Сменные многогранные пластины
Сменные многогранные пластины стали неотъемлемой частью современного машиностроения и применяются практически на всех машиностроительных предприятиях и в смежных отраслях. Их история началась в США, где были созданы первые неперетачиваемые пластины из твёрдых сплавов, что привело к значительному прогрессу в области машиностроения.
Сегодня существует огромное разнообразие видов и типов твердосплавных пластин по металлу, которые классифицируются в зависимости от их применения. В частности, пластины делятся на:
— Токарные пластины, соответствующие стандарту ISO.
— Токарные пластины, не стандартизированные по ISO, например, пластины для нарезки резьб, канавок и отрезные пластины.
— Фрезерные пластины.
— Пластины для резьбонарезания.
— Пластины для свёрл.
В этой статье мы расскажем, как правильно расшифровывать стандартные токарные пластины, соответствующие стандартам ISO.
Токарные пластины, соответствующие стандарту ISO
Токарные пластины используются для обработки деталей на токарных станках. Они предназначены для обработки поверхностей, которые получаются в результате вращения детали.
Токарные пластины имеют стандартизированные формы, габаритные и присоединительные размеры, поэтому они выглядят одинаково у разных производителей. Например, согласно международному стандарту ISO, у токарных пластин есть определённые требования к их форме и размерам.
Согласно международному стандарту ISO, у токарных пластин стандартизированы:
* форма пластины;
* размеры пластин;
* посадочные поверхности пластин;
* геометрия пластин.
Остальные параметры, такие как покрытие, наличие стружколома, химический и кристаллографический состав пластины, могут отличаться у разных производителей.
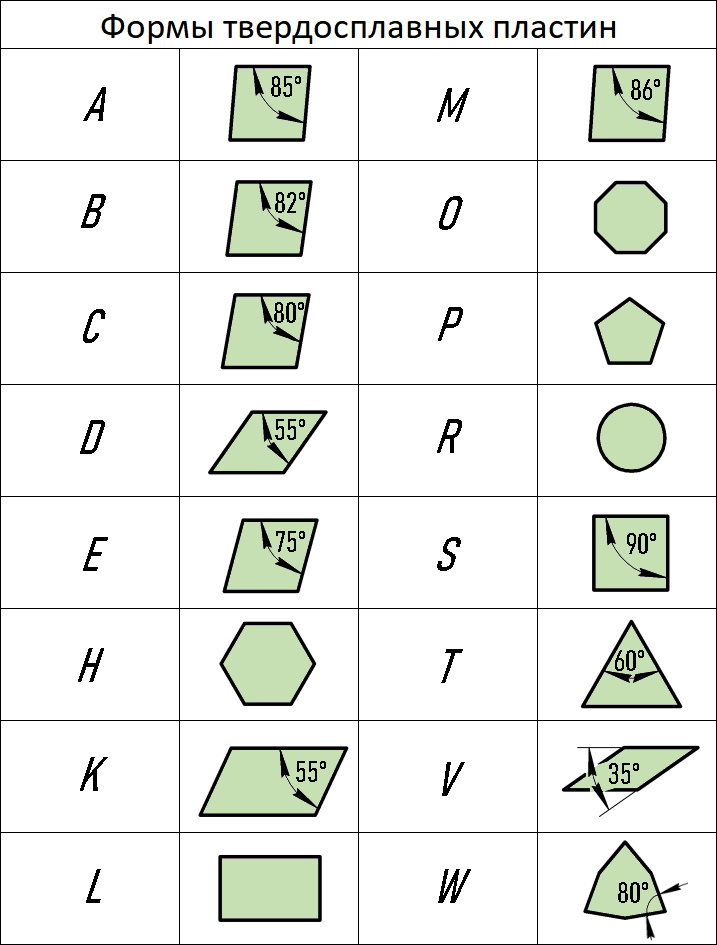
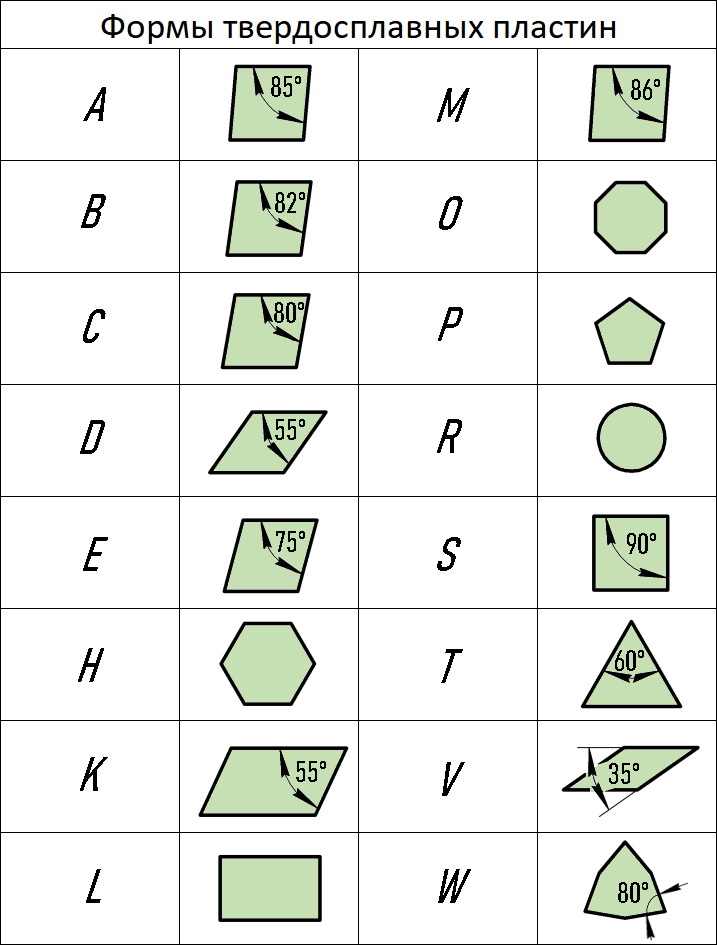
Давайте рассмотрим основные формы токарных пластин:
C — ромбовидная пластина с углом при вершине 80°;
D — ромбовидная пластина с углом при вершине 55°;
R — круглая пластина;
S — квадратная пластина;
T — пластина в форме равностороннего треугольника;
V — ромбовидная пластина с углом при вершине 35°;
W — пластина в форме ломанного треугольника.
Пластина формы C (ромбовидная пластина с углом при вершине 80°) является одной из самых распространённых в токарной обработке. Благодаря своей форме она хорошо держится в державке или токарном блоке и обеспечивает эффективную обработку во многих случаях, особенно при черновой обработке или при снятии большого слоя металла.
D — Эта форма пластины (ромбовидная пластина с углом при вершине 55°) довольно популярна и обычно используется для чистовой обработки материалов со средней и небольшой толщиной срезаемого слоя. Это связано с тем, что из-за меньшей величины заднего угла прочность пластины снижается, но зато повышается точность обработки и улучшается качество поверхности.
R — Круглые пластины в основном применяются для обработки радиусов и точения радиусных поверхностей. Они также используются для обработки закалённых материалов с небольшим срезаемым слоем. Это возможно благодаря форме пластины, которая позволяет работать с большей подачей по сравнению с другими формами пластин.
