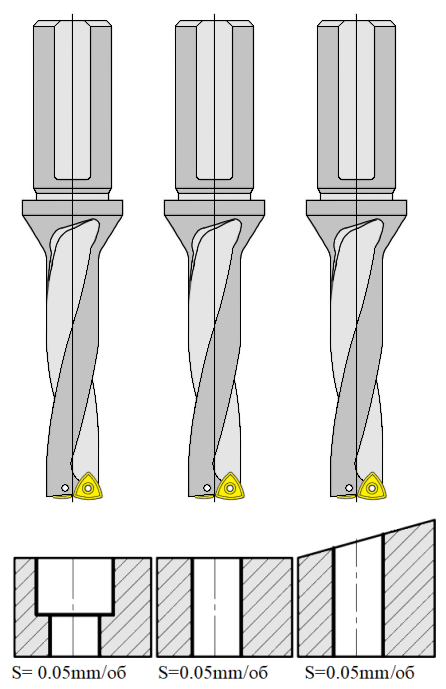
Применение свёрл данных конструкций
Рассверливание отверстий
При рассверливании работает только периферийная пластина. В результате в процессе участвует половина сверла, что может привести к вибрациям и поводкам сверла.
Если возникают вибрации, необходимо уменьшить подачу сверла или скорость резания.
При возникновении поводок рекомендуется рассверливать отверстие в два этапа. Сначала использовать сверло меньшего диаметра для предварительного рассверливания, а затем взять сверло большего диаметра для окончательного рассверливания. Также можно расточить отверстие сверлом меньшего диаметра, регулируя глубину резания.
Сверление отверстий на различных криволинейных поверхностях
Когда вы сверлите криволинейные поверхности, важно правильно настроить параметры обработки. Перед тем как всё сверло войдёт в материал заготовки, рекомендуется уменьшить подачу на треть. Если возникают вибрации, можно снизить скорость резания на 20% и подачу в два раза.
Это связано с тем, что в начале сверления криволинейной поверхности задействованы не все режущие элементы сверла. Кроме того, из-за наклона поверхностей заготовки нарушается геометрия задних углов, что приводит к изменению направления векторов сил резания и возможной разбалансировке системы СПИД (станок — приспособление — инструмент — деталь). Чтобы уменьшить силы резания, необходимо снижать режимы обработки.
Сверление пересекающихся отверстий
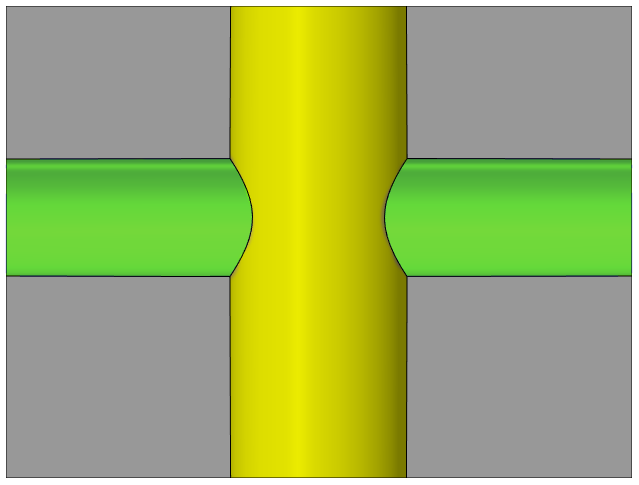
Процесс сверления отверстий, которые пересекаются друг с другом, в целом не отличается от обычного сверления. Однако для обеспечения стойкости сверла рекомендуется снизить скорость подачи на 20% на первых 2-3 миллиметрах сверления. Аналогично, подачу можно уменьшить на 20% за 2-3 миллиметра до поверхности пересекающегося отверстия.
После завершения сверления необходимо тщательно очистить оба отверстия от стружки, используя сжатый воздух. Это позволит избежать попадания загрязнений в полости отверстий.
Сверление стандартных отверстий
Чтобы добиться максимальной экономической эффективности и наилучших результатов при обработке стандартных отверстий, важно использовать рекомендуемые режимы сверления.
В начале процесса резания, при врезании в первую деталь, до разогрева пластин свёрл, можно уменьшить подачу на 10–15% на первых 2–3 миллиметрах сверления. Также следует включить систему охлаждения и смазки (СОЖ) после первого миллиметра сверления. Это необходимо для того, чтобы сменные многогранные пластины успели разогреться (твёрдый сплав лучше работает при повышенных температурах), а материал заготовки стал мягче под воздействием высоких температур.
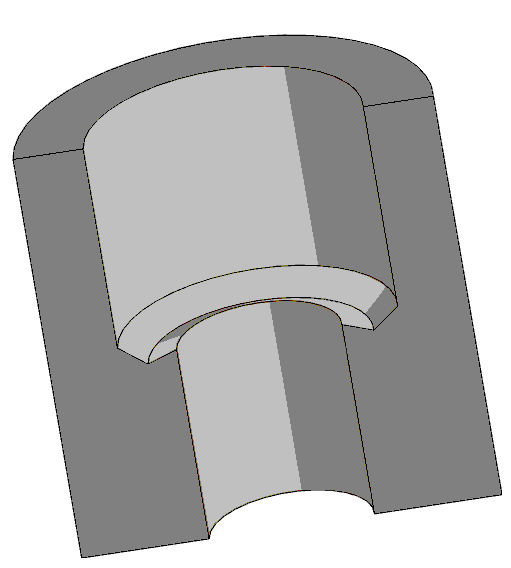
Сверление отверстий с плоским дном
С помощью этих свёрл можно сверлить глухие отверстия. Технология сверления глухих отверстий не отличается от технологии для сквозных отверстий. Единственное различие — необходимость уменьшить подачу при завершении сверления и продуть отверстие сжатым воздухом после окончания работы.
Однако, в отличие от свёрл с квадратными пластинами, эти свёрла не позволяют получить отверстие с абсолютно плоским дном из-за особенностей геометрии пластин. При использовании этих свёрл образуется глухое отверстие со специфической геометрией.
Как видно из рисунка, дно после сверления не идеально плоское, но всё же позволяет сделать отверстие под резьбу большей глубины, чем это возможно с помощью обычных свёрл с заточкой под углом 120 или 140 градусов.
Пакетного сверления
Благодаря форме пластины при пакетном сверлении у обрабатываемой заготовки не выпадает недосверленный материал, что позволяет сверлить сразу несколько заготовок за один раз, экономя время на их замену. Это особенно удобно при сверлении большого количества заготовок. Внутренний подвод СОЖ позволяет не снижать режимы обработки при сверлении отверстий диаметром до 8D.
Эта конструкция свёрл позволяет выполнять различные операции, которые недоступны для многих других видов свёрл. Например, можно растачивать отверстия и сверлить криволинейные поверхности без предварительной подготовки поверхности.
В нестандартных случаях сверления не рекомендуется использовать стандартные режимы, поскольку:
- геометрия резания полностью меняется;
- изменяются силы резания, которые должны балансироваться внутри корпуса свёрла, что может привести к увеличению вибрации.
Исходя из этого, для каждого конкретного случая сверления существуют свои рекомендации по подаче.
Точение поверхностей с помощью сверла
При использовании этих свёрл для точения и расточки обычно применяют режимы обработки, аналогичные тем, что используются при работе с резцами, оснащёнными пластинами с положительными углами. Но из-за того, что пластина выступает из корпуса сверла на небольшую длину, мы можем производить обработку на глубину резания до 0,4-0,8 мм в зависимости от диаметра сверла.
