Акты испытаний инструмента ТМ AHNO
Фреза монолитная твердосплавная радиусная BRGM-4R-D4.0R0.3 HRC55 AHNO
BR — это твердосплавная фреза, изготовленная из цельного мелкозернистого твёрдого сплава.
GM — фреза, предназначенная для обработки легированных, нержавеющих и углеродистых сталей. Она также изготовлена из однородного мелкозернистого твёрдого сплава.
4R — имеет четыре зуба, углы которых закруглены небольшим радиусом. Это позволяет избежать выкрашивания режущих кромок, эффективно отводить тепло из зоны резания и увеличивать срок службы фрезы. Благодаря этим особенностям, фрезы 4R наиболее эффективны для чистовой обработки, а также для работы с твёрдыми и труднообрабатываемыми материалами.
| Угол подъёма стружечной канавки составляет 35°, что обеспечивает универсальность при обработке различных материалов. Фрезы обладают специальной геометрией, которая позволяет эффективно измельчать стружку и продлевать срок службы инструмента. |  |
| Покрытие на фрезе TiAIN обеспечивает её стойкость. Перед нанесением покрытия все рабочие поверхности инструмента подвергаются отделочным операциям и очистке. Затем в специальных камерах на поверхность фрезы наносится однослойное покрытие с мелкозернистой структурой. С одной стороны, это позволяет избежать быстрого стирания покрытия, а с другой — предотвращает развитие трещин и сколов на поверхности инструмента. Поскольку покрытие однослойное и не имеет подложки, которая предохраняет твёрдый сплав от перегрева, эти фрезы немного уступают аналогичным в скорости резания. Однако мелкозернистое покрытие обеспечивает долговечность фрез, так как оно стирается намного дольше стандартного. |  |
| Хвостовик фрезы соответствует шестому квалитету точности, что гарантирует надёжное крепление инструмента в любой современной оснастке. Особенно важно точное исполнение хвостовика при использовании термооправок. В этих оснастках крепление осуществляется за счёт расширения и последующей усадки посадочных мест оправки под воздействием температуры. Из-за этого диапазон зажима оправки очень небольшой. Однако такие оправки считаются самыми надёжными и точными. |  |
| При использовании фрезы в нескольких направлениях необходимо сложить скорости перемещения по всем плоскостям, чтобы определить оптимальную подачу. Общая подача фрезы рассчитывается по правилам сложения векторов. |  |
| Все фрезы изготавливаются с высокой точностью, которая позволяет выполнять обработку с максимальным отклонением размера ± 0,02 мм. | 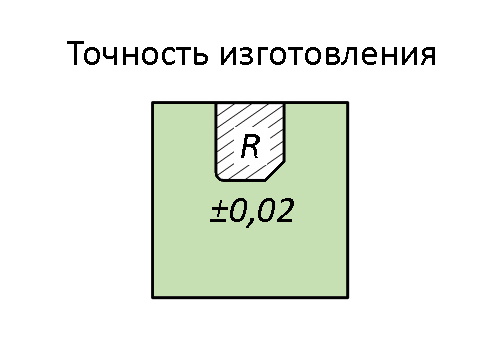 |
Фреза имеет сложную заточку, которая, с одной стороны, предохраняет режущую кромку от сколов, а с другой — обеспечивает эффективный отвод тепла из зоны резания.
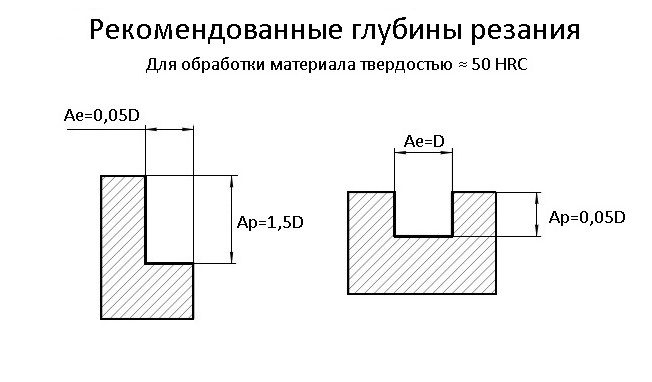
Глубина резания при использовании этих фрез должна быть не менее 0,3 мм и не превышать диаметр фрезы. Если глубина резания будет меньше 0,3 мм, процесс резания прекратится, и возникнут процессы трения, продавливания и другие сложные процессы обработки на режущих кромках фрезы, что может привести к её преждевременному износу. При фрезеровании на глубину, превышающую диаметр фрезы, могут возникнуть вибрации инструмента и его поломка.