S — Квадратные пластины используется в основном для черновой обработки и тяжёлого точения. Они подходит для обработки цилиндрических поверхностей без уступов и для точения деталей по торцам без уступов. Также их часто применяют при расточных операциях, что связано с прочной геометрией пластины. При её закреплении в державке или в расточной оправке образуется передний угол, который позволяет увеличить подачу без потери прочности пластины.
T — Пластины в форме равностороннего треугольника используются преимущественно для чистовой обработки. Их применяют для предварительного точения канавок под уплотнительные кольца или поверхностей под подшипники, а также для точения карманов в крышках, когда требуется пластина именно такой формы.
V — образные пластины (ромбовидная пластина с углом при вершине 35°) предназначены для чистовой обработки и точения сложных поверхностей. Благодаря большому переднему и заднему углу, они позволяют выполнять точение в труднодоступных местах и обеспечивают тонкое и чистовое точение.
W — образные пластины (в форме ломанного треугольника ) обычно используются для чистового точения несложных поверхностей. Они популярны благодаря большому количеству кромок, что делает их удобными для работы. Однако из-за малой длины стороны пластины они не могут срезать толстые слои металла. Кроме того, из-за своей формы они могут ненадёжно крепиться в случае сильного износа.
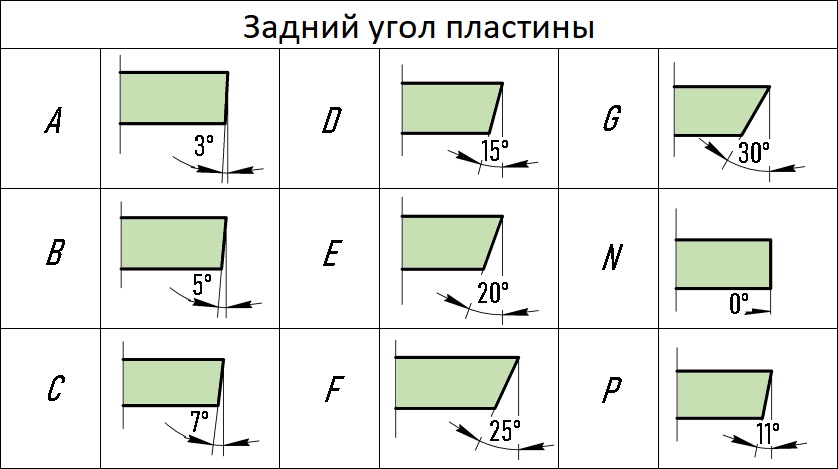
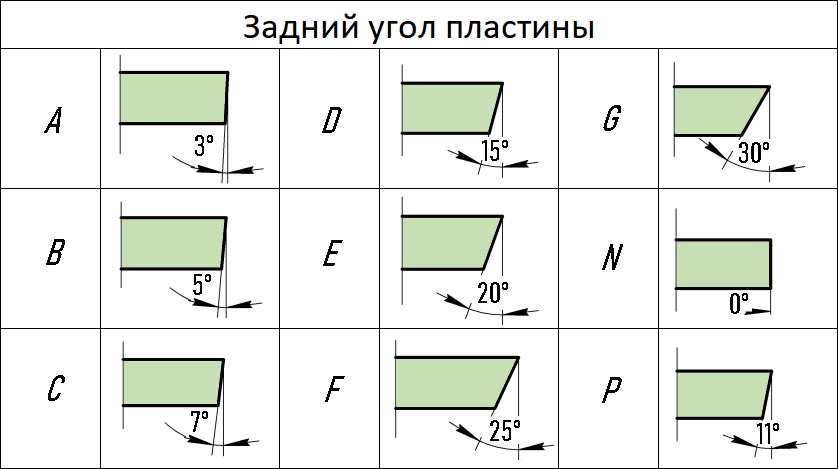
Также пластины различаются по наличию или отсутствию задних углов.
Основные углы резания, используемые при токарной обработке:
N — задний угол равен нулю;
С — задний угол 7°;
Р — задний угол 11°;
В — задний угол 5°.
N — Наиболее распространённый задний угол в токарных пластинах — нулевой. Такие пластины называют негативными, и они являются двусторонними. Это позволяет сократить расходы на закупку твердосплавных пластин. Кроме того, отсутствие заднего угла обеспечивает прочность пластин.
