BT − Конус выполнен по Японскому стандарту и отличается тем, что имеет длинную конусную часть и посадка в шпиндель осуществляется только по конусу. Из-за длины конус ВТ держит поперечные и осевые нагрузки значительно лучше, чем конус HSK, но имеет менее точное позиционирование, так как в качестве опорной поверхности выступает только конус без пояска на торце. Данный инструмент предназначенный для крепления на станках ЧПУ, и имеет специальный поясок для захвата механической рукой. Чаще всего встречается на станках, которые выпускаются в Азиатских странах.
Конус вставляется в шпиндель станка следующим образом:
Устройство автоматической подачи инструмента вставляет конус в шпиндель станка, после чего специальный механизм станка прочно притягивает оправу к конусу шпинделя станка, удерживая её с помощью штревеля. После команды управляющей программы на смену инструмента механическая рука берет оправку за канавку во фланце. Далее механизм притягивания фланца отсоединяется, механическая рука вытаскивает оправку с конуса шпинделя станка и помещает оправку в магазин станка.
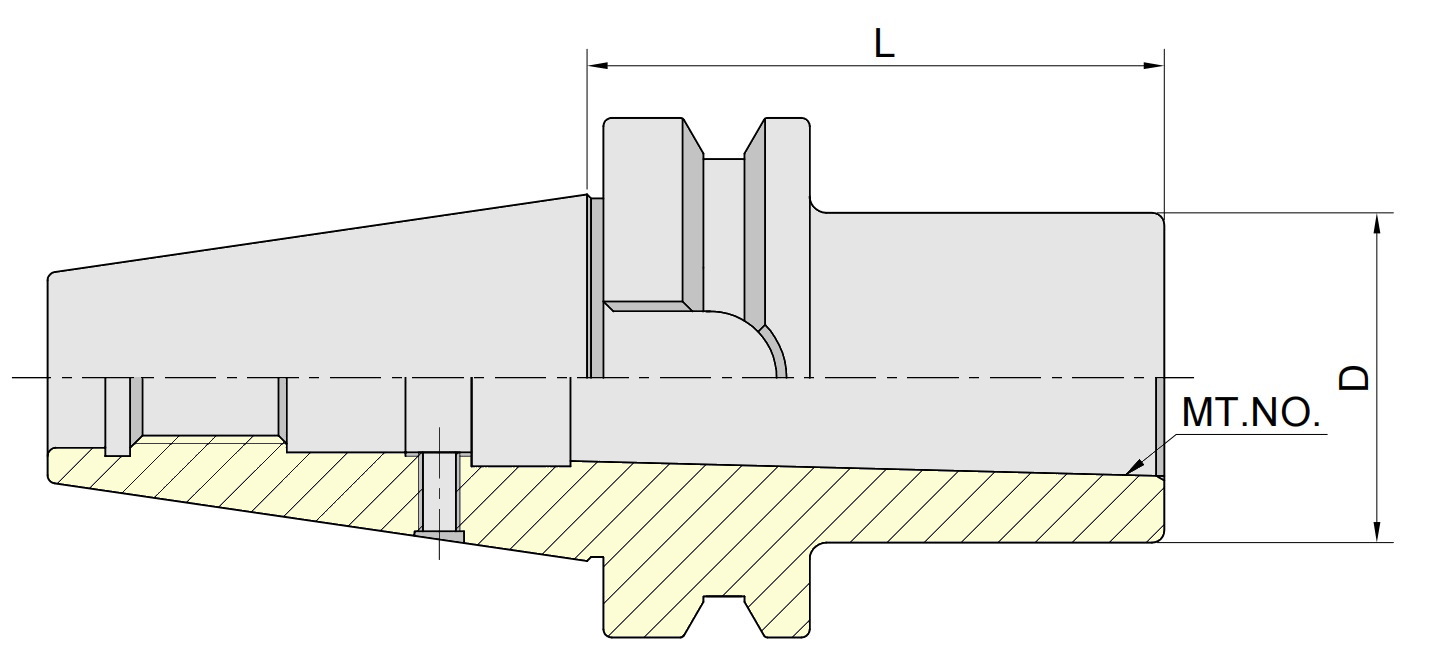
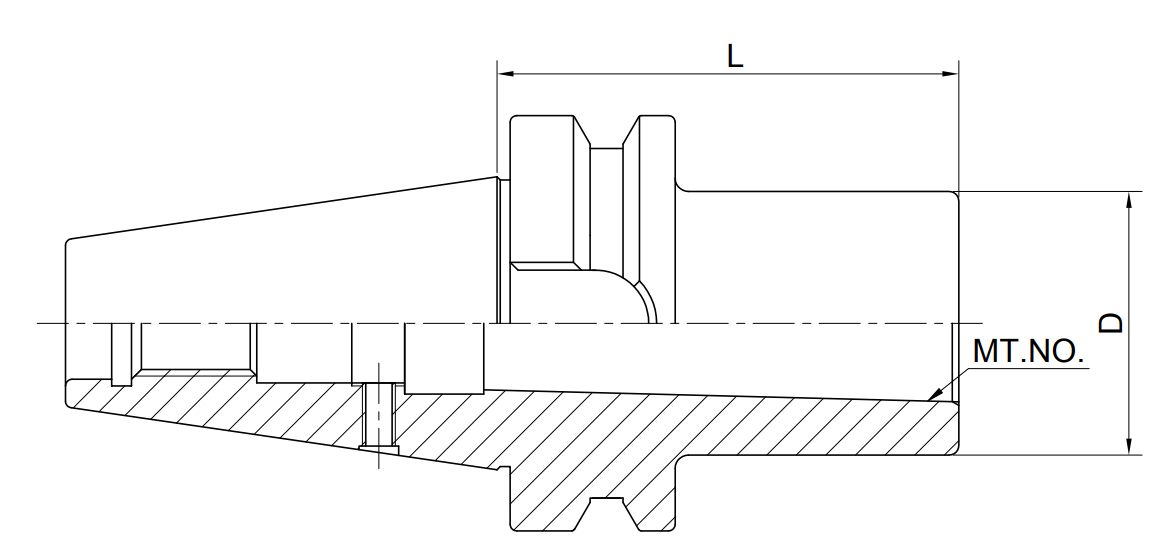
MTВ конус Морзе предназначен для крепления инструмента в оснастке. Данный вид конуса является одним из самых первых инструментальных конусов и предназначен для работы на универсальных станках. Данная переходная втулка позволяет использовать ручной инструмент на станках ЧПУ.
При приобретении переходных втулок обратите внимание на следующие параметры:
Класс балансировки. Она влияет на нагрузку на подшипники станка. Чем хуже балансировка оправки, тем большую нагрузку будут испытывать подшипники шпинделя станка и тем быстрее выйдут из строя. Особенно это актуально при работе на высоких оборотах.
Максимальное взаимное биение поверхностей определяет точность обработки на станке. Чем больше взаимные биения поверхностей, тем ниже точность установки и обработки, что может сказаться на точности и шероховатости обрабатываемых деталей, а так же может оказать существенное влияние на износ инструмента. Поэтому следует выбирать оправки с взаимным биением посадочных поверхностей не более 0,01 мм. Лучше 0,005 мм.
Твёрдость и материал изготовления. От данных параметров напрямую зависит долговечность и надёжность работы оправки. В случае с переходными втулками следует обратить особое внимание на материал и твёрдость посадочных поверхностей, поскольку у данных оправок повышенное стирание поверхностного слоя, что вызвано особенностью работы переходной втулки. Обычно переходные втулки делают из термоулучшенной стали 40Х, но последнее время многие производители стали добавлять в химический состав титан, чту улучшает гибкость и эластичность оправки, а так же увеличивает ее срок службы.