














Использование токарных резцов возникло практически одновременно с началом обработки различных материалов. Изначально резцы использовались для ручного труда, но с появлением обрабатывающего оборудования их стали применять на самых разных станках.
По мере того как расширялись возможности применения резцов, совершенствовались и их конструкции, и материалы, используемые для их изготовления.
Первые резцы были цельными, но позже появились составные, в которых режущий элемент неподвижно соединялся с державкой (с помощью пайки, наклейки или сварки). Затем режущий элемент затачивался непосредственно на державке, и зачастую его геометрия определялась вместе со снятием режущего слоя с державки.

Эти конструкции обладают рядом преимуществ:
* Простота изготовления: не требуется точного изготовления посадочных поверхностей под пластины, а также дополнительных операций для создания креплений.
* Многоразовая переточка инструмента: позволяет восстанавливать режущие свойства инструмента после каждой обработки.
Однако, у этих конструкций есть и существенные недостатки:
* Частичная потеря механических свойств режущих элементов: при напаивании режущих пластин они в некоторой степени теряют свои первоначальные качества.
* Отсутствие возможности нанесения защитных покрытий: нет способа защитить режущие элементы от повреждений.
* Необходимость заточного участка: для заточки нужны шлифовальные круги, что приводит к дополнительным затратам на оборудование и требует больше производственных площадей.
* Частые перенастройки станка и отлучки оператора: при использовании на станках с ЧПУ установка инструмента становится менее точной, а также увеличивается время простоя оборудования из-за необходимости перенастройки и отлучения оператора для перезаточки.
* Отсутствие внутреннего подвода СОЖ: невозможно обеспечить эффективную смазку и охлаждение во время обработки.
* Сложность заточки: трудно подобрать оптимальный угол заточки для каждой группы обрабатываемых материалов.
Тем не менее, напайной инструмент по-прежнему широко используется на универсальных станках, особенно в единичном и ремонтном производствах.
Причиной такой популярности является его относительно невысокая цена и тот факт, что в некоторых областях недостатки напайного инструмента не считаются критичными. Кроме того, внедрению инструмента со сменными режущими элементами часто мешает недостаточная квалификация персонала.
Следующим этапом в развитии резцов стало создание сборных резцов со сменными пластинами, которые значительно уменьшили количество недостатков.