С — Пластины с задним углом в 7° используются на станках с небольшой мощностью. Наличие заднего угла снижает силы резания. Такие пластины (положительные) применяют при работе с материалами, требующими острой режущей кромки, например, жаростойкими сплавами, титаном и сплавами алюминия.
P — это задний угол пластины, равный 11°. Он используется для чистовой обработки мягких металлов и тонкостенных деталей, где силы резания имеют критическое значение. Однако этот угол применяется довольно редко, поскольку обычно потребности производства удовлетворяются пластинами с задними углами N и C.
Пластины с задними углами В обычно используются в тех же случаях, что и пластины с задними углами С. Однако у пластин с задними углами В режущая кромка менее острая, что делает её более прочной, по сравнению с пластинами, имеющими задние углы С. Такие пластины чаще всего применяются в авиационной отрасли и турбиностроении для обработки сложных материалов.
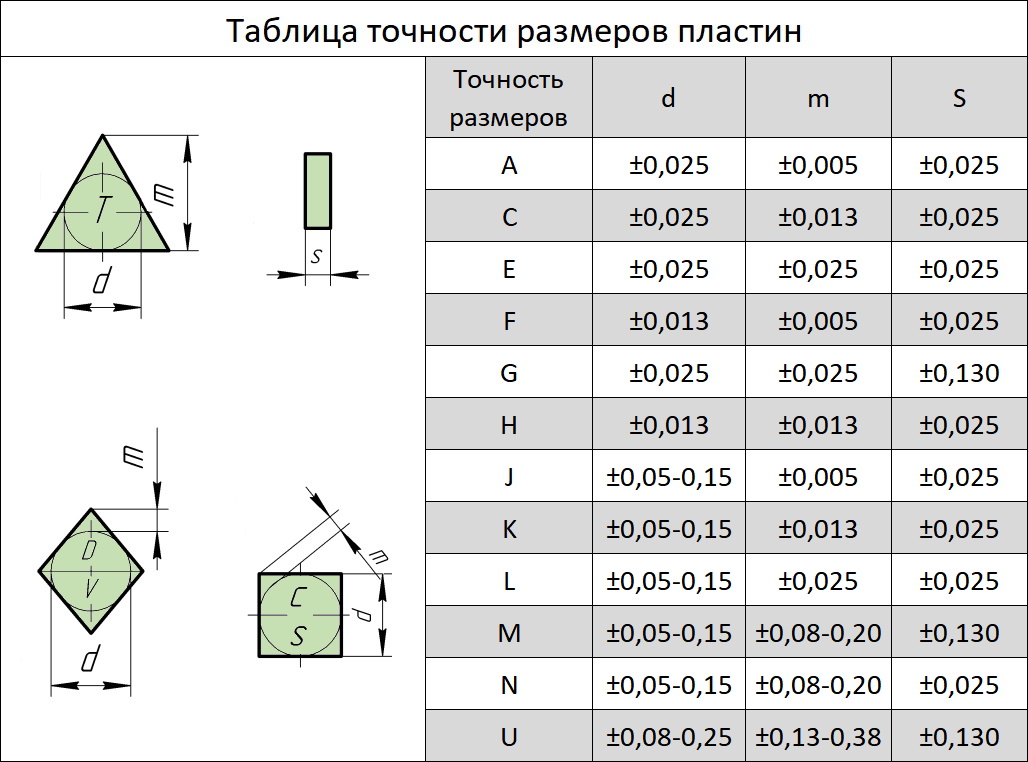
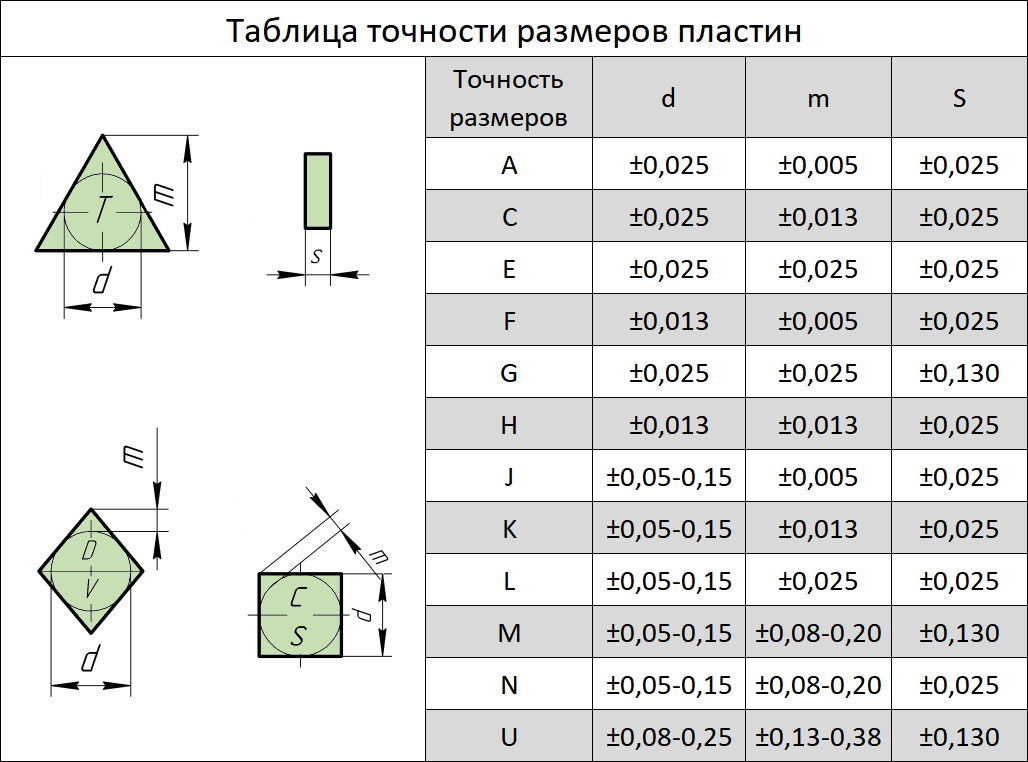
В токарных пластинах стандартизированы требования к их изготовлению. Основные точности стандартных токарных пластин:
М — пластины с нормальной точностью;
С — высокоточные пластины.
Большинство пластин (примерно 95%) изготавливаются с точностью М. Это связано с тем, что этой точности достаточно для установки пластины в державку и токарный блок. Небольшая погрешность установки пластины обычно не имеет значения. В некоторых случаях при чистовой обработке каждую отдельную кромку можно скорректировать с помощью корректора на стойке станка.
Пластины с точностью С обычно используются для тонкого точения. Они могут быть оснащены напаиваемыми пластинами из металлокерамики или кубического нитрида бора.
Эти пластины часто используются вместо шлифования для достижения высокой точности обработки. Однако из-за малых величин срезаемых слоёв и допусков на обрабатываемые поверхности, погрешность установки пластин становится критичной. Неправильная установка может привести к браку детали.
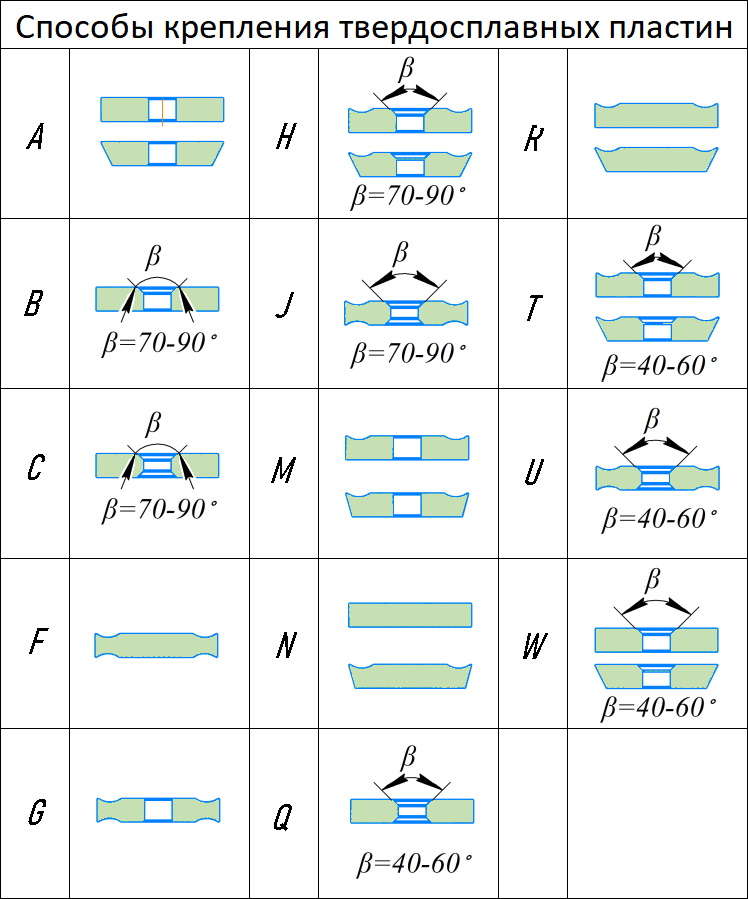
В твердосплавных пластинах стандартизированы посадочные отверстия и фаски. Типы крепления пластин обозначаются буквами.
