AHNO ВХОДИТ В ГРУППУ КОМПАНИЙ SANDVIK
Акты испытаний инструмента ТМ AHNO
Твердосплавные монолитные свёрла AHNO
Сегодня на Российском рынке можно найти множество производителей твердосплавных свёрл по металлу и других инструментов из твёрдых сплавов, которые отличаются по цене и качеству. Это связано с разными подходами компаний к ценообразованию, а также с тем, что себестоимость инструментов зависит от их качества и технологии производства.
Изготовление качественного твердосплавного инструмента — сложный и затратный процесс, несмотря на то, что на первый взгляд он может показаться простым. Рассмотрим некоторые важные улучшения в конструкции и производстве твердосплавных свёрл на примере новейшей компании AHNO (принадлежит компании Sandvik), которая находится на стыке немецкой и китайской производственных культур и зарекомендовала себя лучшей в России.
Качество свёрл зависит от химического и кристаллографического состава материала, из которого они изготовлены.
Чтобы получить высококачественные твёрдосплавные свёрла, необходимо использовать материал с подходящим химическим составом, обеспечить однородность его структуры и провести термообработку, которая придаст материалу нужные свойства.
Для этого требуется сложное технологическое оборудование и значительные ресурсы.
Механические свойства инструмента зависят от:
* химического состава сверла;
* размера зёрен порошков, из которых изготовлена заготовка;
* однородности структуры и равномерности зёрен порошков в заготовке;
* правильности геометрической формы кристаллов;
* геометрических параметров сверла;
* качества твердосплавного покрытия и его нанесения;
* отделочных операций на поверхностях свёрл перед покрытием.
Химический состав свёрл
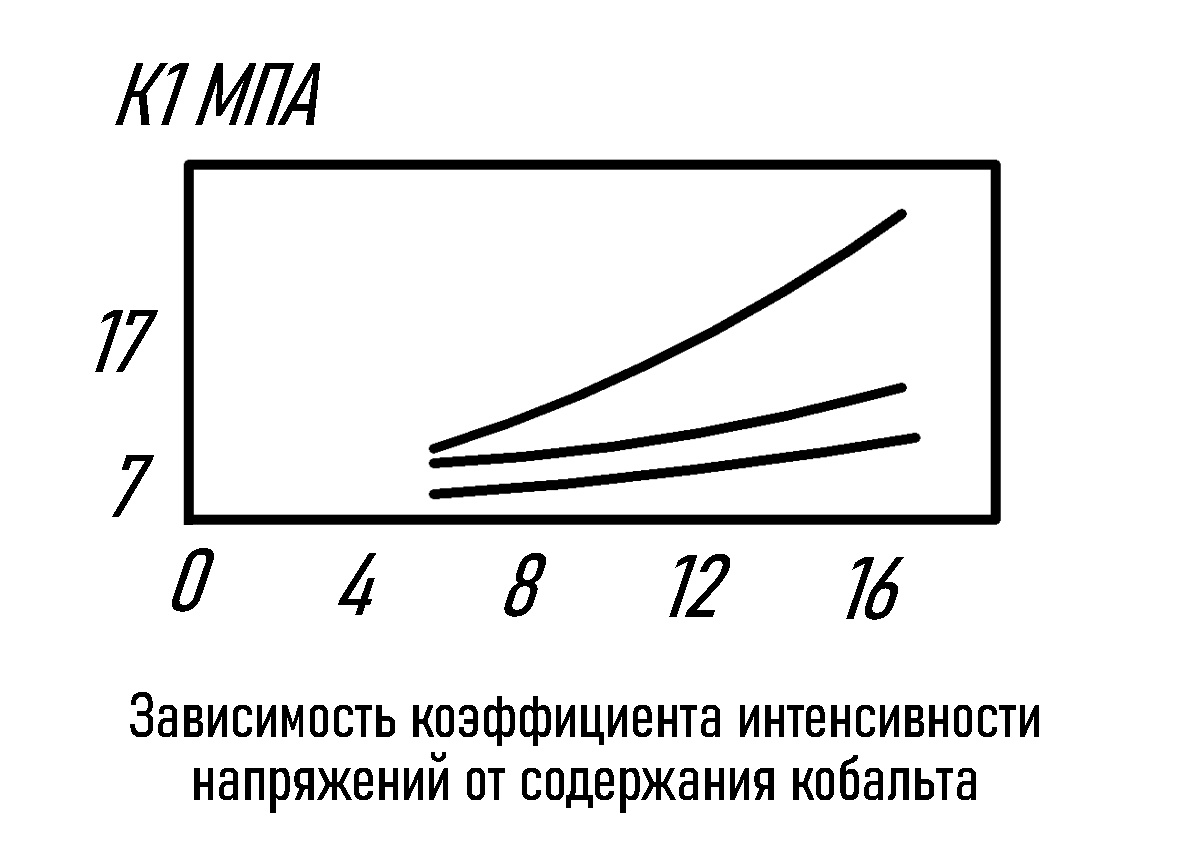
Несмотря на то, что влияние химических элементов на механические свойства инструментов активно изучалось в середине XX века, работа по совершенствованию химических составов продолжается и в настоящее время. Это связано, в частности, с изменением размеров и форм кристаллов при добавлении легирующих элементов, таких как ванадий. В остальном химический состав твёрдосплавных порошков определяется процентным содержанием карбидов тантала, титана, вольфрама и кобальта. Увеличение содержания одних элементов повышает одни свойства материала и снижает другие. Например, повышение содержания тантала в сплаве увеличивает износостойкость (свёрла меньше затупляются при работе на высоких скоростях), но при этом повышается температура плавления сплава и снижается его прочность. Повышенное содержание ванадия увеличивает прочность материала, но снижает его износостойкость (сверло начинает быстрее затупляться). Поэтому главная цель подбора химического состава сверла для обработки конкретных групп материалов — это выбор оптимального баланса необходимых свойств для высокоэффективной обработки.
Размер зёрен порошков, из которых изготовлена заготовка
Современные научные исследования показывают, что не только химический состав материала, но и размер зёрен порошка в заготовке определяют характеристики инструмента.

