












KSD (H13) Данные свёрла являются точной копией сверл KORLOY XO/SP ( Для длинны сверл 2D 3D) что обеспечивает полную взаимозаменяемость крепёжных винтов и твердосплавных пластин чем при необходимости может обеспечить высокую производительность. Для достижения большей производительности сверления на корпус можно установить твердосплавные пластины KORLOY, либо пользоваться китайской копией пластин KORLOY без большой потери производительности.
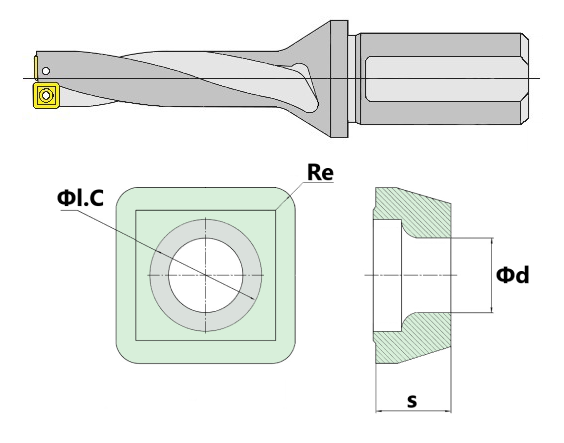
Сверло KSD250-2D-S32-SP07 (H13) с внутренним подводом СОЖ — это высокопроизводительный инструмент, оснащённый специальной твёрдосплавной пластиной SP с задним углом 11 градусов, что придаёт ему уникальные характеристики. Эта пластина обеспечивает исключительную остроту кромки, делая процесс сверления более эффективным и точным.
Квадратные пластины, которыми оснащено сверло KSD, не только гарантируют превосходную шероховатость поверхности после сверления, но и открывают возможности для расточки с большой глубиной резания при использовании соответствующих свёрл.
Корпус сверла KSD изготовлен из высококачественной стали H13 (45Х6М2В1С), которая отличается исключительной прочностью и превосходной термообрабатываемостью. Благодаря этим свойствам, свёрла KSD могут успешно обрабатывать жаропрочные сплавы и нержавеющую сталь, выдерживая высокие нагрузки и не подвергаясь вибрациям во время работы.
Для достижения максимальной твёрдости и долговечности, поверхность корпуса сверла подвергается закалке током высокой частоты, что значительно повышает износостойкость и устойчивость к износу.
Для предотвращения коррозии во время длительного хранения, поверхность корпуса подвергается химическому оксидированию, что обеспечивает дополнительную защиту и продлевает срок службы инструмента.
Эти свёрла предназначены для сверления, рассверливания и растачивания отверстий, предлагая высокую скорость обработки благодаря сменным твердосплавным пластинам. Они также позволяют высверливать глухие отверстия с достаточно плоским донышком, обеспечивая высокую точность и качество отверстий.
Точность отверстий, достигаемая с помощью этого сверла, составляет от -0,05 до +0,15 мм, что в большинстве случаев исключает необходимость в дополнительных отделочных операциях, делая процесс обработки максимально эффективным и экономичным.