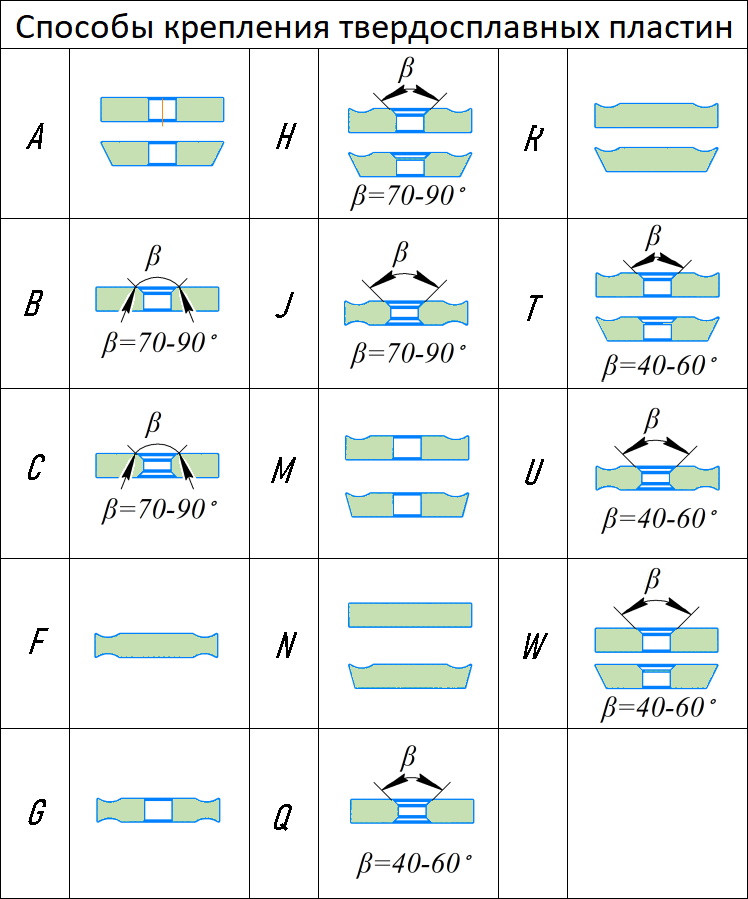
G — пластины с двусторонним стружколомом без фаски в отверстии. Пластины с такими посадочными поверхностями являются наиболее распространёнными, поскольку, как уже упоминалось, в машиностроении чаще всего используются двусторонние пластины.
Эти пластины очень удобны и экономичны, так как в них в два раза больше режущих кромок по сравнению с пластинами, которые крепятся по типу T.
Т — пластина с одним стружколомом и одной плоской опорной поверхностью с отверстием. В отверстии со стороны стружколома есть фаска. Пластины с таким типом крепления применяются для пластин с задним углом или для пластин, предназначенных для черновой и тяжёлой обработки. В этих случаях необходимо иметь гладкую опорную поверхность, чтобы пластина надёжно крепилась или чтобы режущие кромки не ломались со стороны опорной поверхности.
А — гладкая пластина с отверстием без фасок и стружколомов с отверстием. Используется для обработки сыпучих материалов, которые не требуют дробления стружки, например, чугуна, бронзы, баббита и других. Иногда такие пластины применяются для черновой обработки сталей.
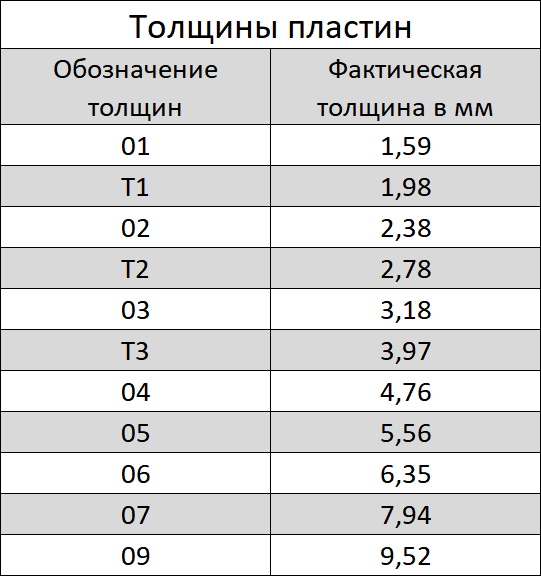
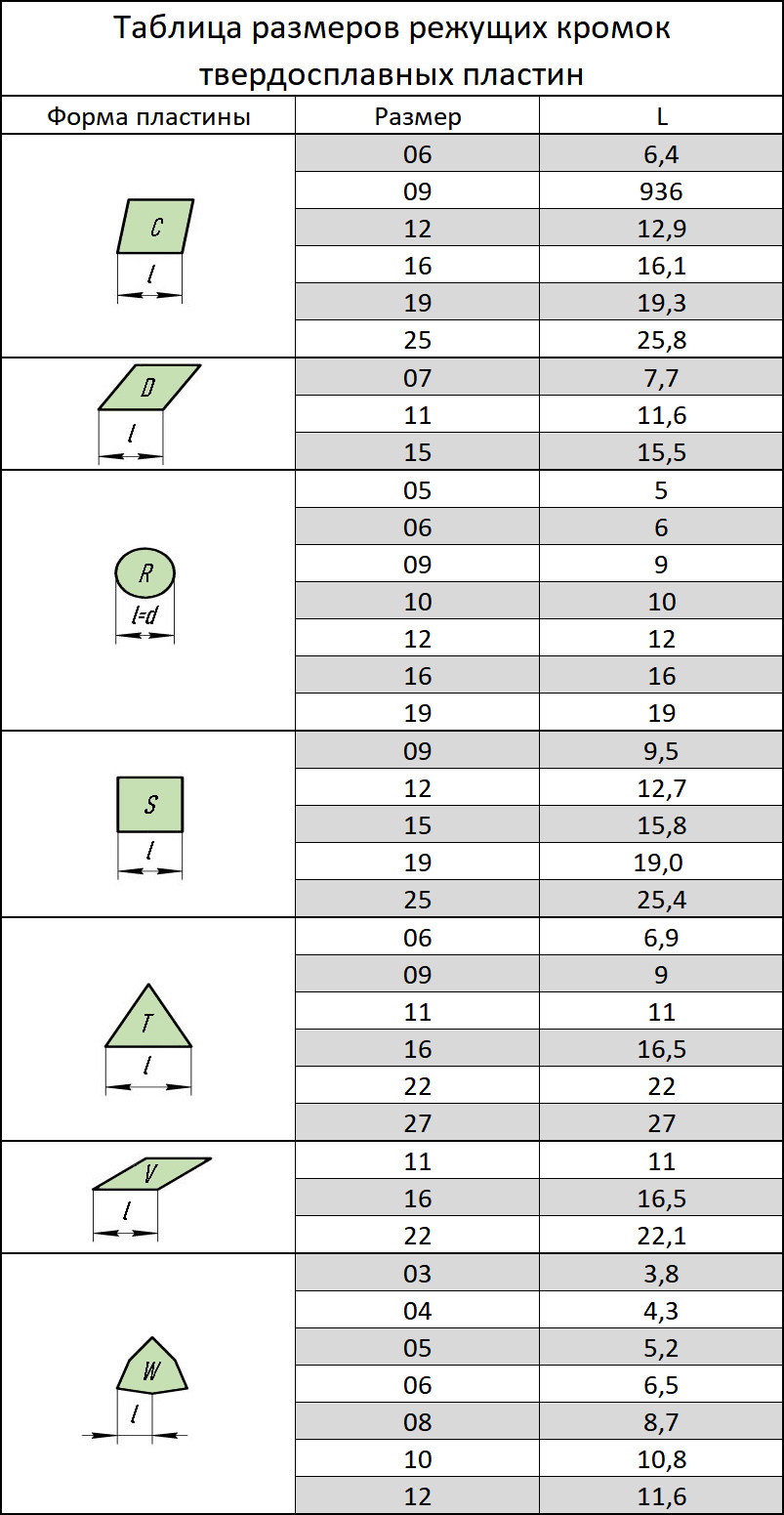
В стандарте ISO определены параметры пластин — это размеры сторон и толщина. Для каждой формы пластины установлены свои размеры сторон, а толщина определена отдельно и имеет своё обозначение. То есть для каждого обозначения размера пластины существует свой уникальный размер.