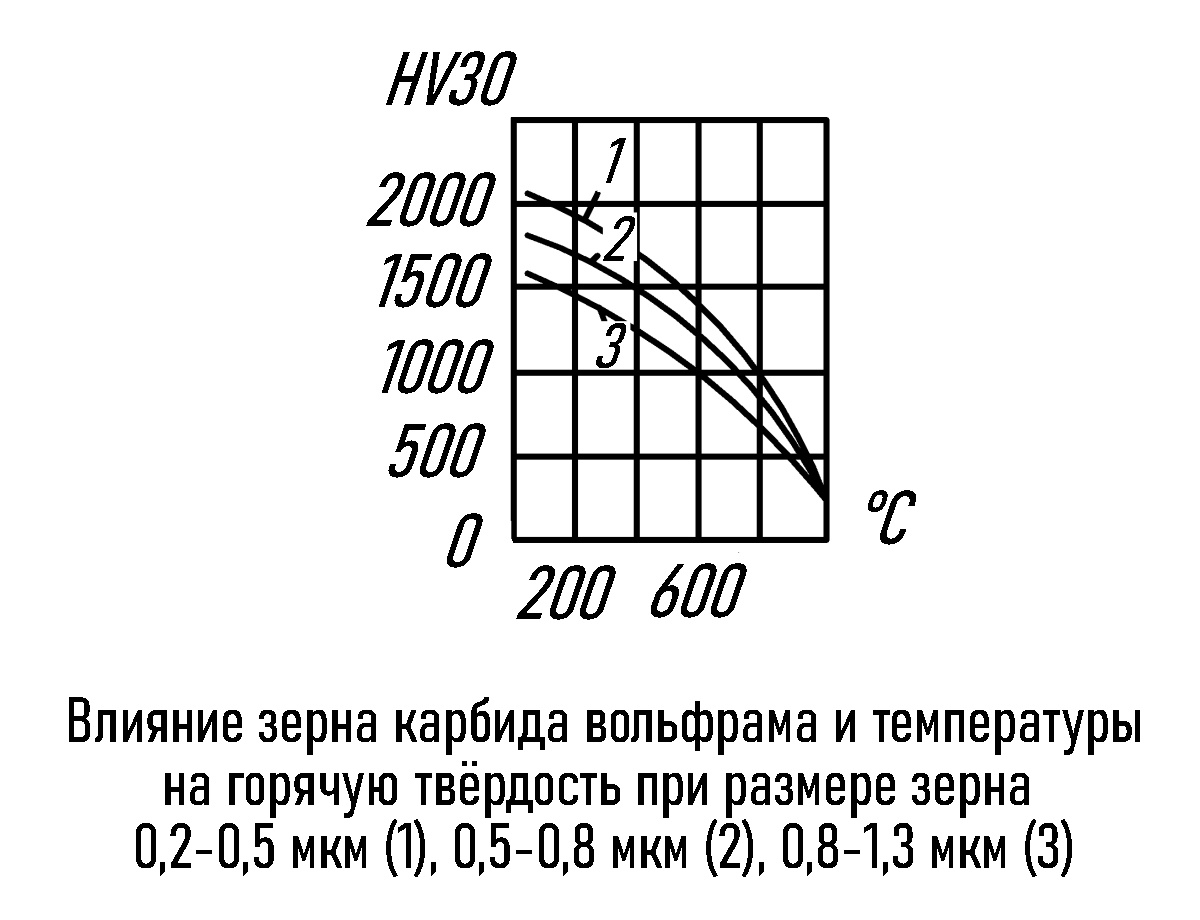
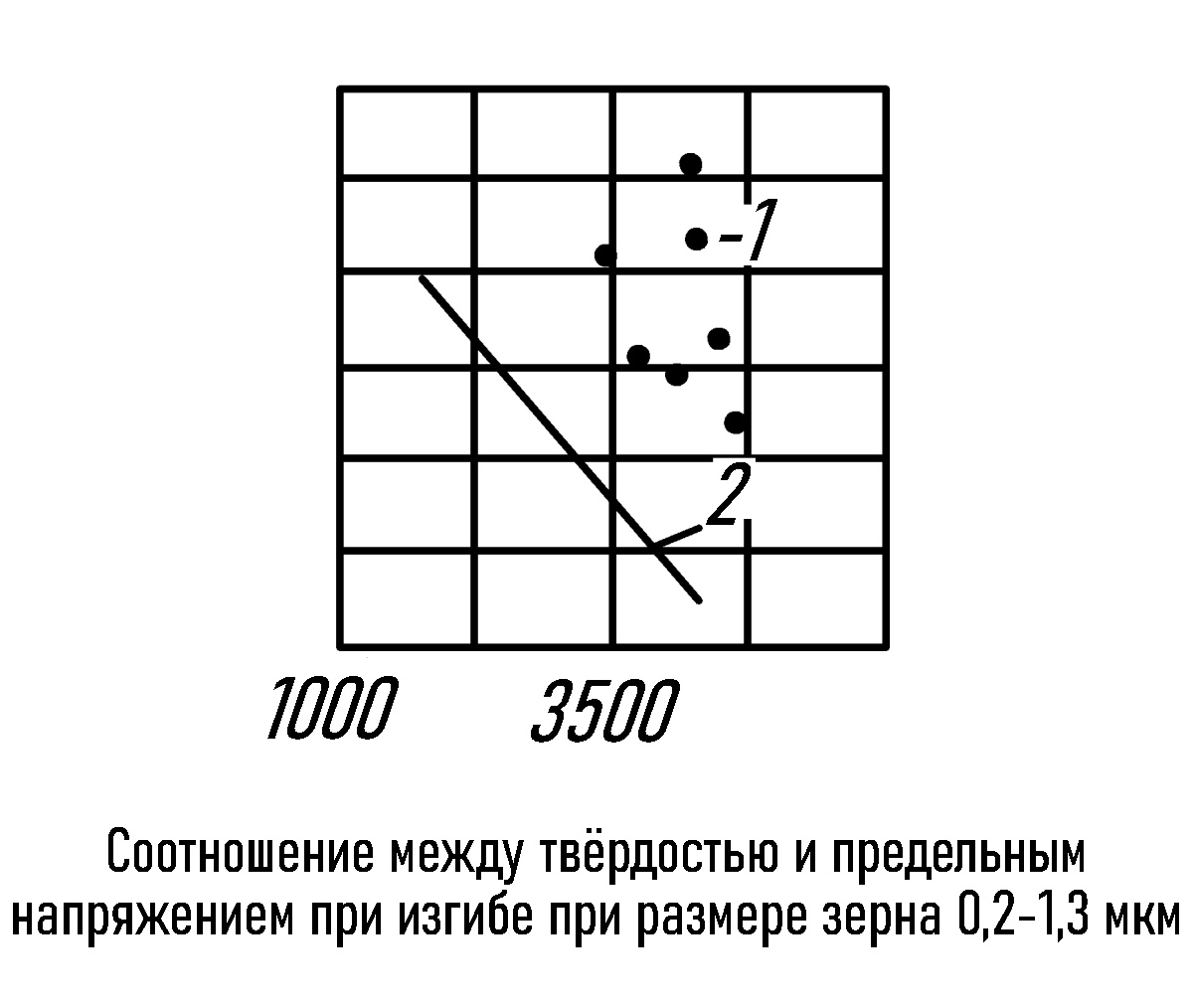
Например, если химический состав заготовок полностью идентичен, но размер зёрен различается в два раза, то твёрдость заготовки может увеличиться примерно на 30%. Кроме того, при уменьшении размера зёрен снижается теплопроводность материала. Это способствует лучшему отводу тепла в стружку и, как следствие, повышает износостойкость (сопротивление трению) инструментального материала.