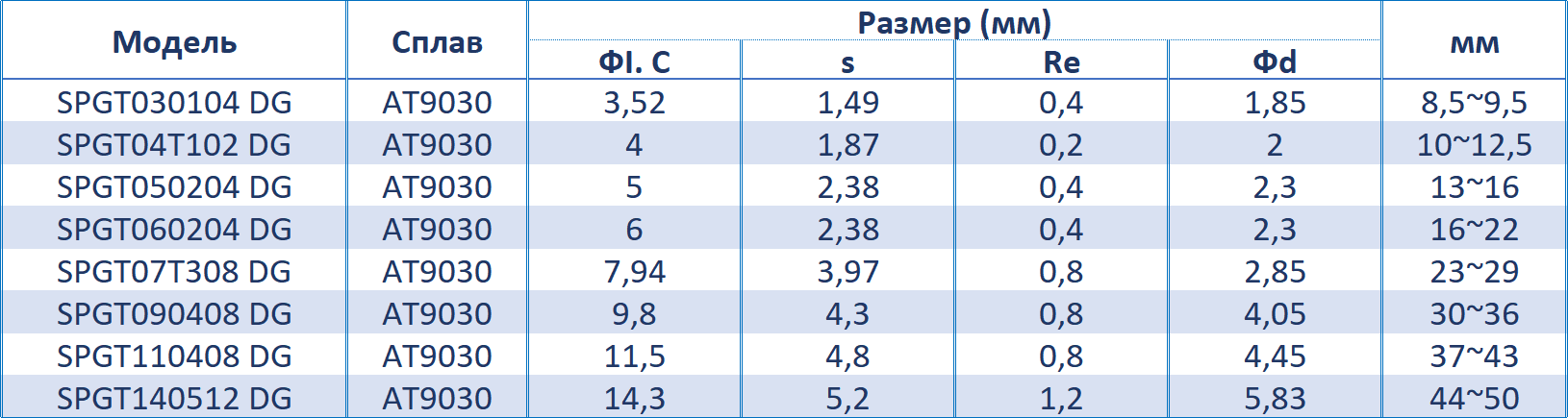
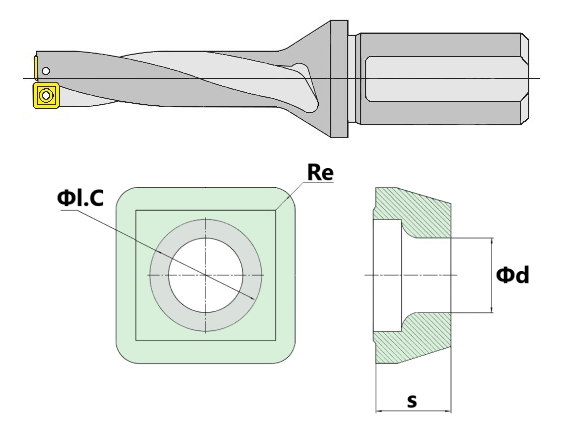
| Таблица основных размеров пластин | |
 |  |
Расшифровка маркировки сверла.
KSD250 - Сверло диаметром 25,0 мм со сменными квадратными пластинами предназначены для сверления неглубоких отверстий небольших диаметров. Внутренний подвод СОЖ обеспечивает высокопроизводительную обработку.
2D - Рекомендованная глубина сверления в два раза больше диаметра сверла, что позволяет эффективно сверлить и растачивать неглубокие отверстия. Для более надёжного сверления и удобства пользователей, производитель свёрл изготавливает сверла с возможностью сверлить на несколько миллиметров глубже, чем указывается в обозначения.
SP07 - в качестве режущего элемента в сверле используются сменные твёрдосплавные пластины в форме квадрата с задним углом 11 градусов (SP). Длина стороны пластины 7 мм что обеспечивает перекрытие и работу свёрл от 8,5 до 9,5 мм.