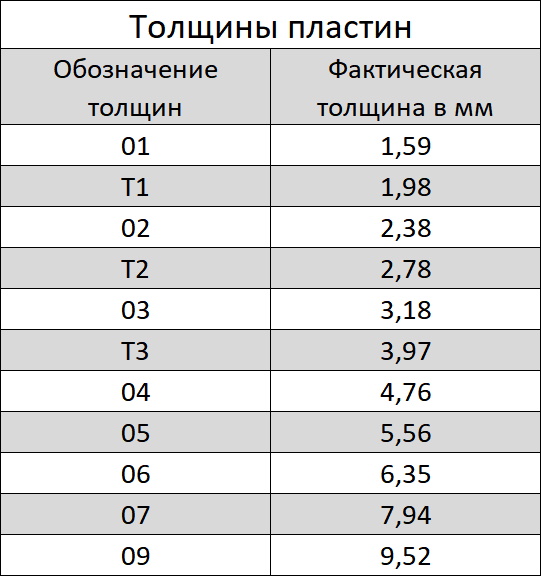
В соответствии со стандартом, толщина пластин может быть обозначена как цифрами, так и буквенно-цифровыми символами. Ниже в таблице представлены все обозначения толщин пластин и их значения в миллиметрах.
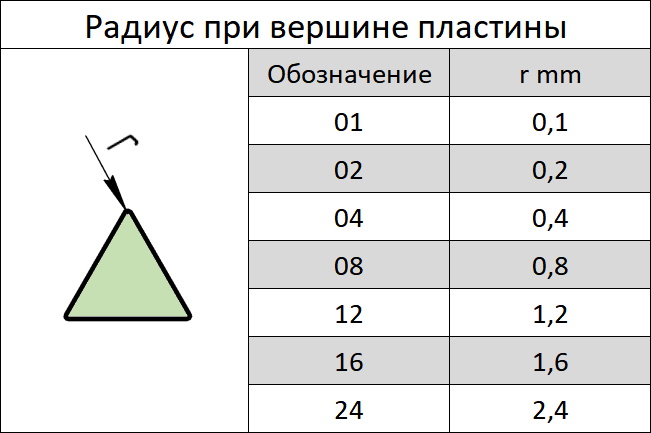
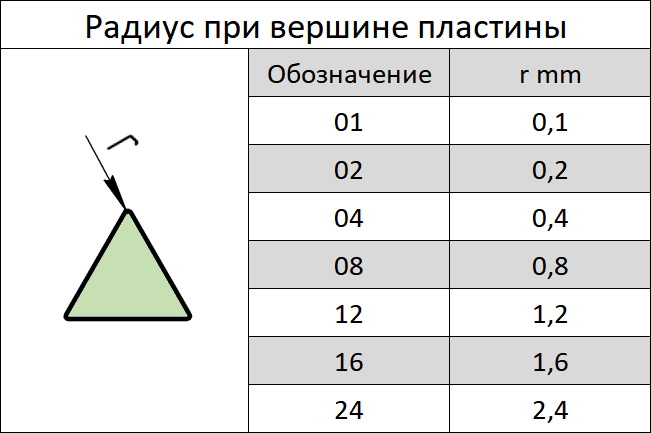
Последний стандартизированный параметр в токарных пластинах — это радиус скругления.
Величина радиуса скругления легко определяется по обозначению пластин. Девятая и десятая цифры в обозначении указывают на радиус скругления вершин пластин в миллиметрах. Например, если в обозначении стоят цифры 0,2, это означает, что радиус скругления равен 0,2 мм. Если же в обозначении указаны цифры 1,2, это значит, что радиус скругления составляет 1,2 мм.
Расшифровка маркировки токарной пластины
Давайте рассмотрим пример маркировки стандартной токарной пластины и попробуем разобраться в её значении.
SNMG120408
1. Первая буква в обозначении пластины указывает на её форму. Буква S означает, что пластина имеет квадратную форму (см. начало статьи о формах пластин).
2. Вторая буква в обозначении пластины показывает величину заднего угла. В нашем случае это буква N, которая соответствует нулю градусов, то есть пластина без заднего угла.
3. Третья буква указывает на точность изготовления. В нашем случае это стандартная точность, обозначаемая буквой М.
4. Четвёртая буква показывает наличие крепёжных отверстий и фасок, а также стружколомов. Буква G означает наличие двустороннего стружколома и крепёжного отверстия без фасок (см. раздел о посадочных отверстиях в этой статье).
5. Следующие две цифры, в нашем случае 12, указывают на размер стороны пластины, который равен 12 мм.
6. Цифры 04 обозначают толщину пластины. Толщина пластины с обозначением 04 равна 4,76 мм.
7. Последние две цифры 08 указывают на радиус скругления углов. В нашем случае радиус скругления равен 0,8 мм.
Итак, мы разобрались со всеми стандартными обозначениями токарных пластин, которые будут одинаковыми у всех производителей.
Затем в обозначении пластины идёт код стружколома. У каждого производителя свои варианты кодов для стружколомов, они используют свою логику при их обозначении. Чтобы понять, какой это стружколом, необходимо обратиться к каталогу производителя пластины.
Давайте рассмотрим стружколомы, производимые немецко-китайской компанией AHNO.
Как и многие другие производители твёрдосплавных пластин, компания AHNO разработала различные типы стружколомов для разных видов токарной обработки, таких как черновая и чистовая токарная обработка, а также для работы с разными материалами.
Попробуем определить назначение стружколома, исходя из его обозначения.
Компания AHNO использует для обозначения своих стружколомов три латинские буквы, которые пишутся через тире после стандартных обозначений пластин.
Например, SNMG120408-MFA, где MFA означает стружколом.
Первая буква в обозначении стружколома указывает на группу обрабатываемых материалов, для которых предназначен данный стружколом. В нашем случае это буква M, что соответствует группе материалов M (нержавеющие стали).
Следующая буква (F − чистовая) обозначает тип обработки:
F — чистовая обработка;
S — получистовая обработка;
M — получерновая обработка;
R — черновая обработка.
Последняя буква в нашем случае — A — указывает на тонкое точение.
Если бы была буква B, то это бы указывало на более грубую чистовую обработку.
Буква D обозначает грубую обработку.
Буква C обозначает тяжёлые условия.
Стружколом MFA:
M — группа обрабатываемого материала (M — металл);
F — предназначен для чистовой обработки;
A — лёгкие условия обработки (тонкое точение).
Стружколом KMA:
К — группа обрабатываемого материала (чугун);
M — получерновая обработка;
A — лёгкие условия обработки.
В обозначении пластины последним элементом указывается сплав. Производители используют разные сплавы и присваивают им свои обозначения.
Рассмотрим пример обозначения сплава и научимся определять его в обозначении пластины.
Пластина CNMG120404-PMA ACP20E
С — Форма пластины – ромб с углом при вершине 80°.
N — Задний угол пластины равен 0°.
M — Нормальная точность изготовления пластины.
G —Пластина двусторонняя с отверстием.
12 — Размер стороны пластины −12 мм.
04 — Толщина пластины − 4,76 мм.
04 —Радиус скругления углов пластины − 0,4 мм.
Стружколом PMA предназначен для обработки группы материалов P (углеродистых и легированных сталей) при получерновой обработке. Условия обработки лёгкие (без корки с большим слоем срезаемого материала).
ACP20E — сплав, из которого изготовлена пластина.