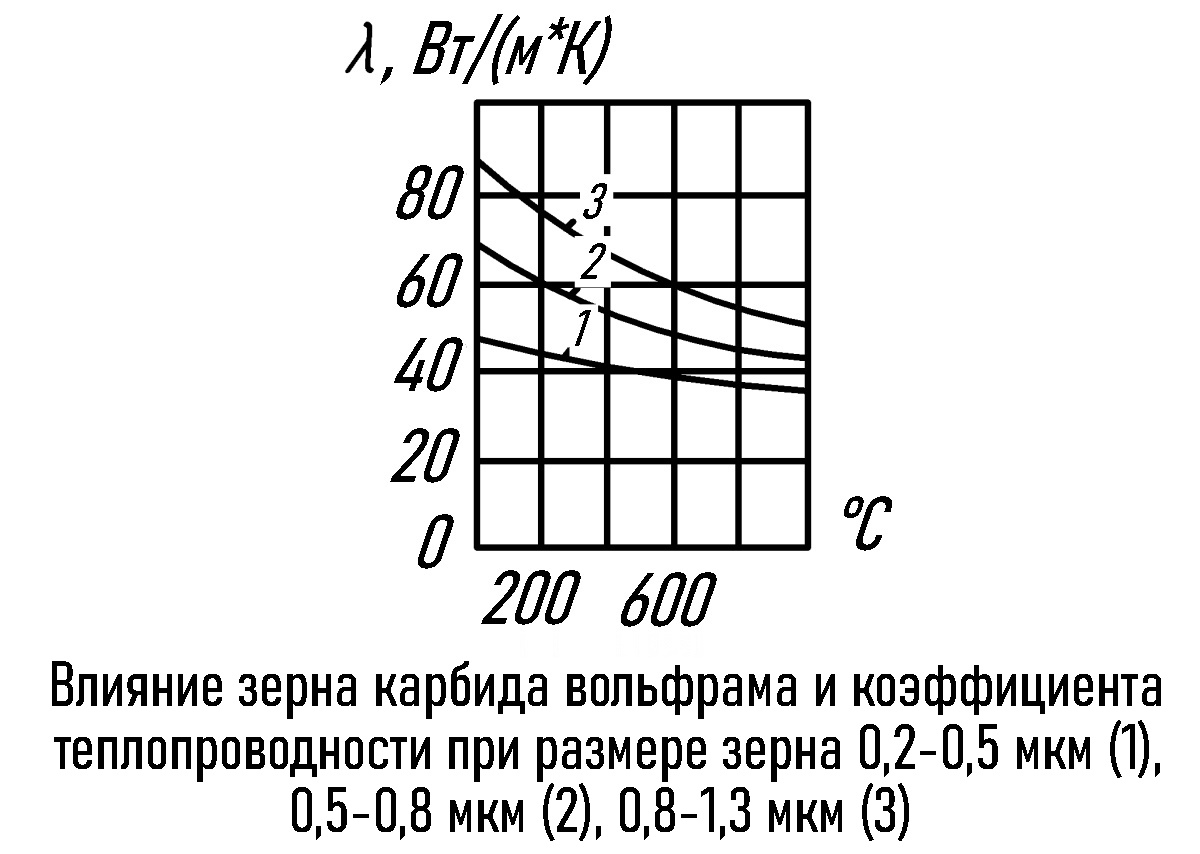
При уменьшении размера зерна в три раза механические свойства твёрдого сплава начинают резко снижаться, когда температура достигает так называемой «температуры красностойкости». Теплопроводность при этом падает примерно на 25%.
Если химический состав порошков полностью идентичен, а размер зёрен уменьшается, то стойкость инструмента можно увеличить в 2–3 раза.
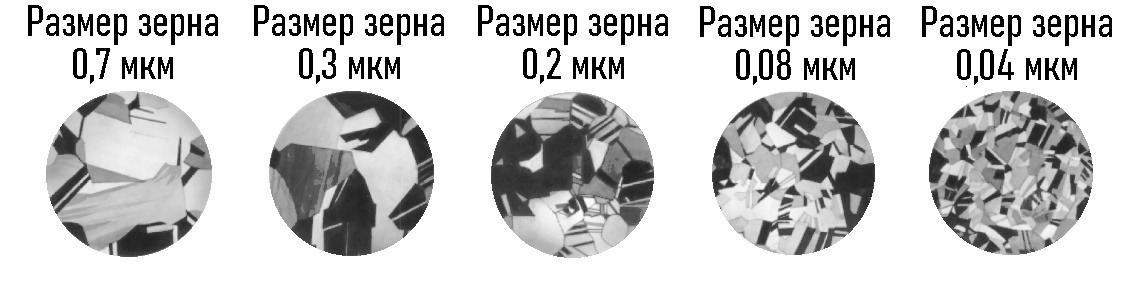
Большинство производителей дешёвых инструментов используют порошок с размером зёрен 1,4–3,4 мкм. В то же время компании AHNO и другие бренды премиум-класса используют порошки с размером зёрен 0,2–0,5 мкм, что в семь раз меньше. Благодаря использованию мелкозернистых порошков полезные свойства инструмента возрастают в несколько раз.
Следует также отметить, что с уменьшением размера зерна прочность материала на изгиб снижается.
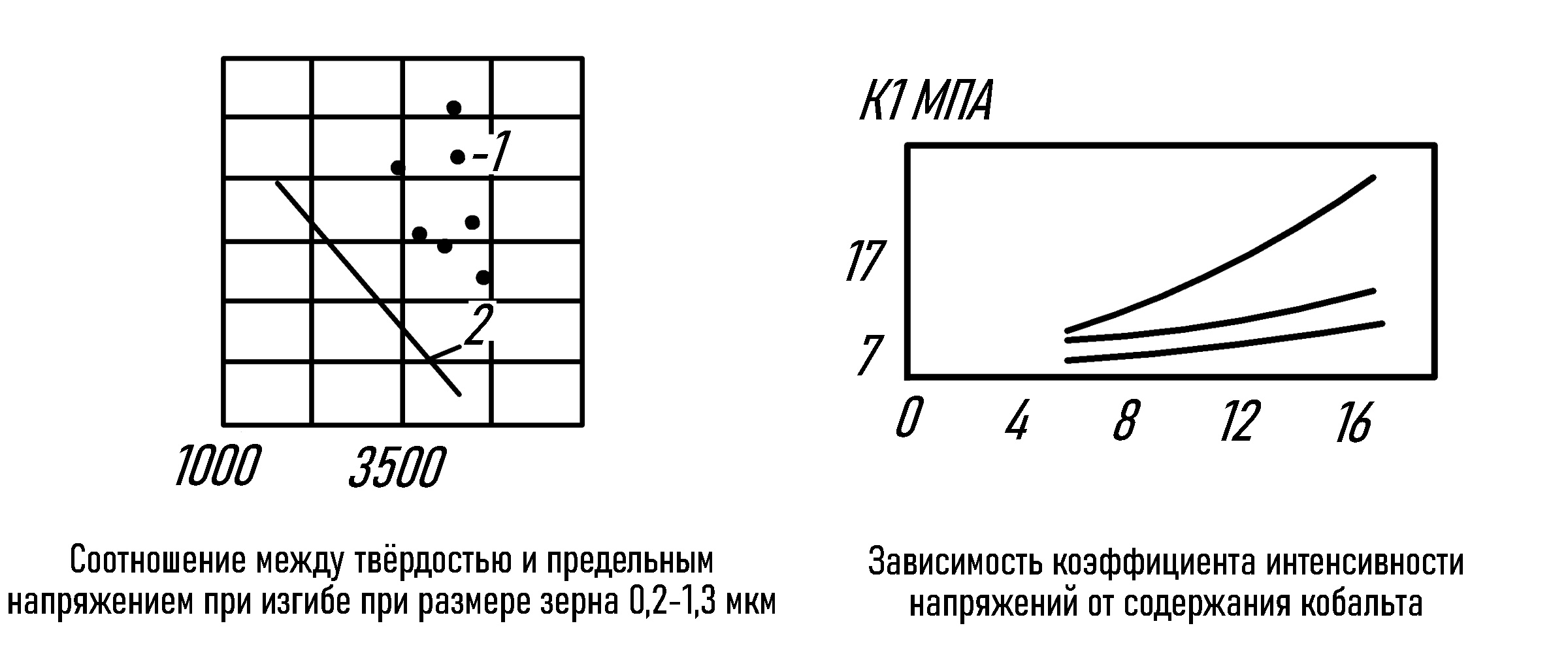
Это делает инструмент более чувствительным к вибрациям устаревшего оборудования и другим воздействиям.
