












AHNO ВХОДИТ В ГРУППУ КОМПАНИЙ SANDVIK
Акты испытаний инструмента ТМ AHNO
Фреза монолитная твердосплавная обдирочная BRGM-4W-D3.0 AHNO
BR — это твердосплавная фреза, изготовленная из цельного мелкозернистого твёрдого сплава.
GM — фреза, предназначенная для обработки легированных, нержавеющих и углеродистых сталей. Она также изготовлена из однородного мелкозернистого твёрдого сплава.
4W — обдирочная фреза с четырьмя режущими зубьями. На них есть специальные дополнительные стружколомающие канавки. Они позволяют дробить стружку на мелкие части. Это уменьшает стойкость фрезы по сравнению со стандартными геометриями зубьев, но при этом позволяет избежать забивки канавок фрезы стружкой.
Благодаря тому, что стружка дробится на мелкие части, можно использовать большее количество зубьев фрезы при черновой обработке. Это позволяет увеличить производительность процесса.
Такие фрезы предназначены для черновой обработки, когда необходимо удалить большой слой металла, и при этом не предъявляются высокие требования к шероховатости обработанной поверхности.
| Угол подъёма стружечной канавки составляет 30°, что предотвращает возникновение вибраций в процессе резания. Поскольку основной процесс дробления стружки происходит за счёт дополнительных стружкодробящих элементов, вопрос деформации стружки из-за угла подъёма канавки не является критичным. |  |
| Покрытие TiAIN обеспечивает стойкость фрезы. Для качественного нанесения покрытия на всех рабочих поверхностях инструмент подвергается отделочным операциям и операциям очистки. После чего на поверхности в специальных камерах наносится однослойное покрытие с мелкозернистой структурой. Это позволяет избежать быстрого стирания покрытия и предотвращает развитие трещин и сколов на поверхности инструмента. |  |
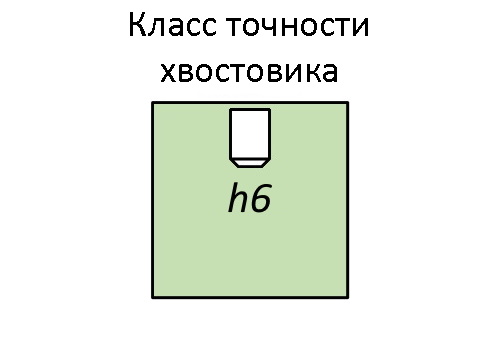
| Точность хвостовика имеет большое значение, особенно при установке инструмента в термооправки. В таких оправках крепление осуществляется за счёт расширения и последующего сужения посадочных мест при изменении температуры. Из-за этого диапазон зажима у них очень небольшой. Однако эти оправки считаются самыми надёжными и точными. |  |
| При использовании фрезы в нескольких направлениях необходимо сложить скорости перемещения по всем плоскостям, чтобы определить оптимальную подачу. Для этого применяется правило сложения векторов. При выборе направления для снятия металла следует учитывать, что максимальная производительность фрезы достигается при использовании диаметра режущей поверхности. | 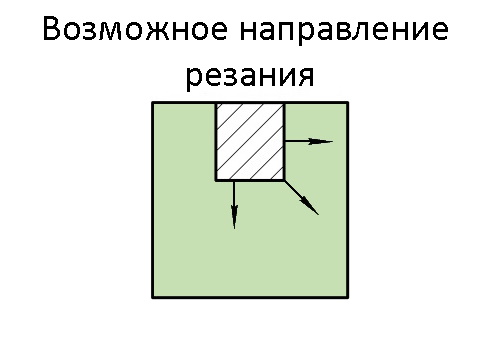 |
| Все фрезы изготавливаются с высокой точностью, которая позволяет проводить обработку с отклонением размера не более h10, что достаточно для черновой обработки. |  |
Фреза имеет сложную заточку. С одной стороны, она защищает режущую кромку от сколов. С другой стороны, обеспечивает эффективный теплоотвод.