- Совместимый винт M2,2X5
- Совместимый ключ Т8
- Совместимый Штуцер для подвода СОЖ PC-M12*1,75
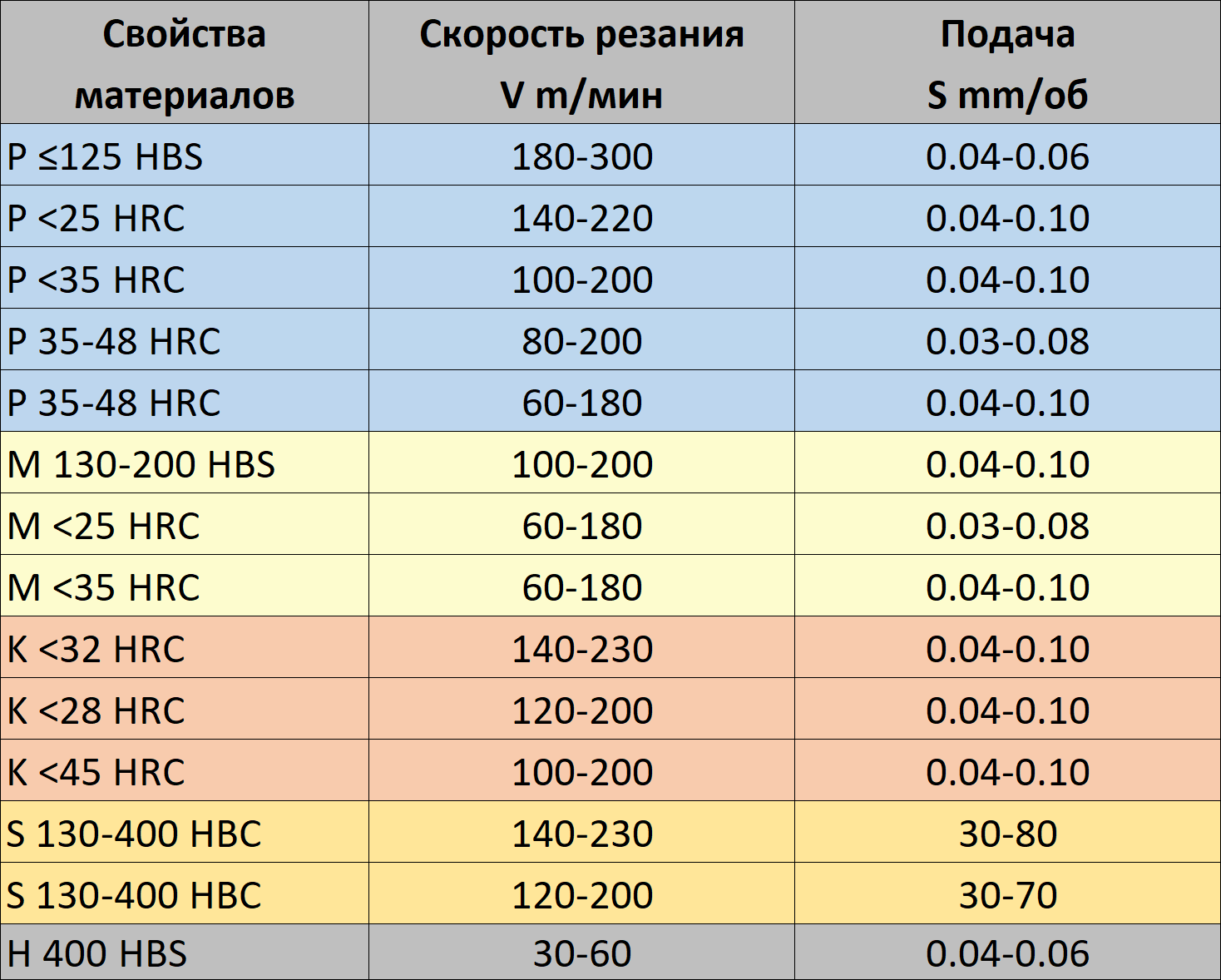
Корректировка подач при сверлении нестандартных поверхностей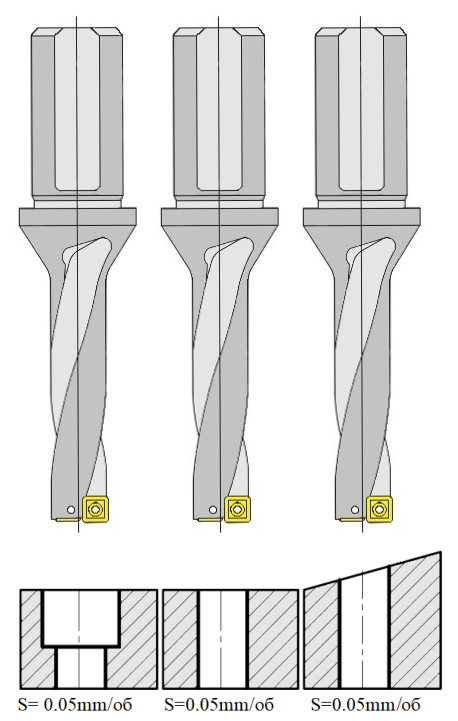
Применение свёрл данных конструкций
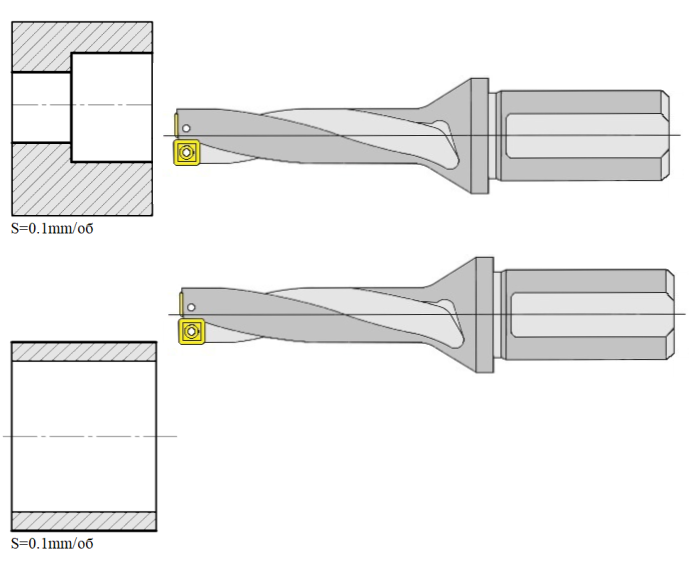
 | Рассверливание отверстий При рассверливании отверстий используется только периферийная часть режущей кромки сверла, что может привести к вибрациям или отклонению сверла в сторону. Если вы заметили вибрацию, рекомендуется уменьшить подачу сверла или снизить скорость резания. В случае возникновения увода сверла, лучшим решением будет выполнить рассверливание в два этапа. Сначала следует использовать сверло меньшего диаметра для предварительного рассверливания отверстия, а затем, используя сверло большего диаметра, завершить процесс. Также можно выполнить расточку отверстия сверлом меньшего диаметра, регулируя глубину резания. |
 | Сверление отверстий на различных криволинейных поверхностях При работе с криволинейными поверхностями на начальном этапе сверления рекомендуется уменьшить подачу сверла на треть, пока оно полностью не погрузится в материал заготовки. Если в процессе сверления возникают вибрации, необходимо уменьшить скорость резания на 20% и увеличить подачу сверла в два раза. Это связано с тем, что на начальном этапе сверления криволинейной поверхности в работу вступают лишь некоторые режущие элементы сверла. Кроме того, из-за наклона поверхностей заготовки нарушается геометрия задних углов, что приводит к изменению направления векторов сил резания и может вызвать разбалансировку системы СПИД (станок, приспособление, инструмент, деталь). Для снижения сил резания необходимо уменьшить режимы обработки. |