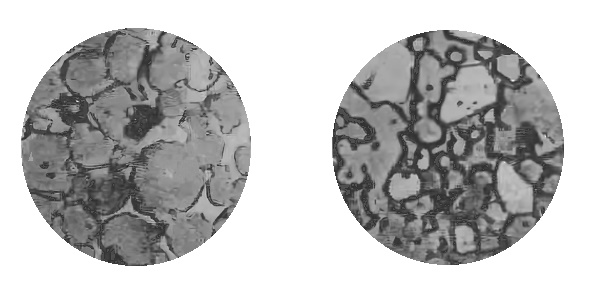
Однородность структуры и равномерность зёрен порошков в заготовке
Это важные факторы, определяющие качество твёрдосплавного инструмента.
Стабильность качества твёрдосплавного инструмента зависит от однородности структуры твёрдого сплава и отсутствия пор в нём. Для достижения стабильности структуры необходимо использовать порошок с зёрнами примерно одинакового размера и специальные печи с контролируемым отводом тепла во время спекания твёрдого сплава. В противном случае инструмент может иметь нестабильное качество и внезапные отказы в работе.
Если используется порошок с неравномерными размерами зёрен, то можно столкнуться с ситуацией, когда одно сверло будет работать хорошо, а другое – значительно хуже или вообще не будет работать. Это связано с тем, что, как уже было сказано, материалы с разной зернистостью имеют различные механические свойства. Поэтому при обработке они будут вести себя по-разному в зависимости от того, на какой кристалл попадёт срезаемый слой стружки.
Если же при спекании нарушен режим отвода тепла, то между кристаллами порошка могут образоваться поры. А если перегреть материал, то сначала произойдёт плавка, а затем неконтролируемый рост кристаллов. В результате мы столкнёмся с неожиданными поломками и отказами инструмента. Это может привести к браку продукции, травме рабочего или поломке станка, поскольку поломка инструмента в процессе работы не всегда безопасна.
Для решения этих проблем необходимо высокотехнологичное оборудование и квалифицированный персонал, которым обладает компания AHNO. К сожалению, не многие компании готовы и могут себе это позволить.
Правильность геометрической формы кристаллов
В современном машиностроении также используется технология однонаправленного роста кристаллов INVEIO. Она обеспечивает однонаправленный рост кристаллов в покрытии инструмента. Благодаря этой технологии в покрытии достигаются два полезных эффекта:
1. Плотно расположенные кристаллы значительно уменьшают теплопроводность. Это позволяет не пропускать тепло в тело инструмента, а отводить его из зоны резания в стружку и в смазочно-охлаждающую жидкость (СОЖ).
2. Кроме того, это существенно сокращает образование лунок на поверхности инструмента, что повышает его износостойкость.
Чем более округлые формы кристаллов, тем они более устойчивые к внешним механическим воздействиям и соответственно сверло с более округлыми кристаллами будет иметь лучшую стойкость.
В результате применения этой технологии скорость обработки с помощью инструментов, изготовленных по данной технологии, возрастает на 50–100% в зависимости от типа инструмента.
Давайте подведём промежуточные итоги и сравним возможности твердосплавного сверла, изготовленного по новым технологиям, с возможностями сверла, созданного по технологиям 1970-х годов. При этом химический состав обоих свёрл будет одинаковым.
Для удобства сравнения мы примем каждый параметр сверла, созданного в 1970-х годах, за единицу.
Износостойкость
Как мы уже выяснили, износостойкость сильно зависит от размера зерна. В 1970-х годах размер зерна порошка составлял 1,4–3,4 мкм. У большинства современных компаний, производящих недорогой инструмент, этот показатель также равен 1,4–3,4 мкм. Однако у свёрл немецко-китайской компании AHNO размер зерна составляет всего 0,2–0,5 мкм. Благодаря уменьшению размера зерна стойкость инструмента возрастает в 2–3 раза.
Если же применить одну из инновационных технологий покрытия, то стойкость увеличивается ещё в 2 раза. В итоге, при использовании только описанных технологий, стойкость инструмента возрастает в 4–6 раз при одинаковом химическом составе.
Но это далеко не все инновационные технологии, которые используются при изготовлении свёрл AHNO. Давайте продолжим знакомиться с ними в производстве премиального инструмента.
Новый способ нанесения покрытий
В ходе многочисленных исследований было обнаружено, что размер кристаллов нанесённых покрытий существенно влияет на стойкость инструмента. При уменьшении размера кристаллов получается более плотная кристаллическая решётка, так как расстояние между кристаллами также уменьшается. Это увеличивает стойкость покрытия к стиранию и, соответственно, повышает долговечность сверла.
Особенно заметно это преимущество при многослойных покрытиях. Уменьшение зернистости улучшает крепление покрытий друг к другу, что улучшает их механические свойства и теплопроводность. Снижение теплопроводности, в свою очередь, предохраняет твёрдый сплав от перегрева.
Следует отметить, что эта технология мелкозернистого покрытия появилась относительно недавно, и не все производители, даже премиальных брендов, пока ею обладают.
Геометрические параметры сверла
На работоспособность инструмента значительное влияние оказывает его конструкция и геометрические параметры. Это особенно важно, поскольку благодаря инновационным технологиям мы получаем новые материалы с улучшенными механическими свойствами. Это приводит к изменениям не только в геометрических параметрах новых инструментов, но и в их химических составах. Например, если мы увеличиваем прочность сплава, то целесообразно изменить его химический состав, чтобы повысить износостойкость. В результате выросшей износостойкости инструмента можно увеличить режимы обработки сверла. Это, в свою очередь, может привести к изменению геометрии сверла и стружечных канавок, так как на разных режимах обработки образуется разная стружка.
