












AHNO ВХОДИТ В ГРУППУ КОМПАНИЙ SANDVIK
Акты испытаний инструмента ТМ AHNO
Фреза монолитная твердосплавная сферическая BRHM-4B-R9.0 AHNO
BR — это твердосплавная фреза, изготовленная из цельного мелкозернистого твёрдого сплава.
НМ — фреза, которая подходит для обработки закалённой стали твёрдостью до 65 HRC. Также она может использоваться для обработки жаропрочных сплавов (в качестве вторичного инструмента).
4В — радиусная фреза с четырьмя рабочими зубьями. Она предназначена для чистовой обработки деталей сложной конфигурации, изготовленных из закалённой стали, таких как лопатки турбин, корпуса и т. д. Обычно такие фрезы применяются для обработки деталей после термической обработки с целью устранения деформации, возникшей в результате этого процесса, а также для снятия слоя металла, оставшегося после термообработки.
| Угол подъёма стружечной канавки составляет 35°, что позволяет использовать фрезы для различных задач. Фрезы имеют специальную геометрию, которая помогает дробить стружку и увеличивает срок службы инструмента. |  |
| Покрытие AlTiSiN — это нитрид алюминия, легированный титаном и силициумом. Оно разработано специально для обработки твёрдых сталей. Покрытие обладает высокой твёрдостью и низкой восприимчивостью к тепловому воздействию. Многослойное покрытие позволяет оптимально регулировать взаимодействие обрабатываемого материала и инструмента. Верхние слои обеспечивают контакт с металлом и защищают твёрдый сплав от стирания. Нижние слои покрытия защищают твёрдый сплав от воздействия высоких температур. | 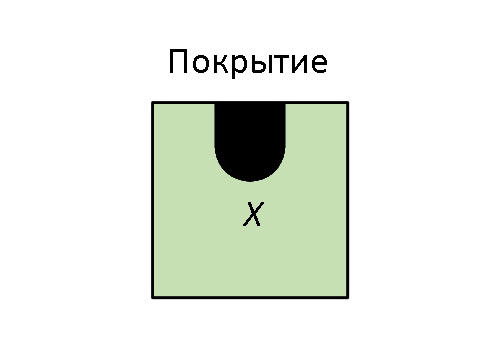 |
| Хвостовик соответствует шестому квалитету точности, что гарантирует надёжное крепление инструмента в любой современной оснастке. Крайне важно точно установить хвостовик при закреплении инструмента в термооправку. Принцип работы таких оправок основан на расширении и последующей усадке посадочных мест под воздействием температуры. Из-за этого диапазон зажима у термооправок очень небольшой. Но они считаются самыми надёжными и точными. |  |
| При работе фрезой одновременно в нескольких направлениях необходимо сложить скорости перемещения по всем плоскостям, чтобы определить оптимальную подачу. Общая подача фрезы рассчитывается по правилам сложения векторов. Для предпочтительного съёма металла лучше использовать режущую поверхность с большим диаметром, так как это позволяет достичь максимальной производительности фрезы. | 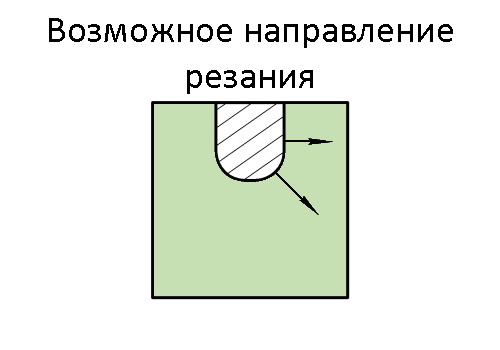 |
| Все фрезы изготавливаются с высокой точностью, которая позволяет выполнять обработку с максимальным отклонением размера всего ± 0,01 мм. | 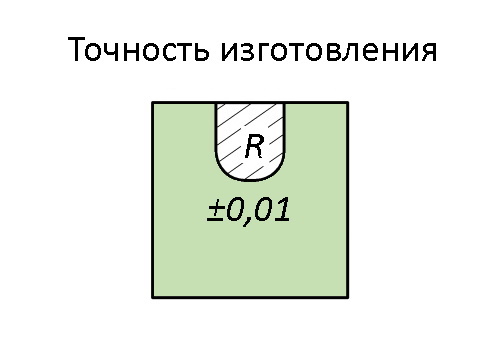 |
| Глубина резания должна быть не менее 0,3 мм, а подача — не менее 0,04 мм на зуб. Если эти параметры будут меньше, то процесс резания будет неправильным, что может повлиять на срок службы фрезы и точность размеров деталей. Также при выборе режимов резания необходимо учесть, что эти фрезы не предназначены для обработки паза глубиной больше диаметра фрезы за один проход. | 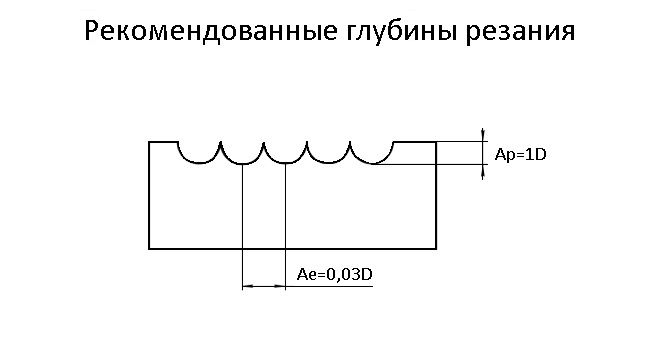 |
Ниже приведены режимы обработки для фрез данного типа при фрезеровке горизонтальных или вертикальных уступов.
