










Акты испытаний инструмента ТМ AHNO
Фреза монолитная твердосплавная радиусная BRHM-4R-D10.0R0.5 AHNO
BR — твердосплавная фреза, изготовленная из цельного мелкозернистого твёрдого сплава.
НМ — фреза, предназначенная для обработки закалённой стали с твёрдостью до 65 HRC. Она также подходит для обработки жаропрочных сплавов (дополнительное применение).
4R — фреза с четырьмя зубьями, углы которых закруглены небольшим радиусом. Такое решение предотвращает выкрашивание режущих кромок, обеспечивает эффективный отвод тепла из зоны резания и увеличивает срок службы фрезы. Благодаря этим особенностям, фрезы типа 4R являются наиболее эффективными для чистовой обработки. Они также отлично подходят для работы с твёрдыми и труднообрабатываемыми материалами.
| Угол подъёма стружечной канавки составляет 35°, что делает эти фрезы универсальными для различных видов обработки. Эти фрезы обладают специальной геометрией, которая позволяет измельчать стружку и увеличивает срок их службы. |  |
| Покрытие AlTiSiN – это нитрид алюминия, легированный титаном и силициумом. Оно было разработано специально для обработки твёрдых сталей, так как обладает высокой твёрдостью и низкой восприимчивостью к тепловому воздействию. Многослойное покрытие позволяет оптимально регулировать взаимодействие между обрабатываемым материалом и инструментом. Верхние слои покрытия обеспечивают контакт с металлом и защищают твёрдый сплав от стирания. Нижние слои покрытия предохраняют твёрдый сплав от воздействия высоких температур. |  |
| Хвостовик фрезы имеет шестой квалитет точности, что обеспечивает надёжное закрепление инструмента в любой современной оснастке. Особенно важна точность исполнения хвостовика при использовании термооправок, так как в них крепление осуществляется за счёт расширения и усадки посадочных мест за счёт температуры. Из-за этого диапазон зажима у таких оправок очень небольшой. Однако они считаются самыми надёжными и точными. |  |
| При использовании фрезы в нескольких направлениях необходимо сложить скорости перемещения по всем плоскостям, чтобы определить оптимальную подачу. Общая подача фрезы рассчитывается по правилам сложения векторов. При этом желательно удалять металл с поверхности с помощью режущей поверхности максимального диаметра, так как в таком случае производительность фрезы будет наибольшей. |  |
| Все фрезы изготавливаются с высокой точностью, что позволяет выполнять обработку с максимальным отклонением размера ±0,02 мм. Это позволяет выполнять фрезерную обработку с любой точностью, исключая дополнительные затраты на отделочные операции. |  |
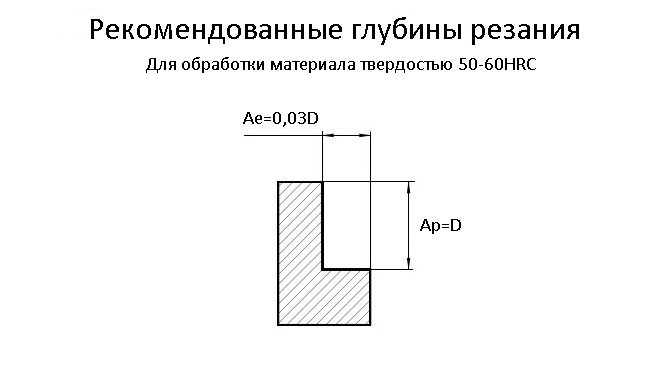
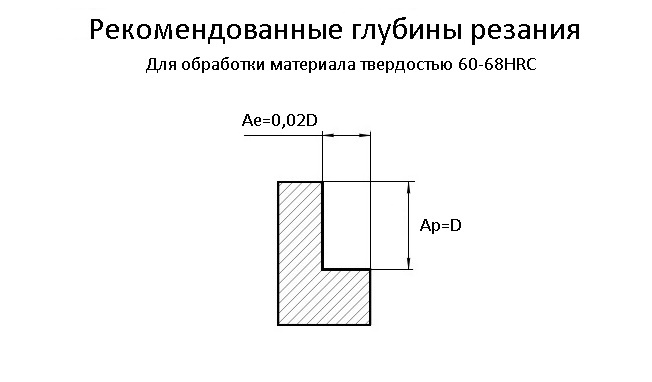
| При выборе режимов резания следует учесть, что эти фрезы не предназначены для обработки паза глубиной больше диаметра фрезы за один проход. Глубина резания должна быть не менее 0,3 мм, а подача — не менее 0,04 мм на зуб. Если уменьшить эти параметры, процесс резания будет неправильным, что может привести к быстрому износу фрезы и неточностям в размерах обрабатываемых деталей. Фреза работает на различных режимах и глубинах резания, которые зависят от твёрдости обрабатываемого материала. Так, для материала с твёрдостью до 50 HRC глубина обработки паза не должна превышать 0,05D. При этом длина резания за один проход не должна превышать 1,5D. При обработке стали твёрдостью 50-60 HRC глубина обработки паза не должна превышать 0,03D, а длина резания за один проход не должна быть больше 1D. При обработке стали твёрдостью 60-68 HRC глубина обработки паза не должна превышать 0,02D. При этом длина резания за один проход не должна превышать 1D. |