Развитие технологий в изменении геометрии инструментов также идёт параллельно с появлением новых покрытий и строением материалов. Давайте рассмотрим инновационную геометрию свёрл AHNO.
Твердосплавное сверло состоит из следующих частей:
* хвостовик;
* стружечные канавки;
* ленточка сверла;
* перемычка;
* подточка;
* задняя и передняя поверхность режущей кромки;
* каналы для подвода СОЖ.
Хвостовик
| Хвостовик сверла представляет собой цилиндр, точность изготовления которого соответствует квалитету 6h. Это позволяет надёжно закреплять инструмент в любом современном оснащении с цилиндрическим хвостовиком. | 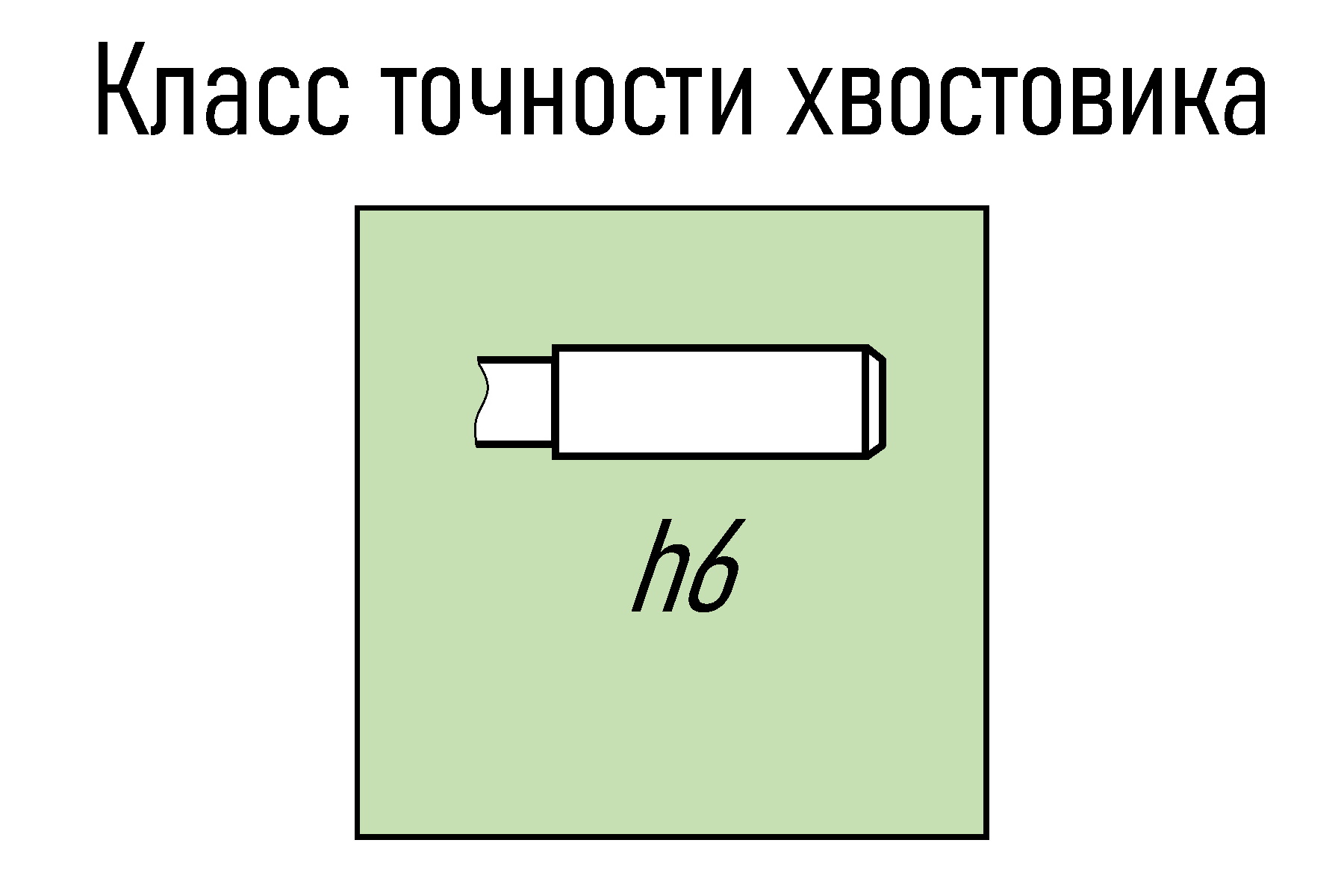 |
Стружечные канавки
| Угол подъёма стружечной канавки для свёрл составляет 30°, что соответствует стандарту. Все поверхности стружечных канавок для отвода СОЖ имеют высокую шероховатость, благодаря чему стружка легко сходит. С одной стороны кромки стружечной канавки имеется скругление, улучшающее отвод стружки из отверстия. | 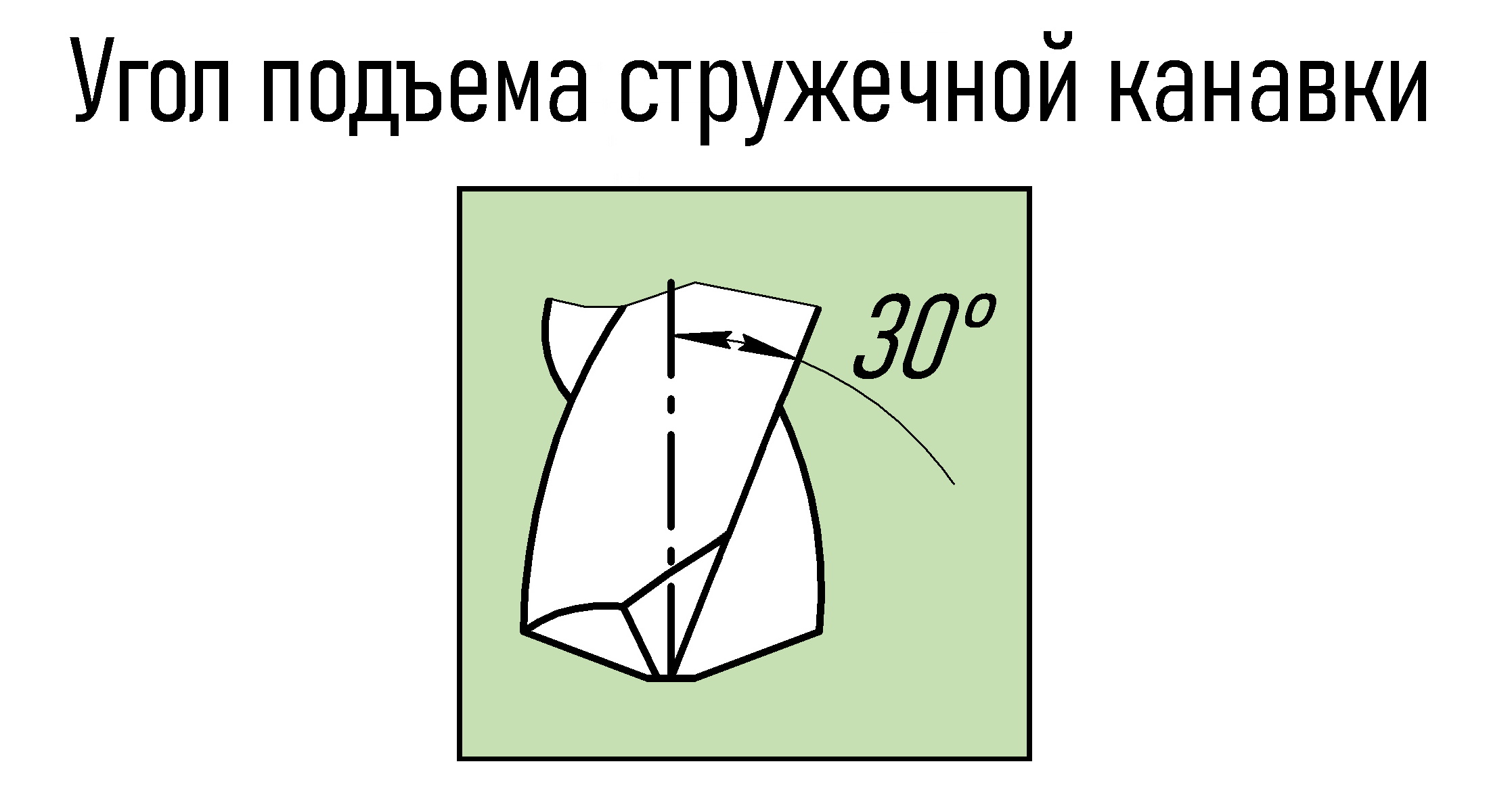 |
Ленточка сверла
| Сверла AHNO до длины 8D имеют двойную ленточку. Благодаря этому снижается износ сверла по ленточке и улучшается качество обрабатываемой поверхности. Кроме того, данная уникальная конструкция увеличивает площадь охлаждения сверла и облегчает попадание смазочно-охлаждающей жидкости (СОЖ) на его заднюю поверхность, особенно при использовании наружного способа подачи СОЖ. |  |
Перемычка
В центре сверла практически отсутствует перемычка, что уменьшает усилия, необходимые для продавливания металла при сверлении. Этот тип перемычки характерен для свёрл, изготовленных из твёрдого сплава.
Подточки
| Подточки на свёрлах с обеих сторон уменьшают осевую нагрузку при резании. Они выполнены только со стороны заднего угла, что не меняет геометрию передней поверхности, но уменьшает перемычку. |  |
Задняя и передняя поверхности режущей кромки
Задняя и передняя поверхности режущей кромки сверла имеют особую форму.
Задняя поверхность сверла заточена сложным образом. Возле режущей кромки угол минимален, что позволяет максимально укрепить эту часть инструмента. Затем на половине длины задней поверхности идёт ступенчатое уменьшение угла. С одной стороны, это поддерживает прочность режущей кромки, а с другой — предотвращает затирание задней поверхности об обрабатываемый материал. Благодаря такой форме задней поверхности на режущую кромку лучше попадает смазочно-охлаждающая жидкость (СОЖ) во время работы. Это улучшает процесс резания. В последней трети задней поверхности угол снова увеличивается. Это нужно для того, чтобы СОЖ ещё лучше попадала в зону резания и охлаждала большую площадь поверхности.
На передней поверхности сверла выполнено скругление, которое ведёт в профиль стружечной канавки. С одной стороны, это деформирует стружку в зоне резания, что облегчает её отвод из этой зоны. С другой стороны, деформированная стружка меньше забивает стружечную канавку. Кроме того, такой профиль немного улучшает охлаждение режущей кромки за счёт увеличения площади охлаждаемой поверхности.
Каналы для подвода СОЖ
|