* Твердосплавные пластины, используемые в сборных резцах, сохраняют свои механические свойства.
* Применяются как твердосплавные, так и быстрорежущие пластины с защитными покрытиями.
* Геометрия режущей части пластины формируется пресс-формами, что обеспечивает ее высокое качество заточки. Это, в свою очередь, способствует эффективному резанию и образованию стружки.
* Появилась возможность использования державок с внутренней подачей СОЖ.
Однако стоит отметить, что державки в форме параллелепипеда не всегда подходят для агрегатных станков, высокотехнологичных обрабатывающих центров и некоторых видов токарно-фрезерных обрабатывающих центров.
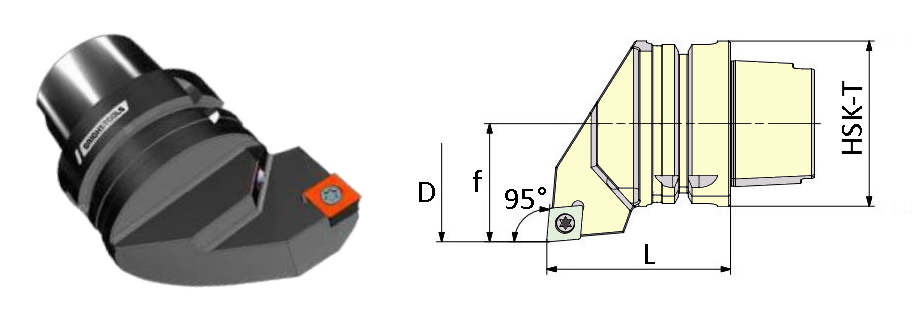
В этих типах станков в основном используются конусы для установки инструментов, а требования к точности позиционирования очень высоки. Поэтому токарные державки для таких станков выпускаются с конусами HSK..-T.
Размер конуса определяется шпинделем станка. Не рекомендуется использовать эти оправки для черновой и тяжёлой черновой обработки, так как они уступают обычным державкам при большой нагрузке. Однако для получистовой и чистовой обработки они подходят лучше. Благодаря своей конструкции, эти инструменты обеспечивают очень точное позиционирование, что позволяет использовать многофазовый подвод СОЖ. Это облегчает процесс резания и увеличивает скорость обработки.
Во многих случаях точности позиционирования достаточно, чтобы при смене пластины не выполнять перенастройку станка.
Конечно, стоимость поворотных оправок существенно превышает цену обычных токарных державок, так как их изготовление обходится дороже. Это объясняет, почему они не так часто встречаются на российских заводах. Их целесообразно применять только в крупносерийном или массовом производстве.
Более распространёнными являются токарные резцы для обрабатывающих центров с конусом CAPTO.