| Фрезы с твёрдостью 55 HRC предназначены для работы с труднообрабатываемыми материалами, такими как S и H. Эти фрезы обладают повышенной твёрдостью и прочностью. Однако, по сравнению с фрезами для обработки сталей с максимальной твёрдостью 45 HRC, они менее долговечны. Поэтому не рекомендуется использовать фрезы с твёрдостью 55 HRC для обработки материалов групп Р, К и М. | 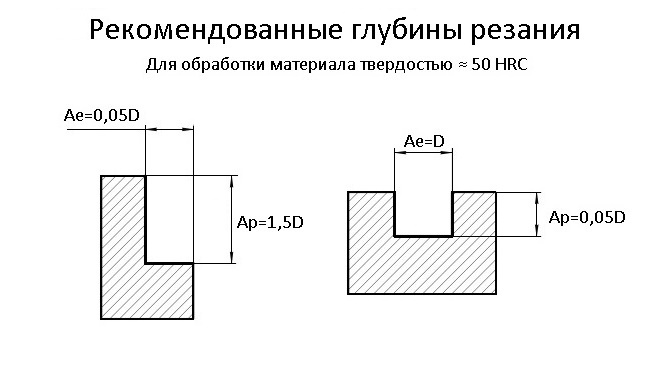 |
| Фрезы с твердостью 45 HRC предназначены для обработки сталей групп Р, М, чугунов и некоторых сплавов группы S. Данные фрезы обеспечивают максимальную скорость обработки и производительность. В случае, если материал обладает повышенной твердостью от 40-45HRC необходимо выбрать фрезу для более твердых материалов. | 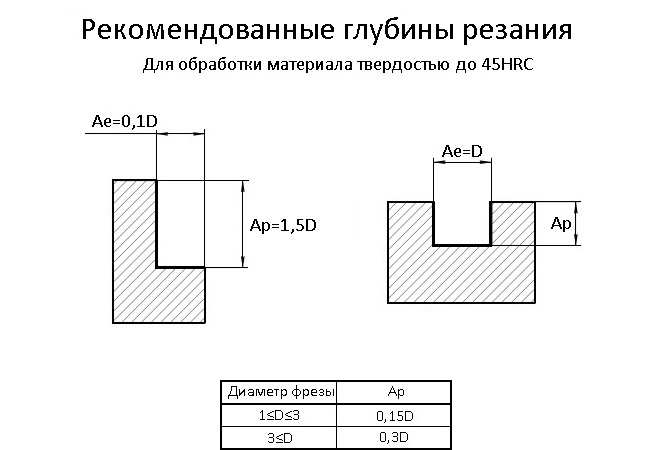 |
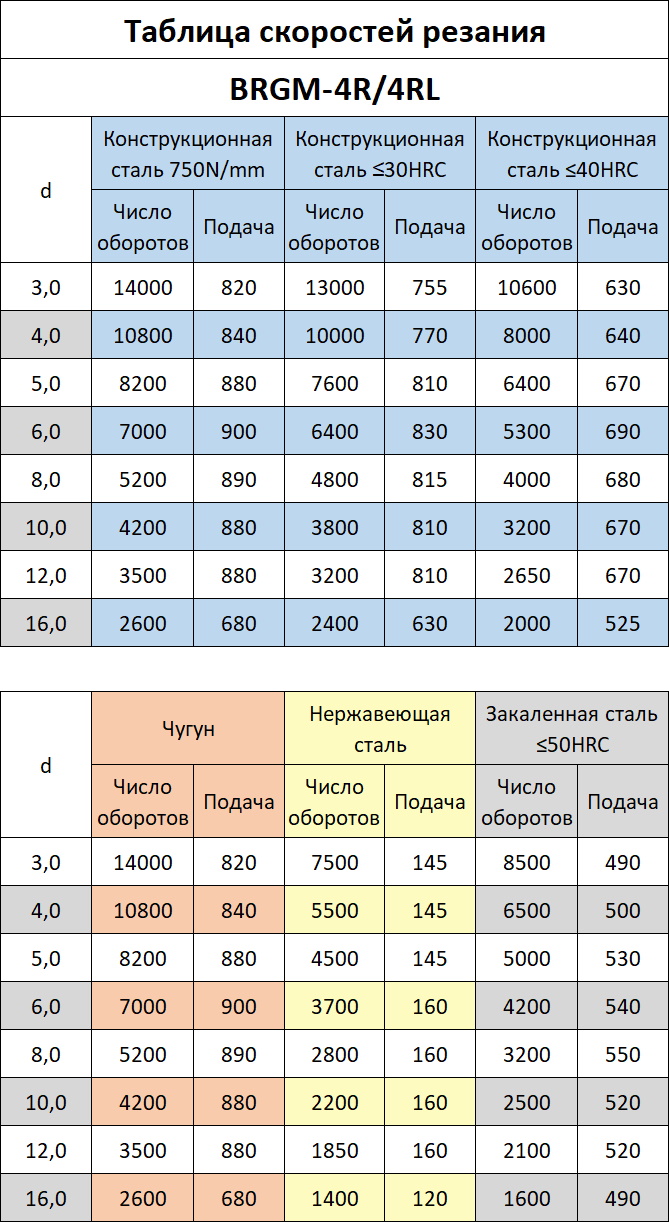
Ниже приведены режимы обработки для фрез данного типа при фрезеровке горизонтальных или вертикальных уступов.