В ассортименте компании AHNO представлены твердосплавные свёрла с внутренними каналами для подвода смазывающе-охлаждающей жидкости (СОЖ) и без них. Свёрла с внутренними каналами оптимальны для использования на станках, которые не позволяют подавать СОЖ под высоким давлением через шпиндель. Это особенно актуально при давлении СОЖ до 50 бар и работе с инструментами премиум-класса, например, если необходимо сверлить большое количество отверстий одного диаметра. Ведь при высоких скоростях резания, характерных для премиальных инструментов, требуется интенсивное охлаждение. |
  |
Сравнительное испытание свёрл AHNO с изделиями других брендов
Сравнительные испытания были проведены с целью определить соотношение цены и качества свёрл AHNO по сравнению с продукцией других брендов, как премиальных, так и из более доступного сегмента. Без преувеличения можем с уверенностью сказать, что сверла AHNO являются лучшим предложением на Российском и мировом рынке.
Первые испытания проводились с дешёвыми свёрлами на плите из стали 12Х18Н10Т толщиной 20 миллиметров. Использовались свёрла диаметром 5,2 миллиметра без внутреннего подвода СОЖ. Обработка осуществлялась с наружной подачей СОЖ, при этом каждые 5 миллиметров свёрла выводились из зоны резания.
При одинаковых режимах обработки свёрла AHNO продемонстрировали стойкость в несколько раз выше, чем изделия некоторых китайских производителей. Акты испытаний доступны по ссылке.
Инженеры нашей компании провели сравнительные испытания свёрл различных премиальных брендов. Во время испытаний мы периодически осматривали свёрла и обнаружили, что свёрла AHNO изнашиваются медленнее и показали более высокое качество, чем конкурирующие компании европейских и южно-корейских брендов. Это происходит благодаря инновационному оснащению компании самыми современными технологиями и оборудованием.
Также мы протестировали свёрла с внутренней подачей СОЖ на станке с давлением СОЖ 40 бар. При серийном производстве деталей с большим количеством отверстий свёрла AHNO показали себя гораздо лучше конкурентов, в том числе известных премиальных брендов, представленных на Российском и мировом рынках.
После анализа различных факторов, таких как цена и качество, наши специалисты пришли к выводу, что эта продукция обладает самым лучшим соотношением цены и качества. В связи с этим было принято решение о развитии продаж этого бренда в России. На данный момент мы являемся единственными представителями торговой марки AHNO на Российском рынке.
Весь инструмент, производимый компанией, соответствует европейским стандартам качества, так как изготавливается в соответствии с немецкими технологиями на станках Walter из европейского сырья.
Твердосплавные монолитные сверла по металлу можно купить в интернет-магазине www.ahno-tool.ru.
AHNO ВХОДИТ В ГРУППУ КОМПАНИЙ SANDVIK
Акты испытаний инструмента ТМ AHNO
Твердосплавные монолитные свёрла AHNO
Сегодня на Российском рынке можно найти множество производителей твердосплавных свёрл по металлу и других инструментов из твёрдых сплавов, которые отличаются по цене и качеству. Это связано с разными подходами компаний к ценообразованию, а также с тем, что себестоимость инструментов зависит от их качества и технологии производства.