Эти конструкции обеспечивают непревзойденную точность в позиционировании инструмента по всем направлениям. В отличие от HSK-конусов, CAPTO-конусы надежно защищены от проворота и осевой нагрузки, что делает их самыми надежными оправками на сегодняшний день для крепления и удержания корпуса резца в станке.
Однако, надежность установки также зависит от материала, из которого изготовлен резец, его термообработки, способа крепления пластины и других факторов.
Обозначение токарных резцов
Обозначение напайных токарных резцов состоит из двух групп цифр, разделенных тире, обозначения материала напаянной пластинки и ГОСТа, в соответствии с которым они изготовлены.
Например, резец 2100-0113 Т15К6 ГОСТ 18878
Из этого обозначения можно точно узнать только материал напаянной на резец пластины, а также определить, в каком государственном стандарте следует искать остальные параметры.
Давайте подробнее рассмотрим характеристики вышеприведенного резца. Для этого откроем ГОСТ 18878, найдем наш резец по индивидуальному номеру и изучим его параметры.
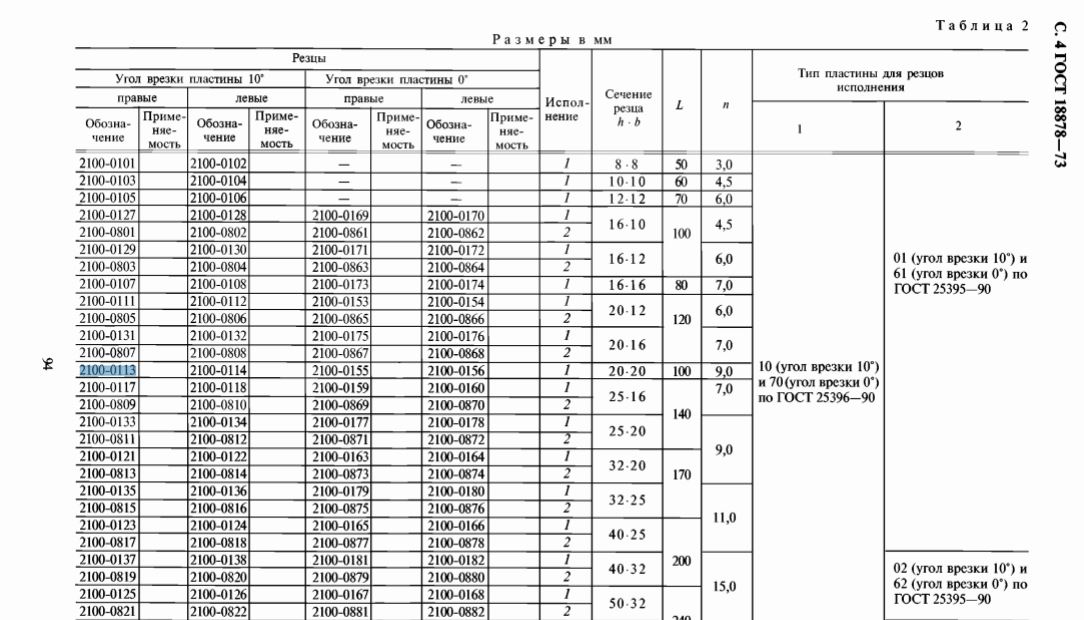
Как следует из названия стандарта, данный резец относится к прямым проходным. Все остальные параметры можно узнать из таблицы, которая приведена выше.
Резец выполнен в правом исполнении. Угол врезки пластины, то есть угол, под которым в державке выфрезеровано гнездо для напаянной пластины, составляет 10 градусов. Сечение державки — 20Х20.
Если нужны дополнительные характеристики, такие как угол в плане, то в этом же стандарте есть ссылки на другие государственные стандарты, где можно найти эту информацию. Также можно узнать, из какого материала изготовлена державка резца, её твёрдость и другие важные параметры.
Обозначение сборных токарных резцов позволяет получить гораздо больше информации, чем обозначение напайных.
Давайте рассмотрим пример обозначения сборной токарной державки и попробуем его расшифровать.
МCLNR3232P16