 | Сверление пересекающихся отверстий Если необходимо выполнить сверление нескольких отверстий, которые имеют общую точку пересечения, процесс осуществляется по аналогии с обычным сверлением. Однако, чтобы обеспечить более длительный срок службы сверла, рекомендуется снизить скорость подачи на 20% в течение первых 2–3 миллиметров процесса сверления. Также следует уменьшить скорость подачи на 20% за 2–3 миллиметра до поверхности пересекающегося отверстия. После завершения сверления необходимо тщательно очистить и продуть оба пересекающихся отверстия сжатым воздухом. Это позволит предотвратить попадание стружки в полости отверстий. |
 | Сверление стандартных отверстий Для достижения максимальной экономической эффективности и обеспечения наиболее рационального процесса обработки, рекомендуется придерживаться определенных режимов сверления стандартных отверстий. В начальной фазе сверления, когда сверло только начинает врезаться в обрабатываемую деталь, и пластины сверла ещё не разогрелись, целесообразно уменьшить подачу на 10–15% в течение первых 2–3 миллиметров сверления. Кроме того, после прохождения первого миллиметра отверстия рекомендуется включить подачу смазочно-охлаждающей жидкости (СОЖ). Это необходимо для того, чтобы дать возможность сменным многогранным пластинам сверла разогреться, так как твёрдый сплав, из которого они изготовлены, лучше работает при высоких температурах. Также это позволит смягчить материал заготовки под воздействием высоких температур. |
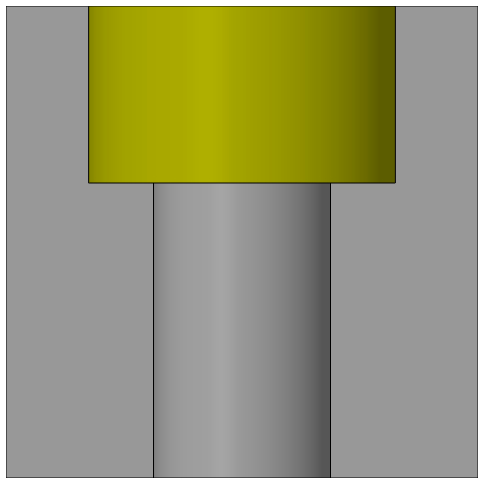
 | Сверление отверстий с плоским дном Отверстия с плоским дном, называемые глухими, могут быть выполнены с использованием той же технологии, что и сквозные отверстия. Единственное отличие заключается в том, что при сверлении глухих отверстий нет необходимости уменьшать подачу инструмента в конце процесса. После завершения сверления рекомендуется продуть отверстие сжатым воздухом. |
 | Данные сверла нельзя применять для пакетного сверления |