Изготовление качественного твердосплавного инструмента — сложный и затратный процесс, несмотря на то, что на первый взгляд он может показаться простым. Рассмотрим некоторые важные улучшения в конструкции и производстве твердосплавных свёрл на примере новейшей компании AHNO (принадлежит компании Sandvik), которая находится на стыке немецкой и китайской производственных культур и зарекомендовала себя лучшей в России.
Качество свёрл зависит от химического и кристаллографического состава материала, из которого они изготовлены.
Чтобы получить высококачественные твёрдосплавные свёрла, необходимо использовать материал с подходящим химическим составом, обеспечить однородность его структуры и провести термообработку, которая придаст материалу нужные свойства.
Для этого требуется сложное технологическое оборудование и значительные ресурсы.
Механические свойства инструмента зависят от:
* химического состава сверла;
* размера зёрен порошков, из которых изготовлена заготовка;
* однородности структуры и равномерности зёрен порошков в заготовке;
* правильности геометрической формы кристаллов;
* геометрических параметров сверла;
* качества твердосплавного покрытия и его нанесения;
* отделочных операций на поверхностях свёрл перед покрытием.
Химический состав свёрл
Несмотря на то, что влияние химических элементов на механические свойства инструментов активно изучалось в середине XX века, работа по совершенствованию химических составов продолжается и в настоящее время. Это связано, в частности, с изменением размеров и форм кристаллов при добавлении легирующих элементов, таких как ванадий. В остальном химический состав твёрдосплавных порошков определяется процентным содержанием карбидов тантала, титана, вольфрама и кобальта. Увеличение содержания одних элементов повышает одни свойства материала и снижает другие. Например, повышение содержания тантала в сплаве увеличивает износостойкость (свёрла меньше затупляются при работе на высоких скоростях), но при этом повышается температура плавления сплава и снижается его прочность. Повышенное содержание ванадия увеличивает прочность материала, но снижает его износостойкость (сверло начинает быстрее затупляться). Поэтому главная цель подбора химического состава сверла для обработки конкретных групп материалов — это выбор оптимального баланса необходимых свойств для высокоэффективной обработки.
Размер зёрен порошков, из которых изготовлена заготовка
Современные научные исследования показывают, что не только химический состав материала, но и размер зёрен порошка в заготовке определяют характеристики инструмента.
Например, если химический состав заготовок полностью идентичен, но размер зёрен различается в два раза, то твёрдость заготовки может увеличиться примерно на 30%. Кроме того, при уменьшении размера зёрен снижается теплопроводность материала. Это способствует лучшему отводу тепла в стружку и, как следствие, повышает износостойкость (сопротивление трению) инструментального материала.
При уменьшении размера зерна в три раза механические свойства твёрдого сплава начинают резко снижаться, когда температура достигает так называемой «температуры красностойкости». Теплопроводность при этом падает примерно на 25%.
Если химический состав порошков полностью идентичен, а размер зёрен уменьшается, то стойкость инструмента можно увеличить в 2–3 раза.
Большинство производителей дешёвых инструментов используют порошок с размером зёрен 1,4–3,4 мкм. В то же время компании AHNO и другие бренды премиум-класса используют порошки с размером зёрен 0,2–0,5 мкм, что в семь раз меньше. Благодаря использованию мелкозернистых порошков полезные свойства инструмента возрастают в несколько раз.
Следует также отметить, что с уменьшением размера зерна прочность материала на изгиб снижается.
Это делает инструмент более чувствительным к вибрациям устаревшего оборудования и другим воздействиям.
Однородность структуры и равномерность зёрен порошков в заготовке
Это важные факторы, определяющие качество твёрдосплавного инструмента.
Стабильность качества твёрдосплавного инструмента зависит от однородности структуры твёрдого сплава и отсутствия пор в нём. Для достижения стабильности структуры необходимо использовать порошок с зёрнами примерно одинакового размера и специальные печи с контролируемым отводом тепла во время спекания твёрдого сплава. В противном случае инструмент может иметь нестабильное качество и внезапные отказы в работе.
Если используется порошок с неравномерными размерами зёрен, то можно столкнуться с ситуацией, когда одно сверло будет работать хорошо, а другое – значительно хуже или вообще не будет работать. Это связано с тем, что, как уже было сказано, материалы с разной зернистостью имеют различные механические свойства. Поэтому при обработке они будут вести себя по-разному в зависимости от того, на какой кристалл попадёт срезаемый слой стружки.
Если же при спекании нарушен режим отвода тепла, то между кристаллами порошка могут образоваться поры. А если перегреть материал, то сначала произойдёт плавка, а затем неконтролируемый рост кристаллов. В результате мы столкнёмся с неожиданными поломками и отказами инструмента. Это может привести к браку продукции, травме рабочего или поломке станка, поскольку поломка инструмента в процессе работы не всегда безопасна.
Для решения этих проблем необходимо высокотехнологичное оборудование и квалифицированный персонал, которым обладает компания AHNO. К сожалению, не многие компании готовы и могут себе это позволить.
Правильность геометрической формы кристаллов
В современном машиностроении также используется технология однонаправленного роста кристаллов INVEIO. Она обеспечивает однонаправленный рост кристаллов в покрытии инструмента. Благодаря этой технологии в покрытии достигаются два полезных эффекта:
1. Плотно расположенные кристаллы значительно уменьшают теплопроводность. Это позволяет не пропускать тепло в тело инструмента, а отводить его из зоны резания в стружку и в смазочно-охлаждающую жидкость (СОЖ).
2. Кроме того, это существенно сокращает образование лунок на поверхности инструмента, что повышает его износостойкость.
Чем более округлые формы кристаллов, тем они более устойчивые к внешним механическим воздействиям и соответственно сверло с более округлыми кристаллами будет иметь лучшую стойкость.
В результате применения этой технологии скорость обработки с помощью инструментов, изготовленных по данной технологии, возрастает на 50–100% в зависимости от типа инструмента.
Давайте подведём промежуточные итоги и сравним возможности твердосплавного сверла, изготовленного по новым технологиям, с возможностями сверла, созданного по технологиям 1970-х годов. При этом химический состав обоих свёрл будет одинаковым.
Для удобства сравнения мы примем каждый параметр сверла, созданного в 1970-х годах, за единицу.
Износостойкость
Как мы уже выяснили, износостойкость сильно зависит от размера зерна. В 1970-х годах размер зерна порошка составлял 1,4–3,4 мкм. У большинства современных компаний, производящих недорогой инструмент, этот показатель также равен 1,4–3,4 мкм. Однако у свёрл немецко-китайской компании AHNO размер зерна составляет всего 0,2–0,5 мкм. Благодаря уменьшению размера зерна стойкость инструмента возрастает в 2–3 раза.
Если же применить одну из инновационных технологий покрытия, то стойкость увеличивается ещё в 2 раза. В итоге, при использовании только описанных технологий, стойкость инструмента возрастает в 4–6 раз при одинаковом химическом составе.
Но это далеко не все инновационные технологии, которые используются при изготовлении свёрл AHNO. Давайте продолжим знакомиться с ними в производстве премиального инструмента.