|

Ниже приведены режимы обработки для фрез данного типа при фрезеровке горизонтальных или вертикальных уступов.
Обращаем внимание:
- При работе по литейной корке режимы необходимо понизить на 20%;
- Для улучшения шероховатости обрабатываемой поверхности нужно снижать подачу;
- Режимы обработки даны приблизительные и указаны для ориентира;
- Рекомендованная стойкость фрезы для максимального экономического эффекта 30 минут.

Акты испытаний инструмента ТМ AHNO
Фреза монолитная твердосплавная радиусная BRHM-4R-D10.0R0.5 AHNO
BR — твердосплавная фреза, изготовленная из цельного мелкозернистого твёрдого сплава.
НМ — фреза, предназначенная для обработки закалённой стали с твёрдостью до 65 HRC. Она также подходит для обработки жаропрочных сплавов (дополнительное применение).
4R — фреза с четырьмя зубьями, углы которых закруглены небольшим радиусом. Такое решение предотвращает выкрашивание режущих кромок, обеспечивает эффективный отвод тепла из зоны резания и увеличивает срок службы фрезы. Благодаря этим особенностям, фрезы типа 4R являются наиболее эффективными для чистовой обработки. Они также отлично подходят для работы с твёрдыми и труднообрабатываемыми материалами.
Угол подъёма стружечной канавки составляет 35°, что делает эти фрезы универсальными для различных видов обработки. Эти фрезы обладают специальной геометрией, которая позволяет измельчать стружку и увеличивает срок их службы.
Покрытие AlTiSiN – это нитрид алюминия, легированный титаном и силициумом. Оно было разработано специально для обработки твёрдых сталей, так как обладает высокой твёрдостью и низкой восприимчивостью к тепловому воздействию. Многослойное покрытие позволяет оптимально регулировать взаимодействие между обрабатываемым материалом и инструментом.
Верхние слои покрытия обеспечивают контакт с металлом и защищают твёрдый сплав от стирания. Нижние слои покрытия предохраняют твёрдый сплав от воздействия высоких температур.
Хвостовик фрезы имеет шестой квалитет точности, что обеспечивает надёжное закрепление инструмента в любой современной оснастке. Особенно важна точность исполнения хвостовика при использовании термооправок, так как в них крепление осуществляется за счёт расширения и усадки посадочных мест за счёт температуры. Из-за этого диапазон зажима у таких оправок очень небольшой. Однако они считаются самыми надёжными и точными.
При использовании фрезы в нескольких направлениях необходимо сложить скорости перемещения по всем плоскостям, чтобы определить оптимальную подачу. Общая подача фрезы рассчитывается по правилам сложения векторов. При этом желательно удалять металл с поверхности с помощью режущей поверхности максимального диаметра, так как в таком случае производительность фрезы будет наибольшей.