АС — это тип покрытия пластины, нанесённого методом химического осаждения из паровой фазы (CVD).
Р — это сплав, разработанный для обработки материалов группы Р, таких как углеродистые и легированные стали.
20 — это сплав, предназначенный для обработки материалов средней твёрдости и сложности обработки, входящих в группу Р.
Е — это покрытие для мягких материалов этой группы.
Таким образом, первые две буквы в обозначении сплава указывают на метод нанесения покрытия: АС — это CVD, а АР — это PVD.
Третья буква в обозначении сплава указывает на группу материалов, для которых предназначен данный сплав:
Р — углеродистые и легированные стали;
M — нержавеющие стали с содержанием никеля;
S — жаропрочные сплавы и труднообрабатываемые материалы, такие как титан;
K — чугуны;
N — цветные металлы и сплавы, например, алюминий, бронза, медь и другие.
Цифры указывают на твёрдость сплава в рамках группы сплавов, предназначенных для обработки материалов.
Например:
10 — Самый мягкий сплав применяется для высокоскоростного точения при лёгких условиях обработки.
20 — Сплав средней твёрдости используется, если в обрабатываемой заготовке наблюдается биение или есть поверхностная корка.
30 — Самый твёрдый сплав предназначен для черновой обработки материалов, а также для обработки поверхностного слоя, содержащего включения.
Последняя буква в обозначении сплава указывает на тип покрытия и твёрдость материалов, для которых оно предназначено.
E — обозначение покрытий для мягких материалов из обрабатываемой группы.
B — покрытие для материалов средней твёрдости.
C — покрытия для группы материалов высокой твёрдости.
Таким образом, мы рассмотрели все примеры обозначений и расшифровки пластин немецко-китайской компании AHNO.
Для лучшего понимания давайте расшифруем пример полного обозначения пластины:
W — пластина имеет форму ломанного треугольника.
N — задний угол пластины равен нулю (пластина без заднего угла).
M — точность изготовления пластины стандартная.
G — пластина двусторонняя с отверстием без фасок.
06 — размер стороны режущей части пластины 6 мм.
04 — толщина пластины 4,76 мм.
08 — скругление углов пластины 0,8 мм.
MMA — стружколом пластины предназначен для обработки материалов группы М (нержавеющих сталей) для лёгкой получерновой обработки.
APM10B — покрытие нанесено на пластину методом PVD (AP) и сплав предназначен для обработки нержавеющих сталей (М). Самый мягкий сплав по сравнению со сплавами, предназначенными для этой группы (10), а покрытие имеет среднюю твёрдость по сравнению с другими покрытиями, предназначенными для обработки данных групп материалов (В).
Для того чтобы обеспечить эффективную обработку в токарных работах, необходимо не только правильно подобрать твёрдосплавную пластину, но и иметь качественные пластины.
Производство качественных твёрдосплавных токарных пластин — сложный процесс, требующий дорогостоящего оборудования и квалифицированных сотрудников. По этой причине многие компании не способны наладить выпуск качественного инструмента.
Чтобы понять, насколько качественный инструмент производит компания, необходимо узнать, есть ли у неё возможность закупать качественные мелкозернистые порошки для производства пластин. На сегодняшний день Российские и Китайские компании не имеют технической возможности производить такое сырье.
Также важно знать, есть ли у компании современные установки для нанесения многослойных покрытий на инструмент.
Компания, производящая качественный инструмент, должна иметь специальные вакуумные печи, которые обеспечивают плавный и равномерный отвод тепла во время спекания. Это позволяет обеспечить равномерный и однонаправленный рост кристаллов.
Кроме того, для обеспечения правильной геометрии пластины, компания должна иметь компетенции в разработке стружколомов.
Немецко-китайская компания AHNO обладает всеми необходимыми компетенциями и самым высокотехнологичным оборудованием, что позволяет производить инструмент по качеству превосходящему многие мировые бренды.
Инженеры компании AHNO (принадлежит компании Sandvik) прошли подготовку и стажировку в компаниях GURING и WALTER. После того как компания WALTER получила часть акций компании AHNO, она оснастила её всем необходимым оборудованием для производства высококачественного инструмента. Порошки для производства твёрдосплавных пластин компания AHNO закупает в странах Европейского союза.
Для разработки новых конструкций инструмента компания регулярно проводит его тестирование и поддерживает обратную связь с клиентами.
На данный момент мы являемся единственными представителями торговой марки AHNO на Российском рынке.
Нашими инженерами были проведены сравнительные испытания твердосплавных пластин ТМ AHNO, по результатам которых они показали великолепное качество, превосходящее многие мировые бренды. Акты испытаний доступны по ссылке.
Весь инструмент, производимый компанией, соответствует европейским стандартам качества, так как изготавливается в соответствии с немецкими технологиями на станках Walter из европейского сырья.
Твердосплавные токарные пластины по стандарту ISO можно купить в интернет-магазине www.ahno-tool.ru.
Сменные многогранные пластины
Сменные многогранные пластины стали неотъемлемой частью современного машиностроения и применяются практически на всех машиностроительных предприятиях и в смежных отраслях. Их история началась в США, где были созданы первые неперетачиваемые пластины из твёрдых сплавов, что привело к значительному прогрессу в области машиностроения.
Сегодня существует огромное разнообразие видов и типов твердосплавных пластин по металлу, которые классифицируются в зависимости от их применения. В частности, пластины делятся на:
— Токарные пластины, соответствующие стандарту ISO.
— Токарные пластины, не стандартизированные по ISO, например, пластины для нарезки резьб, канавок и отрезные пластины.
— Фрезерные пластины.
— Пластины для резьбонарезания.
— Пластины для свёрл.
В этой статье мы расскажем, как правильно расшифровывать стандартные токарные пластины, соответствующие стандартам ISO.
Токарные пластины, соответствующие стандарту ISO
Токарные пластины используются для обработки деталей на токарных станках. Они предназначены для обработки поверхностей, которые получаются в результате вращения детали.
Токарные пластины имеют стандартизированные формы, габаритные и присоединительные размеры, поэтому они выглядят одинаково у разных производителей. Например, согласно международному стандарту ISO, у токарных пластин есть определённые требования к их форме и размерам.
Согласно международному стандарту ISO, у токарных пластин стандартизированы:
* форма пластины;
* размеры пластин;
* посадочные поверхности пластин;
* геометрия пластин.
Остальные параметры, такие как покрытие, наличие стружколома, химический и кристаллографический состав пластины, могут отличаться у разных производителей.
Давайте рассмотрим основные формы токарных пластин:
C — ромбовидная пластина с углом при вершине 80°;
D — ромбовидная пластина с углом при вершине 55°;
R — круглая пластина;
S — квадратная пластина;
T — пластина в форме равностороннего треугольника;
V — ромбовидная пластина с углом при вершине 35°;
W — пластина в форме ломанного треугольника.
Пластина формы C (ромбовидная пластина с углом при вершине 80°) является одной из самых распространённых в токарной обработке. Благодаря своей форме она хорошо держится в державке или токарном блоке и обеспечивает эффективную обработку во многих случаях, особенно при черновой обработке или при снятии большого слоя металла.
D — Эта форма пластины (ромбовидная пластина с углом при вершине 55°) довольно популярна и обычно используется для чистовой обработки материалов со средней и небольшой толщиной срезаемого слоя. Это связано с тем, что из-за меньшей величины заднего угла прочность пластины снижается, но зато повышается точность обработки и улучшается качество поверхности.