Новый способ нанесения покрытий
В ходе многочисленных исследований было обнаружено, что размер кристаллов нанесённых покрытий существенно влияет на стойкость инструмента. При уменьшении размера кристаллов получается более плотная кристаллическая решётка, так как расстояние между кристаллами также уменьшается. Это увеличивает стойкость покрытия к стиранию и, соответственно, повышает долговечность сверла.
Особенно заметно это преимущество при многослойных покрытиях. Уменьшение зернистости улучшает крепление покрытий друг к другу, что улучшает их механические свойства и теплопроводность. Снижение теплопроводности, в свою очередь, предохраняет твёрдый сплав от перегрева.
Следует отметить, что эта технология мелкозернистого покрытия появилась относительно недавно, и не все производители, даже премиальных брендов, пока ею обладают.
Геометрические параметры сверла
На работоспособность инструмента значительное влияние оказывает его конструкция и геометрические параметры. Это особенно важно, поскольку благодаря инновационным технологиям мы получаем новые материалы с улучшенными механическими свойствами. Это приводит к изменениям не только в геометрических параметрах новых инструментов, но и в их химических составах. Например, если мы увеличиваем прочность сплава, то целесообразно изменить его химический состав, чтобы повысить износостойкость. В результате выросшей износостойкости инструмента можно увеличить режимы обработки сверла. Это, в свою очередь, может привести к изменению геометрии сверла и стружечных канавок, так как на разных режимах обработки образуется разная стружка.
Развитие технологий в изменении геометрии инструментов также идёт параллельно с появлением новых покрытий и строением материалов. Давайте рассмотрим инновационную геометрию свёрл AHNO.
Твердосплавное сверло состоит из следующих частей:
* хвостовик;
* стружечные канавки;
* ленточка сверла;
* перемычка;
* подточка;
* задняя и передняя поверхность режущей кромки;
* каналы для подвода СОЖ.
Хвостовик
Хвостовик сверла представляет собой цилиндр, точность изготовления которого соответствует квалитету 6h. Это позволяет надёжно закреплять инструмент в любом современном оснащении с цилиндрическим хвостовиком.
Стружечные канавки
Угол подъёма стружечной канавки для свёрл составляет 30°, что соответствует стандарту. Все поверхности стружечных канавок для отвода СОЖ имеют высокую шероховатость, благодаря чему стружка легко сходит. С одной стороны кромки стружечной канавки имеется скругление, улучшающее отвод стружки из отверстия.
Ленточка сверла
Сверла AHNO до длины 8D имеют двойную ленточку. Благодаря этому снижается износ сверла по ленточке и улучшается качество обрабатываемой поверхности. Кроме того, данная уникальная конструкция увеличивает площадь охлаждения сверла и облегчает попадание смазочно-охлаждающей жидкости (СОЖ) на его заднюю поверхность, особенно при использовании наружного способа подачи СОЖ.
Перемычка
В центре сверла практически отсутствует перемычка, что уменьшает усилия, необходимые для продавливания металла при сверлении. Этот тип перемычки характерен для свёрл, изготовленных из твёрдого сплава.
Подточки
Подточки на свёрлах с обеих сторон уменьшают осевую нагрузку при резании. Они выполнены только со стороны заднего угла, что не меняет геометрию передней поверхности, но уменьшает перемычку.
Задняя и передняя поверхности режущей кромки
Задняя и передняя поверхности режущей кромки сверла имеют особую форму.
Задняя поверхность сверла заточена сложным образом. Возле режущей кромки угол минимален, что позволяет максимально укрепить эту часть инструмента. Затем на половине длины задней поверхности идёт ступенчатое уменьшение угла. С одной стороны, это поддерживает прочность режущей кромки, а с другой — предотвращает затирание задней поверхности об обрабатываемый материал. Благодаря такой форме задней поверхности на режущую кромку лучше попадает смазочно-охлаждающая жидкость (СОЖ) во время работы. Это улучшает процесс резания. В последней трети задней поверхности угол снова увеличивается. Это нужно для того, чтобы СОЖ ещё лучше попадала в зону резания и охлаждала большую площадь поверхности.
На передней поверхности сверла выполнено скругление, которое ведёт в профиль стружечной канавки. С одной стороны, это деформирует стружку в зоне резания, что облегчает её отвод из этой зоны. С другой стороны, деформированная стружка меньше забивает стружечную канавку. Кроме того, такой профиль немного улучшает охлаждение режущей кромки за счёт увеличения площади охлаждаемой поверхности.
Каналы для подвода СОЖ
В ассортименте компании AHNO представлены твердосплавные свёрла с внутренними каналами для подвода смазывающе-охлаждающей жидкости (СОЖ) и без них.
Свёрла с внутренними каналами оптимальны для использования на станках, которые не позволяют подавать СОЖ под высоким давлением через шпиндель. Это особенно актуально при давлении СОЖ до 50 бар и работе с инструментами премиум-класса, например, если необходимо сверлить большое количество отверстий одного диаметра. Ведь при высоких скоростях резания, характерных для премиальных инструментов, требуется интенсивное охлаждение.
Сравнительное испытание свёрл AHNO с изделиями других брендов
Сравнительные испытания были проведены с целью определить соотношение цены и качества свёрл AHNO по сравнению с продукцией других брендов, как премиальных, так и из более доступного сегмента. Без преувеличения можем с уверенностью сказать, что сверла AHNO являются лучшим предложением на Российском и мировом рынке.
Первые испытания проводились с дешёвыми свёрлами на плите из стали 12Х18Н10Т толщиной 20 миллиметров. Использовались свёрла диаметром 5,2 миллиметра без внутреннего подвода СОЖ. Обработка осуществлялась с наружной подачей СОЖ, при этом каждые 5 миллиметров свёрла выводились из зоны резания.
При одинаковых режимах обработки свёрла AHNO продемонстрировали стойкость в несколько раз выше, чем изделия некоторых китайских производителей. Акты испытаний доступны по ссылке.
Инженеры нашей компании провели сравнительные испытания свёрл различных премиальных брендов. Во время испытаний мы периодически осматривали свёрла и обнаружили, что свёрла AHNO изнашиваются медленнее и показали более высокое качество, чем конкурирующие компании европейских и южно-корейских брендов. Это происходит благодаря инновационному оснащению компании самыми современными технологиями и оборудованием.
Также мы протестировали свёрла с внутренней подачей СОЖ на станке с давлением СОЖ 40 бар. При серийном производстве деталей с большим количеством отверстий свёрла AHNO показали себя гораздо лучше конкурентов, в том числе известных премиальных брендов, представленных на Российском и мировом рынках.
После анализа различных факторов, таких как цена и качество, наши специалисты пришли к выводу, что эта продукция обладает самым лучшим соотношением цены и качества. В связи с этим было принято решение о развитии продаж этого бренда в России. На данный момент мы являемся единственными представителями торговой марки AHNO на Российском рынке.
Весь инструмент, производимый компанией, соответствует европейским стандартам качества, так как изготавливается в соответствии с немецкими технологиями на станках Walter из европейского сырья.
Твердосплавные монолитные сверла по металлу можно купить в интернет-магазине www.ahno-tool.ru.