Эта конструкция свёрл открывает множество возможностей для выполнения различных операций, которые недоступны для многих других типов свёрл. В частности, с её помощью можно обрабатывать отверстия и сверлить криволинейные поверхности без предварительной подготовки.
В нестандартных ситуациях не рекомендуется использовать стандартные режимы сверления, так как это может привести к значительным изменениям геометрии резания и сил резания, которые должны быть сбалансированы внутри корпуса свёрла. Это, в свою очередь, может вызвать увеличение вибрации.
Поэтому для каждого конкретного случая сверления необходимо выбирать подачу в соответствии с рекомендациями.
Точение поверхностей с помощью сверла
При использовании свёрл для точения и расточки применяются методы, похожие на те, что используются при работе с резцами, оснащёнными пластинами с положительным углом наклона.
Однако, благодаря тому, что пластина выступает из корпуса сверла лишь на небольшое расстояние, появляется возможность осуществлять обработку на глубину резания до 0,4–0,8 мм, в зависимости от диаметра применяемого сверла.
KSD (H13) Данные свёрла являются точной копией сверл KORLOY XO/SP ( Для длинны сверл 2D 3D) что обеспечивает полную взаимозаменяемость крепёжных винтов и твердосплавных пластин чем при необходимости может обеспечить высокую производительность. Для достижения большей производительности сверления на корпус можно установить твердосплавные пластины KORLOY, либо пользоваться китайской копией пластин KORLOY без большой потери производительности.
Сверло KSD250-2D-S32-SP07 (H13) с внутренним подводом СОЖ — это высокопроизводительный инструмент, оснащённый специальной твёрдосплавной пластиной SP с задним углом 11 градусов, что придаёт ему уникальные характеристики. Эта пластина обеспечивает исключительную остроту кромки, делая процесс сверления более эффективным и точным.