Первая буква в обозначении указывает на тип прижима пластины к державке. В нашем случае это тип М. Что это значит?
Согласно стандарту ISO, твердосплавные пластины могут иметь несколько типов крепления:
- Тип М — пластина фиксируется на штифте с верхним прижимом.
- Тип С — крепление с верхним зажимом.
- Тип D — крепление с зажимом в отверстие.
- Тип Р — державка с рычажным зажимом.
- Тип S — крепление с помощью винта.
- Тип W — клиновой зажим.
Давайте более подробно рассмотрим особенности каждого типа крепления:
Тип М — Крепление пластины на штифте с прижимом сверху

Как показано на рисунке, это крепление считается одним из самых надежных, так как прижим осуществляется одновременно конусным штифтом и верхним прижимом. Такой двойной подход значительно увеличивает прочность крепления и дает серьезные преимущества, особенно при выполнении тяжелых и черновых работ. Однако, в процессе чистовой обработки верхний прижим может соприкасаться со стружкой, что может привести к ее запутыванию и наматыванию на деталь, оснастку и токарную державку.
Важно отметить, что это крепление предназначено исключительно для пластин, имеющих внутреннее отверстие.
Тип С — Крепление с верхним зажимом

Этот тип крепления предназначен для надёжного соединения пластин без отверстий с помощью наружного прижима. Оно обеспечивает надежную фиксацию, однако уступает по прочности креплению М, поскольку в нём отсутствует прижимной винт. Кроме того, верхний прижим прижимает пластину не в центре, а ближе к краю, что снижает риск наматывания стружки на деталь, оснастку и державку в процессе работы.
Одним из недостатков данного крепления является значительная нагрузка на крепежный винт. Поскольку зажим пластины осуществляется на некотором расстоянии от винта, силы зажима действуют на него через рычаг, образуемый опорной поверхностью и бобышкой. Однако этот недостаток частично компенсируется возможностью использовать винт большего диаметра. Крепёжный винт вставляется не в отверстие пластины, а в отверстие прижима, что даёт возможность увеличить его диаметр.
D – Крепление верхней части зажима в отверстие

Это крепление создано для надежного удержания твердосплавных пластин с отверстием. Его уникальность заключается в том, что оно прижимает пластину не только к верхней поверхности, но и через отверстие.
Процесс прижима по отверстию происходит следующим образом:
На корпусе державки и на прижиме имеется конус, который позволяет прижиму плотно и равномерно обхватывать пластину по всей площади. При затягивании винта прижимной механизм смещается в сторону державки, и срезанный палец, расположенный на прижиме со стороны пластины и вставленный в отверстие, начинает прижимать пластину через это отверстие к боковой опорной поверхности корпуса державки. Это обеспечивает более надежное удержание пластины в державке.
Однако, если между срезанным пальцем попадает стружка или другие инородные тела, надежность крепления значительно снижается, что может привести к поломке пластины и повреждению державки.
Тип Р — Державка с рычажным зажимом