R — Круглые пластины в основном применяются для обработки радиусов и точения радиусных поверхностей. Они также используются для обработки закалённых материалов с небольшим срезаемым слоем. Это возможно благодаря форме пластины, которая позволяет работать с большей подачей по сравнению с другими формами пластин.
S — Квадратные пластины используется в основном для черновой обработки и тяжёлого точения. Они подходит для обработки цилиндрических поверхностей без уступов и для точения деталей по торцам без уступов. Также их часто применяют при расточных операциях, что связано с прочной геометрией пластины. При её закреплении в державке или в расточной оправке образуется передний угол, который позволяет увеличить подачу без потери прочности пластины.
T — Пластины в форме равностороннего треугольника используются преимущественно для чистовой обработки. Их применяют для предварительного точения канавок под уплотнительные кольца или поверхностей под подшипники, а также для точения карманов в крышках, когда требуется пластина именно такой формы.
V — образные пластины (ромбовидная пластина с углом при вершине 35°) предназначены для чистовой обработки и точения сложных поверхностей. Благодаря большому переднему и заднему углу, они позволяют выполнять точение в труднодоступных местах и обеспечивают тонкое и чистовое точение.
W — образные пластины (в форме ломанного треугольника ) обычно используются для чистового точения несложных поверхностей. Они популярны благодаря большому количеству кромок, что делает их удобными для работы. Однако из-за малой длины стороны пластины они не могут срезать толстые слои металла. Кроме того, из-за своей формы они могут ненадёжно крепиться в случае сильного износа.
Также пластины различаются по наличию или отсутствию задних углов.
Основные углы резания, используемые при токарной обработке:
N — задний угол равен нулю;
С — задний угол 7°;
Р — задний угол 11°;
В — задний угол 5°.
N — Наиболее распространённый задний угол в токарных пластинах — нулевой. Такие пластины называют негативными, и они являются двусторонними. Это позволяет сократить расходы на закупку твердосплавных пластин. Кроме того, отсутствие заднего угла обеспечивает прочность пластин.
С — Пластины с задним углом в 7° используются на станках с небольшой мощностью. Наличие заднего угла снижает силы резания. Такие пластины (положительные) применяют при работе с материалами, требующими острой режущей кромки, например, жаростойкими сплавами, титаном и сплавами алюминия.
P — это задний угол пластины, равный 11°. Он используется для чистовой обработки мягких металлов и тонкостенных деталей, где силы резания имеют критическое значение. Однако этот угол применяется довольно редко, поскольку обычно потребности производства удовлетворяются пластинами с задними углами N и C.
Пластины с задними углами В обычно используются в тех же случаях, что и пластины с задними углами С. Однако у пластин с задними углами В режущая кромка менее острая, что делает её более прочной, по сравнению с пластинами, имеющими задние углы С. Такие пластины чаще всего применяются в авиационной отрасли и турбиностроении для обработки сложных материалов.
В токарных пластинах стандартизированы требования к их изготовлению. Основные точности стандартных токарных пластин:
М — пластины с нормальной точностью;
С — высокоточные пластины.
Большинство пластин (примерно 95%) изготавливаются с точностью М. Это связано с тем, что этой точности достаточно для установки пластины в державку и токарный блок. Небольшая погрешность установки пластины обычно не имеет значения. В некоторых случаях при чистовой обработке каждую отдельную кромку можно скорректировать с помощью корректора на стойке станка.
Пластины с точностью С обычно используются для тонкого точения. Они могут быть оснащены напаиваемыми пластинами из металлокерамики или кубического нитрида бора.
Эти пластины часто используются вместо шлифования для достижения высокой точности обработки. Однако из-за малых величин срезаемых слоёв и допусков на обрабатываемые поверхности, погрешность установки пластин становится критичной. Неправильная установка может привести к браку детали.
В твердосплавных пластинах стандартизированы посадочные отверстия и фаски. Типы крепления пластин обозначаются буквами.
G — пластины с двусторонним стружколомом без фаски в отверстии. Пластины с такими посадочными поверхностями являются наиболее распространёнными, поскольку, как уже упоминалось, в машиностроении чаще всего используются двусторонние пластины.
Эти пластины очень удобны и экономичны, так как в них в два раза больше режущих кромок по сравнению с пластинами, которые крепятся по типу T.
Т — пластина с одним стружколомом и одной плоской опорной поверхностью с отверстием. В отверстии со стороны стружколома есть фаска. Пластины с таким типом крепления применяются для пластин с задним углом или для пластин, предназначенных для черновой и тяжёлой обработки. В этих случаях необходимо иметь гладкую опорную поверхность, чтобы пластина надёжно крепилась или чтобы режущие кромки не ломались со стороны опорной поверхности.
А — гладкая пластина с отверстием без фасок и стружколомов с отверстием. Используется для обработки сыпучих материалов, которые не требуют дробления стружки, например, чугуна, бронзы, баббита и других. Иногда такие пластины применяются для черновой обработки сталей.
В стандарте ISO определены параметры пластин — это размеры сторон и толщина. Для каждой формы пластины установлены свои размеры сторон, а толщина определена отдельно и имеет своё обозначение. То есть для каждого обозначения размера пластины существует свой уникальный размер.
В соответствии со стандартом, толщина пластин может быть обозначена как цифрами, так и буквенно-цифровыми символами. Ниже в таблице представлены все обозначения толщин пластин и их значения в миллиметрах.
Последний стандартизированный параметр в токарных пластинах — это радиус скругления.
Величина радиуса скругления легко определяется по обозначению пластин. Девятая и десятая цифры в обозначении указывают на радиус скругления вершин пластин в миллиметрах. Например, если в обозначении стоят цифры 0,2, это означает, что радиус скругления равен 0,2 мм. Если же в обозначении указаны цифры 1,2, это значит, что радиус скругления составляет 1,2 мм.
Расшифровка маркировки токарной пластины
Давайте рассмотрим пример маркировки стандартной токарной пластины и попробуем разобраться в её значении.
SNMG120408
1. Первая буква в обозначении пластины указывает на её форму. Буква S означает, что пластина имеет квадратную форму (см. начало статьи о формах пластин).
2. Вторая буква в обозначении пластины показывает величину заднего угла. В нашем случае это буква N, которая соответствует нулю градусов, то есть пластина без заднего угла.
3. Третья буква указывает на точность изготовления. В нашем случае это стандартная точность, обозначаемая буквой М.
4. Четвёртая буква показывает наличие крепёжных отверстий и фасок, а также стружколомов. Буква G означает наличие двустороннего стружколома и крепёжного отверстия без фасок (см. раздел о посадочных отверстиях в этой статье).
5. Следующие две цифры, в нашем случае 12, указывают на размер стороны пластины, который равен 12 мм.
6. Цифры 04 обозначают толщину пластины. Толщина пластины с обозначением 04 равна 4,76 мм.
7. Последние две цифры 08 указывают на радиус скругления углов. В нашем случае радиус скругления равен 0,8 мм.
Итак, мы разобрались со всеми стандартными обозначениями токарных пластин, которые будут одинаковыми у всех производителей.