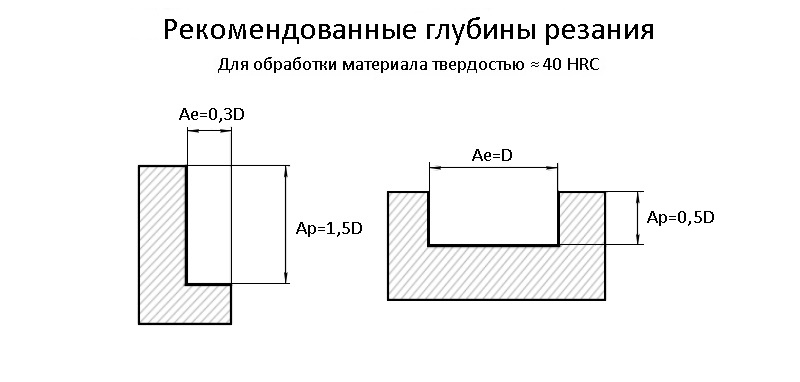
| Для обработки материала твердостью 40HRC при выборе режимов резания стоит учесть, что эти фрезы не предназначены для обработки глубокого паза за один проход. Глубина резания при использовании этих фрез должна быть не менее 0,3 мм и не превышать диаметр фрезы. Если глубина резания будет меньше 0,3 мм, то процесс резания прекратится, а вместо него начнётся трение и продавливание, что может привести к повреждению фрезы. Если глубина резания будет больше диаметра фрезы, то могут возникнуть вибрации инструмента и его поломка. | 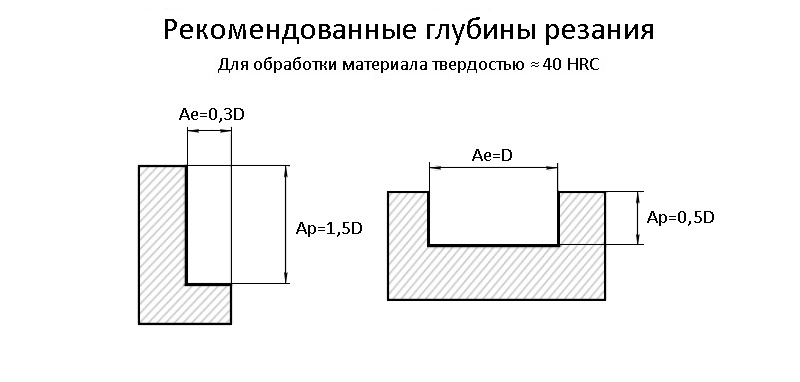 |
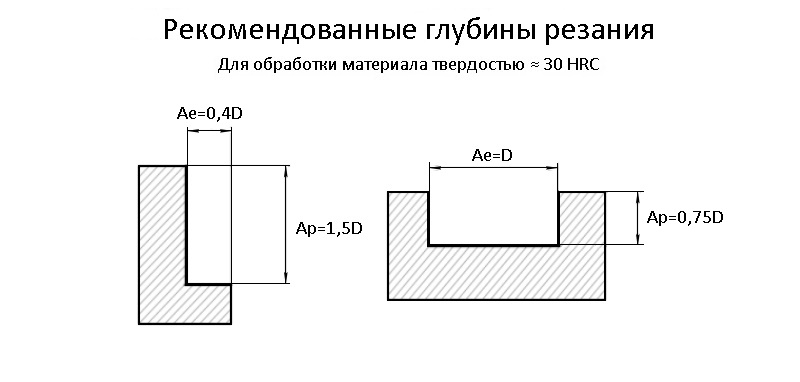
| Глубина резания при фрезеровании материала твердостью 30HRC данными фрезами не должны быть менее 0,3 мм. И не должна быть больше диаметра фрезы. В случае если глубина резания будет меньше 0,3 мм возникнет процесс трения, продавливания и другие сложные процессы обработки на режущих кромках фрезы. Это может привести к преждевременному износу фрезы. При фрезеровании глубиной больше диаметра фрезы, могут возникать вибрации инструмента и его поломка. Максимальная глубина фрезерования за один проход фрезы не более 1,5D. | 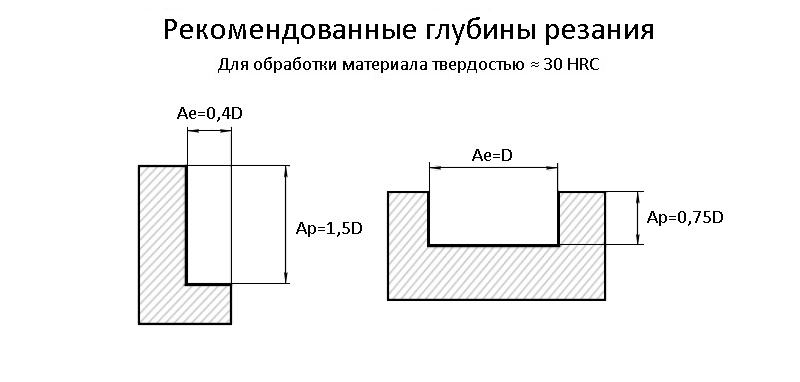 |
Обратите внимание, что данные фрезы для черновой обработки, соответственно мы не можем ожидать высокой шероховатости после обработки данными фрезами.

Ниже приведены режимы обработки для фрез данного типа при фрезеровке горизонтальных или вертикальных уступов.