Данный тип крепления разработан для фиксации твердосплавных пластин в державках при помощи эксцентрикового штифта. Это позволяет закреплять пластины без использования наружных прижимов, что снижает надёжность крепления, но исключает возможность контакта стружки с пластиной.
Державки с таким креплением, как правило, применяются для получистовой и чистовой обработки.
Основным недостатком этого типа крепления является отсутствие возможности увеличить диаметр крепёжных элементов, что приводит к быстрому износу механизмов.
Тип S — Крепление винтом

Это крепление предназначено для фиксации твердосплавных пластин с отверстием с помощью специального прижимного винта с потайной головкой. Благодаря такому решению, процесс замены или переворачивания пластин становится быстрым и легким, требуя лишь использования отвертки.
Данный тип крепления особенно эффективен для чистовой обработки, фиксации односторонних пластин, пластин с задними углами, а также в ситуациях, когда нагрузка на режущую кромку невелика.
Однако стоит отметить некоторые недостатки этого крепления: относительно невысокая жесткость фиксации и быстрый износ винта и всего прижимного механизма.
Тип W — Клиновой зажим

Этот тип зажима разработан для фиксации пластин с отверстием и большой стороной. Он идеально подходит для пластин в форме треугольника, ромба или квадрата, но не очень хорошо или совсем не подходит для круглых и ломано-треугольных пластин.
Принцип работы данного крепления основан на клинообразной прижимной планке. Когда закручивают прижимной винт, планка упирается одной стороной в пластину, а другой — в корпус, создавая клин, который надежно фиксирует пластину.
По уровню надежности — это крепление выше, чем винтовое, но ниже, чем крепления типа М или Р. Оно используется для полуфинишной и легкой черновой обработки.
Несмотря на то что пластина фиксируется прижимной планкой, вероятность контакта со стружкой минимальна, так как планка прижимает пластину с противоположной стороны. Однако эта же особенность снижает надежность крепления.
В России данный тип крепления не пользуется широкой популярностью.
Вторая буква в обозначении державки