Обращаем внимание:
- При работе по литейной корке режимы необходимо понизить на 20%;
- Для улучшения шероховатости обрабатываемой поверхности нужно снижать подачу;
- Режимы обработки даны приблизительные и указаны для ориентира;
- Рекомендованная стойкость фрезы для максимального экономического эффекта 30 минут.

Акты испытаний инструмента ТМ AHNO
Фреза монолитная твердосплавная радиусная BRGM-4R-D4.0R0.3 HRC55 AHNO
BR — это твердосплавная фреза, изготовленная из цельного мелкозернистого твёрдого сплава.
GM — фреза, предназначенная для обработки легированных, нержавеющих и углеродистых сталей. Она также изготовлена из однородного мелкозернистого твёрдого сплава.
4R — имеет четыре зуба, углы которых закруглены небольшим радиусом. Это позволяет избежать выкрашивания режущих кромок, эффективно отводить тепло из зоны резания и увеличивать срок службы фрезы. Благодаря этим особенностям, фрезы 4R наиболее эффективны для чистовой обработки, а также для работы с твёрдыми и труднообрабатываемыми материалами.
Угол подъёма стружечной канавки составляет 35°, что обеспечивает универсальность при обработке различных материалов. Фрезы обладают специальной геометрией, которая позволяет эффективно измельчать стружку и продлевать срок службы инструмента.
Покрытие на фрезе TiAIN обеспечивает её стойкость. Перед нанесением покрытия все рабочие поверхности инструмента подвергаются отделочным операциям и очистке. Затем в специальных камерах на поверхность фрезы наносится однослойное покрытие с мелкозернистой структурой. С одной стороны, это позволяет избежать быстрого стирания покрытия, а с другой — предотвращает развитие трещин и сколов на поверхности инструмента. Поскольку покрытие однослойное и не имеет подложки, которая предохраняет твёрдый сплав от перегрева, эти фрезы немного уступают аналогичным в скорости резания. Однако мелкозернистое покрытие обеспечивает долговечность фрез, так как оно стирается намного дольше стандартного.
Хвостовик фрезы соответствует шестому квалитету точности, что гарантирует надёжное крепление инструмента в любой современной оснастке. Особенно важно точное исполнение хвостовика при использовании термооправок. В этих оснастках крепление осуществляется за счёт расширения и последующей усадки посадочных мест оправки под воздействием температуры. Из-за этого диапазон зажима оправки очень небольшой. Однако такие оправки считаются самыми надёжными и точными.
При использовании фрезы в нескольких направлениях необходимо сложить скорости перемещения по всем плоскостям, чтобы определить оптимальную подачу. Общая подача фрезы рассчитывается по правилам сложения векторов.
Все фрезы изготавливаются с высокой точностью, которая позволяет выполнять обработку с максимальным отклонением размера ± 0,02 мм.
Фреза имеет сложную заточку, которая, с одной стороны, предохраняет режущую кромку от сколов, а с другой — обеспечивает эффективный отвод тепла из зоны резания.
Глубина резания при использовании этих фрез должна быть не менее 0,3 мм и не превышать диаметр фрезы. Если глубина резания будет меньше 0,3 мм, процесс резания прекратится, и возникнут процессы трения, продавливания и другие сложные процессы обработки на режущих кромках фрезы, что может привести к её преждевременному износу. При фрезеровании на глубину, превышающую диаметр фрезы, могут возникнуть вибрации инструмента и его поломка.
Фрезы с твёрдостью 55 HRC предназначены для работы с труднообрабатываемыми материалами, такими как S и H. Эти фрезы обладают повышенной твёрдостью и прочностью. Однако, по сравнению с фрезами для обработки сталей с максимальной твёрдостью 45 HRC, они менее долговечны. Поэтому не рекомендуется использовать фрезы с твёрдостью 55 HRC для обработки материалов групп Р, К и М.
Фрезы с твердостью 45 HRC предназначены для обработки сталей групп Р, М, чугунов и некоторых сплавов группы S. Данные фрезы обеспечивают максимальную скорость обработки и производительность. В случае, если материал обладает повышенной твердостью от 40-45HRC необходимо выбрать фрезу для более твердых материалов.
Ниже приведены режимы обработки для фрез данного типа при фрезеровке горизонтальных или вертикальных уступов.
Обращаем внимание:
- При работе по литейной корке режимы необходимо понизить на 20%;
- Для улучшения шероховатости обрабатываемой поверхности нужно снижать подачу;
- Режимы обработки даны приблизительные и указаны для ориентира;
- Рекомендованная стойкость фрезы для максимального экономического эффекта 30 минут.