Обращаем внимание:
- При работе по литейной корке режимы необходимо понизить на 20%;
- Для улучшения шероховатости обрабатываемой поверхности нужно снижать подачу;
- Режимы обработки даны приблизительные и указаны для ориентира;
- Рекомендованная стойкость фрезы для максимального экономического эффекта 30 минут.

AHNO ВХОДИТ В ГРУППУ КОМПАНИЙ SANDVIK
Акты испытаний инструмента ТМ AHNO
Фреза монолитная твердосплавная обдирочная BRGM-4W-D3.0 AHNO
BR — это твердосплавная фреза, изготовленная из цельного мелкозернистого твёрдого сплава.
GM — фреза, предназначенная для обработки легированных, нержавеющих и углеродистых сталей. Она также изготовлена из однородного мелкозернистого твёрдого сплава.
4W — обдирочная фреза с четырьмя режущими зубьями. На них есть специальные дополнительные стружколомающие канавки. Они позволяют дробить стружку на мелкие части. Это уменьшает стойкость фрезы по сравнению со стандартными геометриями зубьев, но при этом позволяет избежать забивки канавок фрезы стружкой.
Благодаря тому, что стружка дробится на мелкие части, можно использовать большее количество зубьев фрезы при черновой обработке. Это позволяет увеличить производительность процесса.
Такие фрезы предназначены для черновой обработки, когда необходимо удалить большой слой металла, и при этом не предъявляются высокие требования к шероховатости обработанной поверхности.
Угол подъёма стружечной канавки составляет 30°, что предотвращает возникновение вибраций в процессе резания. Поскольку основной процесс дробления стружки происходит за счёт дополнительных стружкодробящих элементов, вопрос деформации стружки из-за угла подъёма канавки не является критичным.
Покрытие TiAIN обеспечивает стойкость фрезы. Для качественного нанесения покрытия на всех рабочих поверхностях инструмент подвергается отделочным операциям и операциям очистки. После чего на поверхности в специальных камерах наносится однослойное покрытие с мелкозернистой структурой. Это позволяет избежать быстрого стирания покрытия и предотвращает развитие трещин и сколов на поверхности инструмента.
Точность хвостовика имеет большое значение, особенно при установке инструмента в термооправки. В таких оправках крепление осуществляется за счёт расширения и последующего сужения посадочных мест при изменении температуры. Из-за этого диапазон зажима у них очень небольшой. Однако эти оправки считаются самыми надёжными и точными.
При использовании фрезы в нескольких направлениях необходимо сложить скорости перемещения по всем плоскостям, чтобы определить оптимальную подачу. Для этого применяется правило сложения векторов.
При выборе направления для снятия металла следует учитывать, что максимальная производительность фрезы достигается при использовании диаметра режущей поверхности.
Все фрезы изготавливаются с высокой точностью, которая позволяет проводить обработку с отклонением размера не более h10, что достаточно для черновой обработки.
Фреза имеет сложную заточку. С одной стороны, она защищает режущую кромку от сколов. С другой стороны, обеспечивает эффективный теплоотвод.
Для обработки материала твердостью 40HRC при выборе режимов резания стоит учесть, что эти фрезы не предназначены для обработки глубокого паза за один проход. Глубина резания при использовании этих фрез должна быть не менее 0,3 мм и не превышать диаметр фрезы. Если глубина резания будет меньше 0,3 мм, то процесс резания прекратится, а вместо него начнётся трение и продавливание, что может привести к повреждению фрезы.
Если глубина резания будет больше диаметра фрезы, то могут возникнуть вибрации инструмента и его поломка.
Глубина резания при фрезеровании материала твердостью 30HRC данными фрезами не должны быть менее 0,3 мм. И не должна быть больше диаметра фрезы. В случае если глубина резания будет меньше 0,3 мм возникнет процесс трения, продавливания и другие сложные процессы обработки на режущих кромках фрезы. Это может привести к преждевременному износу фрезы.
При фрезеровании глубиной больше диаметра фрезы, могут возникать вибрации инструмента и его поломка.
Максимальная глубина фрезерования за один проход фрезы не более 1,5D.
Обратите внимание, что данные фрезы для черновой обработки, соответственно мы не можем ожидать высокой шероховатости после обработки данными фрезами.

Ниже приведены режимы обработки для фрез данного типа при фрезеровке горизонтальных или вертикальных уступов.
Обращаем внимание:
- При работе по литейной корке режимы необходимо понизить на 20%;
- Для улучшения шероховатости обрабатываемой поверхности нужно снижать подачу;
- Режимы обработки даны приблизительные и указаны для ориентира;
- Рекомендованная стойкость фрезы для максимального экономического эффекта 30 минут.