Вторая буква в обозначении державки указывает на форму пластины, которая крепится в этой державке. Каждой букве соответствует своя уникальная форма пластины:
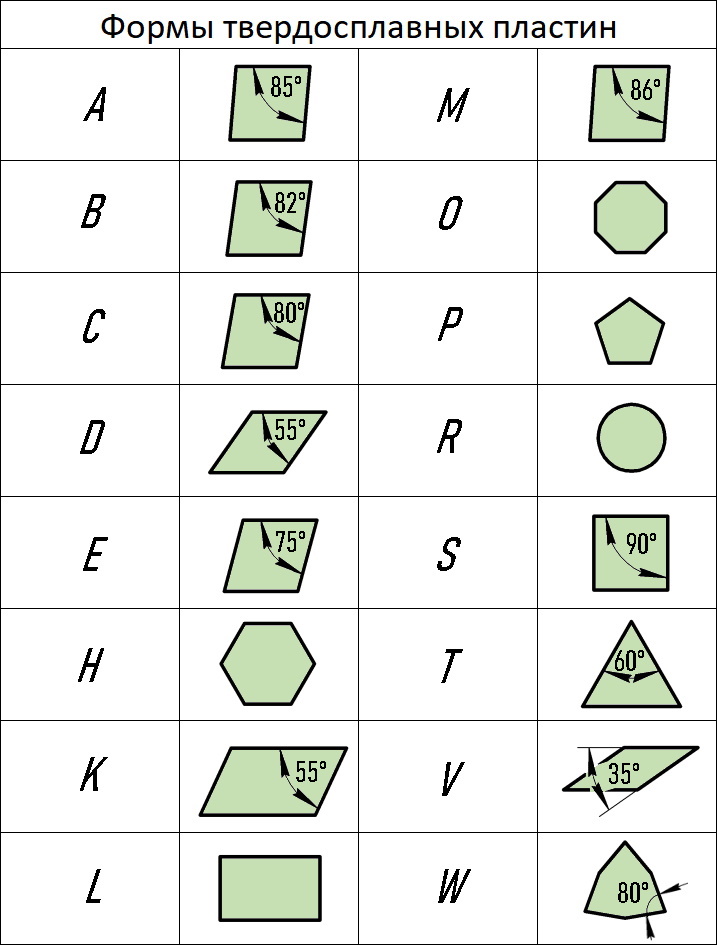
Основные формы пластины:
- С — Ромбическая пластина с углом 80 градусов
- S — Квадратная пластина
- W — Пластина в форме ломанного треугольника
- R — Круглая пластина
- D — Ромбическая пластина с углом 55 градусов
- V — Ромбическая пластина с углом 35 градусов
- Т — Треугольная пластина в форме равностороннего треугольника.
Третья буква в обозначении
Третья буква в обозначении токарных резцов указывает на величину угла в плане.
Токарные резцы могут иметь множество различных углов в плане. Давайте рассмотрим самые распространенные из них.
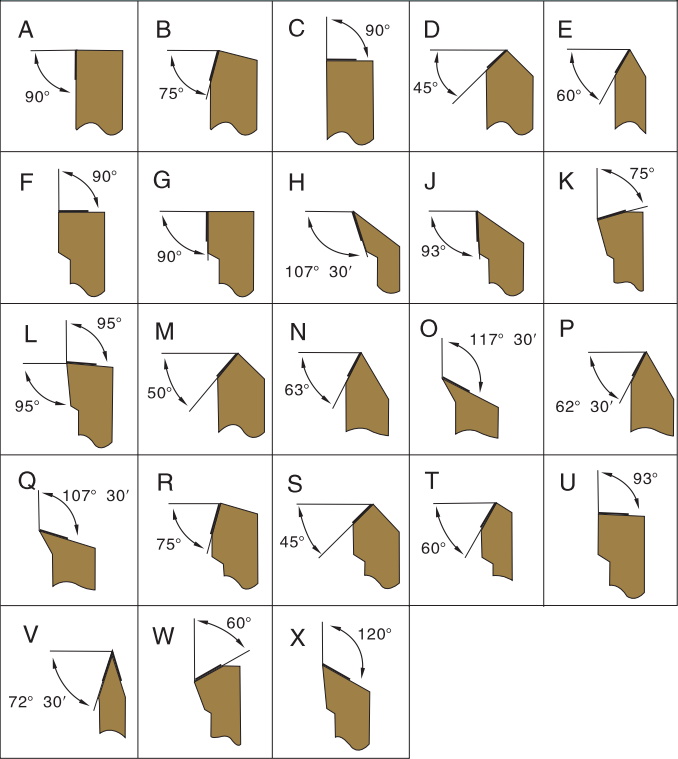
Углы в плане выбираются в зависимости от характера и сложности обработки. Например, если требуется проточить цилиндрическую поверхность без уступов, обычно используется задний угол S. Уменьшение угла в плане позволяет увеличить подачу резца, но одновременно снижает максимальную глубину обработки.
При точении вала с уступами чаще всего выбирают угол в плане L, поскольку при таком угле обеспечивается минимальная длина резания для уступов. Для обработки сфер, как правило, используют геометрии с большими углами в плане и другие специальные формы.
Четвёртая буква в обозначении державки
Четвёртая буква указывает на задний угол пластины, которая устанавливается на резец.
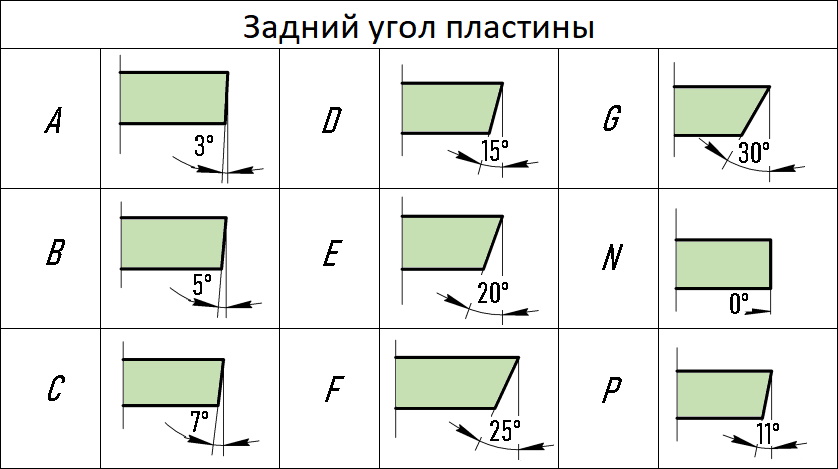
Каждой букве соответствует определенный градус заднего угла пластины.
Выбор заднего угла пластины зависит от множества факторов, таких как материал, с которым предстоит работать, тип оборудования и жёсткость заготовки.
Например, для обработки алюминия обычно используются односторонние пластины с задним углом, а для черновой обработки стали — пластины без заднего угла.
Пятая буква в обозначении резца со сменной пластиной
Пятая буква указывает на направление резания.
Буква «R» означает, что державка правая, и при стандартной установке резца на станок (перпендикулярно детали со стороны оператора) обработка детали возможна только в правую сторону.