Обращаем внимание:
- При работе по литейной корке режимы необходимо понизить на 20%;
- Для улучшения шероховатости обрабатываемой поверхности нужно снижать подачу;
- Режимы обработки даны приблизительные и указаны для ориентира;
- Рекомендованная стойкость фрезы для максимального экономического эффекта 30 минут.

AHNO ВХОДИТ В ГРУППУ КОМПАНИЙ SANDVIK
Акты испытаний инструмента ТМ AHNO
Фреза монолитная твердосплавная сферическая BRHM-4B-R9.0 AHNO
BR — это твердосплавная фреза, изготовленная из цельного мелкозернистого твёрдого сплава.
НМ — фреза, которая подходит для обработки закалённой стали твёрдостью до 65 HRC. Также она может использоваться для обработки жаропрочных сплавов (в качестве вторичного инструмента).
4В — радиусная фреза с четырьмя рабочими зубьями. Она предназначена для чистовой обработки деталей сложной конфигурации, изготовленных из закалённой стали, таких как лопатки турбин, корпуса и т. д. Обычно такие фрезы применяются для обработки деталей после термической обработки с целью устранения деформации, возникшей в результате этого процесса, а также для снятия слоя металла, оставшегося после термообработки.
Угол подъёма стружечной канавки составляет 35°, что позволяет использовать фрезы для различных задач. Фрезы имеют специальную геометрию, которая помогает дробить стружку и увеличивает срок службы инструмента.
Покрытие AlTiSiN — это нитрид алюминия, легированный титаном и силициумом. Оно разработано специально для обработки твёрдых сталей. Покрытие обладает высокой твёрдостью и низкой восприимчивостью к тепловому воздействию. Многослойное покрытие позволяет оптимально регулировать взаимодействие обрабатываемого материала и инструмента. Верхние слои обеспечивают контакт с металлом и защищают твёрдый сплав от стирания. Нижние слои покрытия защищают твёрдый сплав от воздействия высоких температур.
Хвостовик соответствует шестому квалитету точности, что гарантирует надёжное крепление инструмента в любой современной оснастке. Крайне важно точно установить хвостовик при закреплении инструмента в термооправку. Принцип работы таких оправок основан на расширении и последующей усадке посадочных мест под воздействием температуры. Из-за этого диапазон зажима у термооправок очень небольшой. Но они считаются самыми надёжными и точными.
При работе фрезой одновременно в нескольких направлениях необходимо сложить скорости перемещения по всем плоскостям, чтобы определить оптимальную подачу. Общая подача фрезы рассчитывается по правилам сложения векторов. Для предпочтительного съёма металла лучше использовать режущую поверхность с большим диаметром, так как это позволяет достичь максимальной производительности фрезы.
Все фрезы изготавливаются с высокой точностью, которая позволяет выполнять обработку с максимальным отклонением размера всего ± 0,01 мм.
Глубина резания должна быть не менее 0,3 мм, а подача — не менее 0,04 мм на зуб. Если эти параметры будут меньше, то процесс резания будет неправильным, что может повлиять на срок службы фрезы и точность размеров деталей. Также при выборе режимов резания необходимо учесть, что эти фрезы не предназначены для обработки паза глубиной больше диаметра фрезы за один проход.
Ниже приведены режимы обработки для фрез данного типа при фрезеровке горизонтальных или вертикальных уступов.
Обращаем внимание:
- При работе по литейной корке режимы необходимо понизить на 20%;
- Для улучшения шероховатости обрабатываемой поверхности нужно снижать подачу;
- Режимы обработки даны приблизительные и указаны для ориентира;
- Рекомендованная стойкость фрезы для максимального экономического эффекта 30 минут.