Квадратные пластины, которыми оснащено сверло KSD, не только гарантируют превосходную шероховатость поверхности после сверления, но и открывают возможности для расточки с большой глубиной резания при использовании соответствующих свёрл.
Корпус сверла KSD изготовлен из высококачественной стали H13 (45Х6М2В1С), которая отличается исключительной прочностью и превосходной термообрабатываемостью. Благодаря этим свойствам, свёрла KSD могут успешно обрабатывать жаропрочные сплавы и нержавеющую сталь, выдерживая высокие нагрузки и не подвергаясь вибрациям во время работы.
Для достижения максимальной твёрдости и долговечности, поверхность корпуса сверла подвергается закалке током высокой частоты, что значительно повышает износостойкость и устойчивость к износу.
Для предотвращения коррозии во время длительного хранения, поверхность корпуса подвергается химическому оксидированию, что обеспечивает дополнительную защиту и продлевает срок службы инструмента.
Эти свёрла предназначены для сверления, рассверливания и растачивания отверстий, предлагая высокую скорость обработки благодаря сменным твердосплавным пластинам. Они также позволяют высверливать глухие отверстия с достаточно плоским донышком, обеспечивая высокую точность и качество отверстий.
Точность отверстий, достигаемая с помощью этого сверла, составляет от -0,05 до +0,15 мм, что в большинстве случаев исключает необходимость в дополнительных отделочных операциях, делая процесс обработки максимально эффективным и экономичным.
| Таблица основных размеров пластин |
 |
 |
Расшифровка маркировки сверла.
KSD250 - Сверло диаметром 25,0 мм со сменными квадратными пластинами предназначены для сверления неглубоких отверстий небольших диаметров. Внутренний подвод СОЖ обеспечивает высокопроизводительную обработку.
2D - Рекомендованная глубина сверления в два раза больше диаметра сверла, что позволяет эффективно сверлить и растачивать неглубокие отверстия. Для более надёжного сверления и удобства пользователей, производитель свёрл изготавливает сверла с возможностью сверлить на несколько миллиметров глубже, чем указывается в обозначения.
SP07 - в качестве режущего элемента в сверле используются сменные твёрдосплавные пластины в форме квадрата с задним углом 11 градусов (SP). Длина стороны пластины 7 мм что обеспечивает перекрытие и работу свёрл от 8,5 до 9,5 мм.
- Совместимый винт M2,2X5
- Совместимый ключ Т8
- Совместимый Штуцер для подвода СОЖ PC-M12*1,75
Корректировка подач при сверлении нестандартных поверхностей
Применение свёрл данных конструкций
Рассверливание отверстий
При рассверливании отверстий используется только периферийная часть режущей кромки сверла, что может привести к вибрациям или отклонению сверла в сторону.
Если вы заметили вибрацию, рекомендуется уменьшить подачу сверла или снизить скорость резания.
В случае возникновения увода сверла, лучшим решением будет выполнить рассверливание в два этапа. Сначала следует использовать сверло меньшего диаметра для предварительного рассверливания отверстия, а затем, используя сверло большего диаметра, завершить процесс.
Также можно выполнить расточку отверстия сверлом меньшего диаметра, регулируя глубину резания.
Сверление отверстий на различных криволинейных поверхностях
При работе с криволинейными поверхностями на начальном этапе сверления рекомендуется уменьшить подачу сверла на треть, пока оно полностью не погрузится в материал заготовки.
Если в процессе сверления возникают вибрации, необходимо уменьшить скорость резания на 20% и увеличить подачу сверла в два раза. Это связано с тем, что на начальном этапе сверления криволинейной поверхности в работу вступают лишь некоторые режущие элементы сверла. Кроме того, из-за наклона поверхностей заготовки нарушается геометрия задних углов, что приводит к изменению направления векторов сил резания и может вызвать разбалансировку системы СПИД (станок, приспособление, инструмент, деталь).
Для снижения сил резания необходимо уменьшить режимы обработки.