Буква «L» свидетельствует о левой державке, и при стандартной фиксации резца на станке направление обработки будет только левым.

Буква «N» указывает на нейтральную державку, которая, будучи установленной на станок в стандартном положении, позволяет выполнять обработку как в правую, так и в левую сторону.

Первые две цифры
Они в обозначении державки указывают на её высоту от нижней до верхней опорной поверхности, измеренную в миллиметрах. Этот параметр определяет высоту центров устанавливаемого инструмента.
Как правило, высота центров на оборудовании настраивается для определенного сечения державки. Если высота сечения державки, меньше настроенной на станке, режущая кромка резца окажется ниже вращения детали. Это может привести к искажению геометрии инструмента и даже к вырыванию детали из оснастки из-за возросших сил резания.
Если сечение державки больше настроенного на станке, то державка может просто не поместиться в резцедержатель. Если же она всё-таки установится, то центр вращения детали будет ниже режущей кромки резца. В результате вместо процесса резания начнётся затирание, что приведет к порче инструмента, детали, а иногда и станка. Кроме того, это может стать причиной несчастного случая на производстве, так как силы резания многократно возрастут.
Третья и четвёртая цифры в обозначении державки
Эти цифры обозначают ширину сечения державки в миллиметрах.
Обычно этот параметр не так важен, как высота державки. Однако, если позволяет ширина резцедержателя станка, то стараются выбрать державку как можно большей ширины. Это связано с тем, что увеличение ширины державки повышает её жёсткость. Но на практике чаще всего ширину державки берут такой же, как и её высоту.
Шестая буква в обозначении державки
Шестая буква указывает на её общую длину. Каждая буква соответствует определённой длине державки.
Ниже представлены буквы, используемые для обозначения державок, и их соответствие длинам в миллиметрах.
| E | F | H | K | M | P | Q | R | S | T |
| 70 | 80 | 100 | 125 | 150 | 170 | 180 | 200 | 250 | 300 |
Обычно длину державки выбирают, ориентируясь на длину резцедержки станка. Если державка будет слишком короткой, то она не сможет надежно закрепиться в резцедержателе. В то же время слишком длинная державка может затруднять поворот резцедержки во время обработки детали.
Последние две цифры в обозначении резца со сменными пластинами
Последние две цифры указывают на размер стороны пластины, которую нужно установить в миллиметрах. Это даёт возможность не только правильно подобрать форму и задний угол пластины для держателя, но и безошибочно определить её размер, не обращаясь к каталогам производителя и различным справочникам.
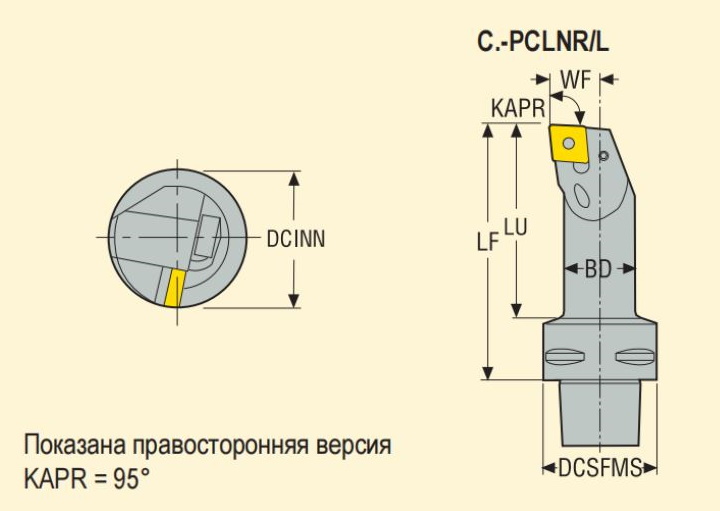
Расшифровка обозначений резцов со сменными пластинами для расточки отверстий
Для удобства операторов станков с числовым программным управлением, инженеров и других технических специалистов, принцип маркировки державок для внутренней расточки был перенят с державок для наружной расточки. Чтобы сразу понять, какая перед нами державка — для наружных или внутренних работ — последние цифры в обозначении были перемещены на начало.
Пример
Возьмём уже расшифрованное выше обозначение державки для наружного точения:
МCLNR3232P12
Теперь давайте рассмотрим, чем державки для внутренних работ отличаются от державок для наружных:
- Сечение державки. В то время как державки для наружных работ могут иметь квадратную или прямоугольную форму, державки для внутренних работ обычно имеют круглое сечение. Это означает, что для их обозначения достаточно двух цифр, в отличие от четырех для державок наружного точения.
- Конструкция державок. Державки для внутреннего точения могут быть как обычными монолитными, так и оснащенными антивибрационными механизмами. Соответственно, для обозначения этих конструкций используются разные символы. Монолитная державка обозначается как S, а державка с антивибрационным механизмом — как H.
- Длины державок. Длины державок для внутреннего точения обозначаются другими буквами.
Других существенных различий между державками для внутреннего и наружного точения не существует.
Давайте рассмотрим и расшифруем обозначение одной расточной державки:
S40U-МCLNR12

Начнем с первой буквы:
S — обозначает, что державка монолитная, без антивибрационного механизма.
40 — диаметр сечения державки составляет 40 мм.
U — общая длина державки достигает 350 мм.
Остальные буквы и цифры расшифровываются аналогично наружным державкам:
М — тип крепления.
С — форма вставляемой пластины представляет собой ромб, угол которого составляет 80 градусов.
N — совместимая пластина не имеет заднего угла.
R — державка правосторонняя.
12 — размер стороны совместимой пластины составляет 12 мм.
Чтобы закрепить навыки чтения обозначений резцов и понимания их параметров, давайте рассмотрим ещё два примера.
Н20Т-STFCR16
Если в начале обозначения мы видим две буквы и цифры, разделённые тире, это указывает на то, что перед нами расточная державка. У державок для наружного точения тире обычно отсутствует, хотя у некоторых производителей оно может быть ближе к концу обозначения.
H — Державка расточная обладает антивибрационным механизмом, а её диаметр сечения составляет 20 мм (у расточных державок сечение круглое).
Т — общая длина державки равна 300 миллиметрам.
S — крепление пластины к державке осуществляется с помощью винта (см. раздел о первой букве в обозначении резца).
T — на державку устанавливается твердосплавная пластина в форме равностороннего треугольника (см. раздел о второй букве в обозначении резца).
F — угол в плане составляет 90 градусов (см. раздел о третьей букве в обозначении резца).
С — задний угол устанавливаемой пластины равен 7 градусам.
R — державка является правой.
16 — Размер стороны устанавливаемой пластины составляет 16 миллиметров.
PCLNR2525М16