Все фрезы изготавливаются с высокой точностью, что позволяет выполнять обработку с максимальным отклонением размера ±0,02 мм. Это позволяет выполнять фрезерную обработку с любой точностью, исключая дополнительные затраты на отделочные операции.
При выборе режимов резания следует учесть, что эти фрезы не предназначены для обработки паза глубиной больше диаметра фрезы за один проход.
Глубина резания должна быть не менее 0,3 мм, а подача — не менее 0,04 мм на зуб. Если уменьшить эти параметры, процесс резания будет неправильным, что может привести к быстрому износу фрезы и неточностям в размерах обрабатываемых деталей.
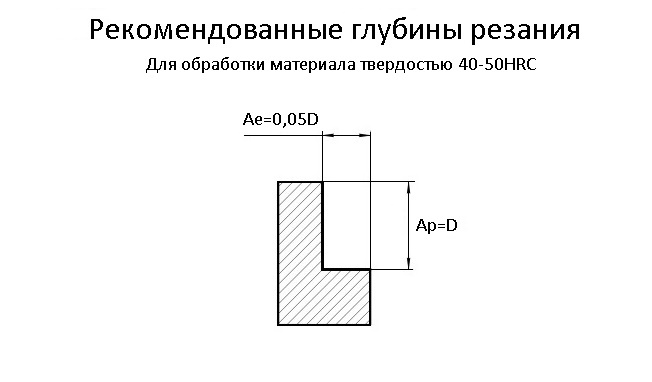
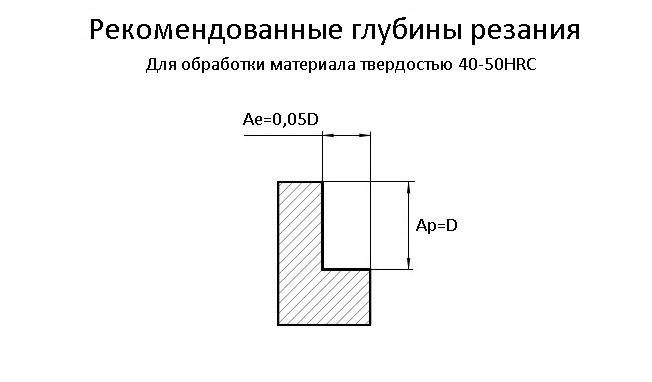
Фреза работает на различных режимах и глубинах резания, которые зависят от твёрдости обрабатываемого материала.
Так, для материала с твёрдостью до 50 HRC глубина обработки паза не должна превышать 0,05D. При этом длина резания за один проход не должна превышать 1,5D.
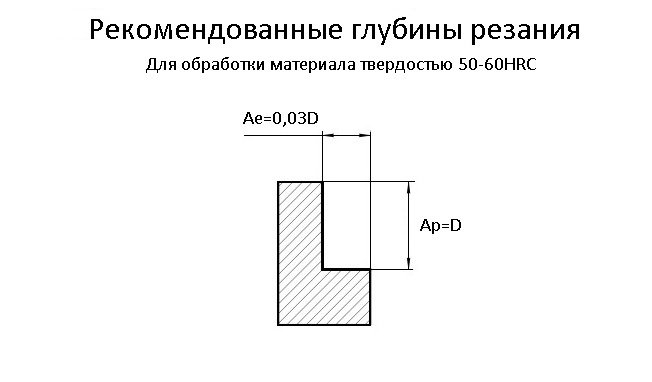
При обработке стали твёрдостью 50-60 HRC глубина обработки паза не должна превышать 0,03D, а длина резания за один проход не должна быть больше 1D.
При обработке стали твёрдостью 60-68 HRC глубина обработки паза не должна превышать 0,02D. При этом длина резания за один проход не должна превышать 1D.
Ниже приведены режимы обработки для фрез данного типа при фрезеровке горизонтальных или вертикальных уступов.
Обращаем внимание:
- При работе по литейной корке режимы необходимо понизить на 20%;
- Для улучшения шероховатости обрабатываемой поверхности нужно снижать подачу;
- Режимы обработки даны приблизительные и указаны для ориентира;
- Рекомендованная стойкость фрезы для максимального экономического эффекта 30 минут.