Затем в обозначении пластины идёт код стружколома. У каждого производителя свои варианты кодов для стружколомов, они используют свою логику при их обозначении. Чтобы понять, какой это стружколом, необходимо обратиться к каталогу производителя пластины.
Давайте рассмотрим стружколомы, производимые немецко-китайской компанией AHNO.
Как и многие другие производители твёрдосплавных пластин, компания AHNO разработала различные типы стружколомов для разных видов токарной обработки, таких как черновая и чистовая токарная обработка, а также для работы с разными материалами.
Попробуем определить назначение стружколома, исходя из его обозначения.
Компания AHNO использует для обозначения своих стружколомов три латинские буквы, которые пишутся через тире после стандартных обозначений пластин.
Например, SNMG120408-MFA, где MFA означает стружколом.
Первая буква в обозначении стружколома указывает на группу обрабатываемых материалов, для которых предназначен данный стружколом. В нашем случае это буква M, что соответствует группе материалов M (нержавеющие стали).
Следующая буква (F − чистовая) обозначает тип обработки:
F — чистовая обработка;
S — получистовая обработка;
M — получерновая обработка;
R — черновая обработка.
Последняя буква в нашем случае — A — указывает на тонкое точение.
Если бы была буква B, то это бы указывало на более грубую чистовую обработку.
Буква D обозначает грубую обработку.
Буква C обозначает тяжёлые условия.
Стружколом MFA:
M — группа обрабатываемого материала (M — металл);
F — предназначен для чистовой обработки;
A — лёгкие условия обработки (тонкое точение).
Стружколом KMA:
К — группа обрабатываемого материала (чугун);
M — получерновая обработка;
A — лёгкие условия обработки.
В обозначении пластины последним элементом указывается сплав. Производители используют разные сплавы и присваивают им свои обозначения.
Рассмотрим пример обозначения сплава и научимся определять его в обозначении пластины.
Пластина CNMG120404-PMA ACP20E
С — Форма пластины – ромб с углом при вершине 80°.
N — Задний угол пластины равен 0°.
M — Нормальная точность изготовления пластины.
G —Пластина двусторонняя с отверстием.
12 — Размер стороны пластины −12 мм.
04 — Толщина пластины − 4,76 мм.
04 —Радиус скругления углов пластины − 0,4 мм.
Стружколом PMA предназначен для обработки группы материалов P (углеродистых и легированных сталей) при получерновой обработке. Условия обработки лёгкие (без корки с большим слоем срезаемого материала).
ACP20E — сплав, из которого изготовлена пластина.
АС — это тип покрытия пластины, нанесённого методом химического осаждения из паровой фазы (CVD).
Р — это сплав, разработанный для обработки материалов группы Р, таких как углеродистые и легированные стали.
20 — это сплав, предназначенный для обработки материалов средней твёрдости и сложности обработки, входящих в группу Р.
Е — это покрытие для мягких материалов этой группы.
Таким образом, первые две буквы в обозначении сплава указывают на метод нанесения покрытия: АС — это CVD, а АР — это PVD.
Третья буква в обозначении сплава указывает на группу материалов, для которых предназначен данный сплав:
Р — углеродистые и легированные стали;
M — нержавеющие стали с содержанием никеля;
S — жаропрочные сплавы и труднообрабатываемые материалы, такие как титан;
K — чугуны;
N — цветные металлы и сплавы, например, алюминий, бронза, медь и другие.
Цифры указывают на твёрдость сплава в рамках группы сплавов, предназначенных для обработки материалов.
Например:
10 — Самый мягкий сплав применяется для высокоскоростного точения при лёгких условиях обработки.
20 — Сплав средней твёрдости используется, если в обрабатываемой заготовке наблюдается биение или есть поверхностная корка.
30 — Самый твёрдый сплав предназначен для черновой обработки материалов, а также для обработки поверхностного слоя, содержащего включения.
Последняя буква в обозначении сплава указывает на тип покрытия и твёрдость материалов, для которых оно предназначено.
E — обозначение покрытий для мягких материалов из обрабатываемой группы.
B — покрытие для материалов средней твёрдости.
C — покрытия для группы материалов высокой твёрдости.
Таким образом, мы рассмотрели все примеры обозначений и расшифровки пластин немецко-китайской компании AHNO.
Для лучшего понимания давайте расшифруем пример полного обозначения пластины:
W — пластина имеет форму ломанного треугольника.
N — задний угол пластины равен нулю (пластина без заднего угла).
M — точность изготовления пластины стандартная.
G — пластина двусторонняя с отверстием без фасок.
06 — размер стороны режущей части пластины 6 мм.
04 — толщина пластины 4,76 мм.
08 — скругление углов пластины 0,8 мм.
MMA — стружколом пластины предназначен для обработки материалов группы М (нержавеющих сталей) для лёгкой получерновой обработки.
APM10B — покрытие нанесено на пластину методом PVD (AP) и сплав предназначен для обработки нержавеющих сталей (М). Самый мягкий сплав по сравнению со сплавами, предназначенными для этой группы (10), а покрытие имеет среднюю твёрдость по сравнению с другими покрытиями, предназначенными для обработки данных групп материалов (В).
Для того чтобы обеспечить эффективную обработку в токарных работах, необходимо не только правильно подобрать твёрдосплавную пластину, но и иметь качественные пластины.
Производство качественных твёрдосплавных токарных пластин — сложный процесс, требующий дорогостоящего оборудования и квалифицированных сотрудников. По этой причине многие компании не способны наладить выпуск качественного инструмента.
Чтобы понять, насколько качественный инструмент производит компания, необходимо узнать, есть ли у неё возможность закупать качественные мелкозернистые порошки для производства пластин. На сегодняшний день Российские и Китайские компании не имеют технической возможности производить такое сырье.
Также важно знать, есть ли у компании современные установки для нанесения многослойных покрытий на инструмент.
Компания, производящая качественный инструмент, должна иметь специальные вакуумные печи, которые обеспечивают плавный и равномерный отвод тепла во время спекания. Это позволяет обеспечить равномерный и однонаправленный рост кристаллов.
Кроме того, для обеспечения правильной геометрии пластины, компания должна иметь компетенции в разработке стружколомов.
Немецко-китайская компания AHNO обладает всеми необходимыми компетенциями и самым высокотехнологичным оборудованием, что позволяет производить инструмент по качеству превосходящему многие мировые бренды.
Инженеры компании AHNO (принадлежит компании Sandvik) прошли подготовку и стажировку в компаниях GURING и WALTER. После того как компания WALTER получила часть акций компании AHNO, она оснастила её всем необходимым оборудованием для производства высококачественного инструмента. Порошки для производства твёрдосплавных пластин компания AHNO закупает в странах Европейского союза.
Для разработки новых конструкций инструмента компания регулярно проводит его тестирование и поддерживает обратную связь с клиентами.
На данный момент мы являемся единственными представителями торговой марки AHNO на Российском рынке.
Нашими инженерами были проведены сравнительные испытания твердосплавных пластин ТМ AHNO, по результатам которых они показали великолепное качество, превосходящее многие мировые бренды. Акты испытаний доступны по ссылке.
Весь инструмент, производимый компанией, соответствует европейским стандартам качества, так как изготавливается в соответствии с немецкими технологиями на станках Walter из европейского сырья.
Твердосплавные токарные пластины по стандарту ISO можно купить в интернет-магазине www.ahno-tool.ru.