В этом обозначении нет цифр и букв, которые были бы написаны через тире ближе к началу. Это указывает на то, что перед нами державка для наружного точения.
Р — Тип крепления — рычажный зажим.
С — совместимая пластина имеет геометрию С (ромб с рабочим углом 80 градусов).
L — угол в плане составляет 95 градусов.
N — совместимая пластина не имеет заднего угла.
R — державка правосторонняя.
25 — высота сечения державки составляет 25 миллиметров.
25 — ширина сечения державки также равна 25 миллиметрам.
М — общая длина державки составляет 150 миллиметров.
16 — размер стороны совместимой пластины составляет 16 миллиметров.
Что касается других видов державок, таких как отрезные, канавочные и резьбовые, то для них не существует единого стандарта, поэтому каждый производитель использует свою собственную систему обозначения.
Теперь давайте рассмотрим, как подобрать подходящую пластину для державки
Как уже было отмечено ранее, вторая и четвёртая буквы в обозначении державки должны совпадать с первыми двумя буквами совместимой пластины. А последние две цифры в обозначении державки соответствуют размеру стороны пластины.
Итак, наружная державка PCLNR2525М16
Пластина, совместимая с этой державкой, имеет обозначение CN..16… В данном случае вместо точек могут быть любые буквы, кроме Х, а после цифры 16 — любые цифры. Например, в нашем случае это могут быть CNMG160608 или CNMG160612. Далее в обозначении пластины следуют сплавы конкретных производителей и их стружколомы.
К данной державке подойдут пластины любого производителя инструмента, у которых начало обозначения начинается с CN..16….
Давайте подберём пластину к расточной державке Н20Т-STFCR16
Также стоит обратить внимание на вторую и четвертую буквы во второй части обозначения державки. В нашем случае это буквы T C. Размер пластины можно определить по последним двум цифрам в обозначении державки. В нашем случае это 16.
Соответственно, совместимая пластина будет иметь обозначение TCMT16T304.
При выборе токарной твердосплавной пластины по металлу, конечно, важно учитывать покрытие, обрабатываемый материал и другие параметры. Более подробно об этом мы рассказали в статье.
Таким образом, зная обозначение и умея расшифровывать маркировку державок, можно выбрать наиболее подходящую модель для ваших условий обработки, а также учесть особенности производства.
Что касается выбора производителя державок, то рекомендуем ориентироваться на знакомые бренды и поставщиков, чтобы оценить соотношение цены и качества. Однако, если у вас нет такой возможности, то следует обратить внимание на несколько важных факторов.
Во-первых, на марку материала, из которого изготовлена державка, особенно на крепёжные элементы. Их твёрдость должна быть высокой, а если есть возможность, то рекомендуется испытать крепёжные винты на разрыв.
Также стоит обратить внимание на наличие упрочнений на посадочных местах державки. Это может значительно повысить её прочность и надёжность.
Кроме того, необходимо оценить качество поверхностей державки и повторяемость их изготовления. Если эти параметры не будут соблюдены, то возможны отклонения в геометрии резца, что, в свою очередь, приведёт к ухудшению повторяемости при работе на станках с ЧПУ при смене державок.
В нашем интернет-магазине www.ahno-tool.ru можно купить инструмент ТМ AHNO (принадлежит компании Sandvik). Мы являемся единственными официальными представителями данной торговой марки на Российском рынке. Наши специалисты всегда готовы помочь с выбором твердосплавного металлорежущего инструмента.
AHNO ВХОДИТ В ГРУППУ КОМПАНИЙ SANDVIK