Сверление пересекающихся отверстий
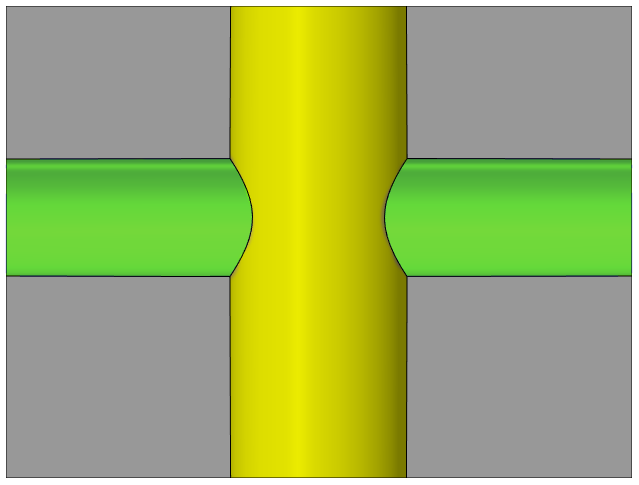
Если необходимо выполнить сверление нескольких отверстий, которые имеют общую точку пересечения, процесс осуществляется по аналогии с обычным сверлением. Однако, чтобы обеспечить более длительный срок службы сверла, рекомендуется снизить скорость подачи на 20% в течение первых 2–3 миллиметров процесса сверления. Также следует уменьшить скорость подачи на 20% за 2–3 миллиметра до поверхности пересекающегося отверстия.
После завершения сверления необходимо тщательно очистить и продуть оба пересекающихся отверстия сжатым воздухом. Это позволит предотвратить попадание стружки в полости отверстий.
Сверление стандартных отверстий
Для достижения максимальной экономической эффективности и обеспечения наиболее рационального процесса обработки, рекомендуется придерживаться определенных режимов сверления стандартных отверстий.
В начальной фазе сверления, когда сверло только начинает врезаться в обрабатываемую деталь, и пластины сверла ещё не разогрелись, целесообразно уменьшить подачу на 10–15% в течение первых 2–3 миллиметров сверления.
Кроме того, после прохождения первого миллиметра отверстия рекомендуется включить подачу смазочно-охлаждающей жидкости (СОЖ). Это необходимо для того, чтобы дать возможность сменным многогранным пластинам сверла разогреться, так как твёрдый сплав, из которого они изготовлены, лучше работает при высоких температурах. Также это позволит смягчить материал заготовки под воздействием высоких температур.
Сверление отверстий с плоским дном
Отверстия с плоским дном, называемые глухими, могут быть выполнены с использованием той же технологии, что и сквозные отверстия. Единственное отличие заключается в том, что при сверлении глухих отверстий нет необходимости уменьшать подачу инструмента в конце процесса. После завершения сверления рекомендуется продуть отверстие сжатым воздухом.
Данные сверла нельзя применять для пакетного сверления
Эта конструкция свёрл открывает множество возможностей для выполнения различных операций, которые недоступны для многих других типов свёрл. В частности, с её помощью можно обрабатывать отверстия и сверлить криволинейные поверхности без предварительной подготовки.
В нестандартных ситуациях не рекомендуется использовать стандартные режимы сверления, так как это может привести к значительным изменениям геометрии резания и сил резания, которые должны быть сбалансированы внутри корпуса свёрла. Это, в свою очередь, может вызвать увеличение вибрации.
Поэтому для каждого конкретного случая сверления необходимо выбирать подачу в соответствии с рекомендациями.
Точение поверхностей с помощью сверла
При использовании свёрл для точения и расточки применяются методы, похожие на те, что используются при работе с резцами, оснащёнными пластинами с положительным углом наклона.
Однако, благодаря тому, что пластина выступает из корпуса сверла лишь на небольшое расстояние, появляется возможность осуществлять обработку на глубину резания до 0,4–0,8 мм, в зависимости от диаметра применяемого сверла.
