














AHNO ВХОДИТ В ГРУППУ КОМПАНИЙ SANDVIK
Акты испытаний инструмента ТМ AHNO
Пластина твердосплавная ISO CCMT060204-PMA ACP10E AHNO предназначена для чистовой обработки стали.
| С - Ромбическая пластина предназначена для обработки деталей с прямыми уступами и без них. Заострённые углы ромба, равные 80°, обеспечивают прочную геометрию режущей части пластин за счёт небольшого угла боковой поверхности к плоскости резания. Эта геометрия хорошо подходит как для чистовой, так и для черновой обработки. Форма пластины позволяет прочно закрепить её в державке даже при чрезмерном износе пластины со стороны крепления. | 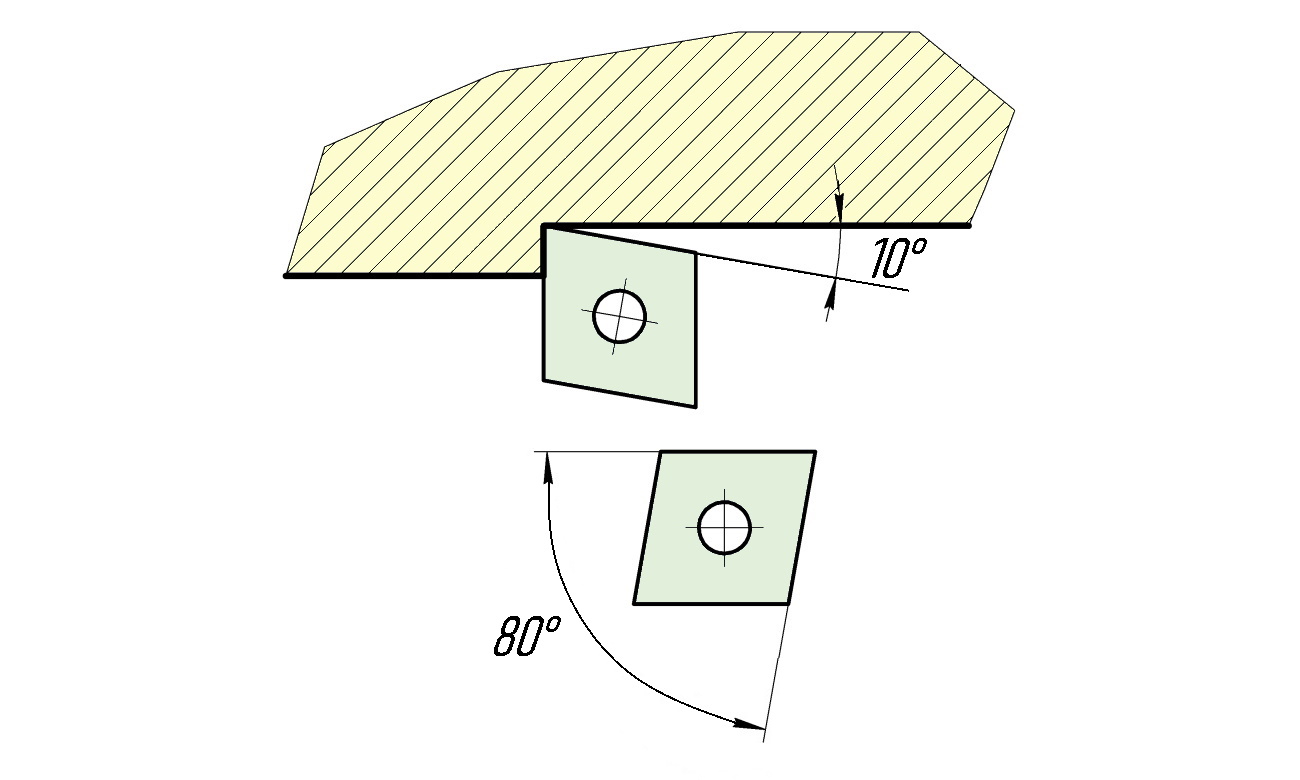 |
| C - Задний угол пластины составляет 7 градусов. Этот угол снижает силы резания и подходит для расточных работ, на резцы для расточных головок и для обработки цветных металлов. Он также используется для чистовой обработки, особенно материалов группы М и S, так как для обработки этих материалов требуется острая кромка инструмента. | 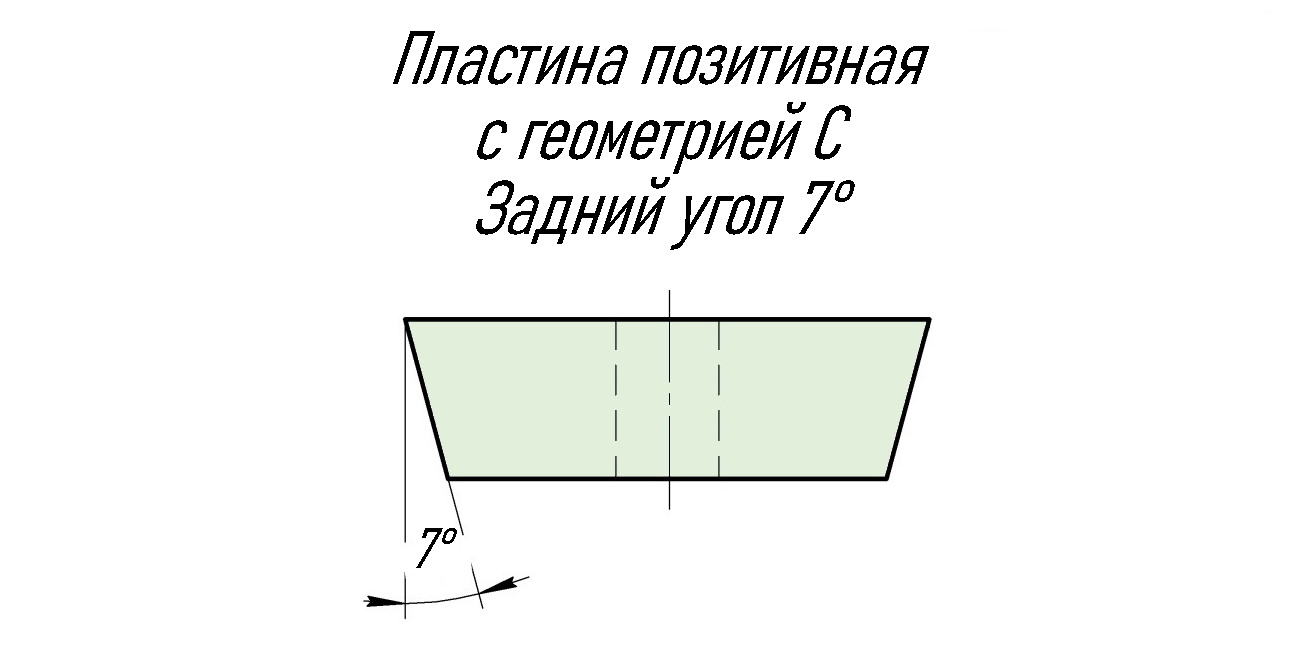 |
| М - Точность размеров пластины позволяет менять режущие кромки пластины без большой корректировки управляющей программы, если требование к точности размеров детали не являются высокими. Предельные размеры отклонения размеров пластины: S = ±0.15 mm m = ±0.08 mm d = ±0.05 mm | 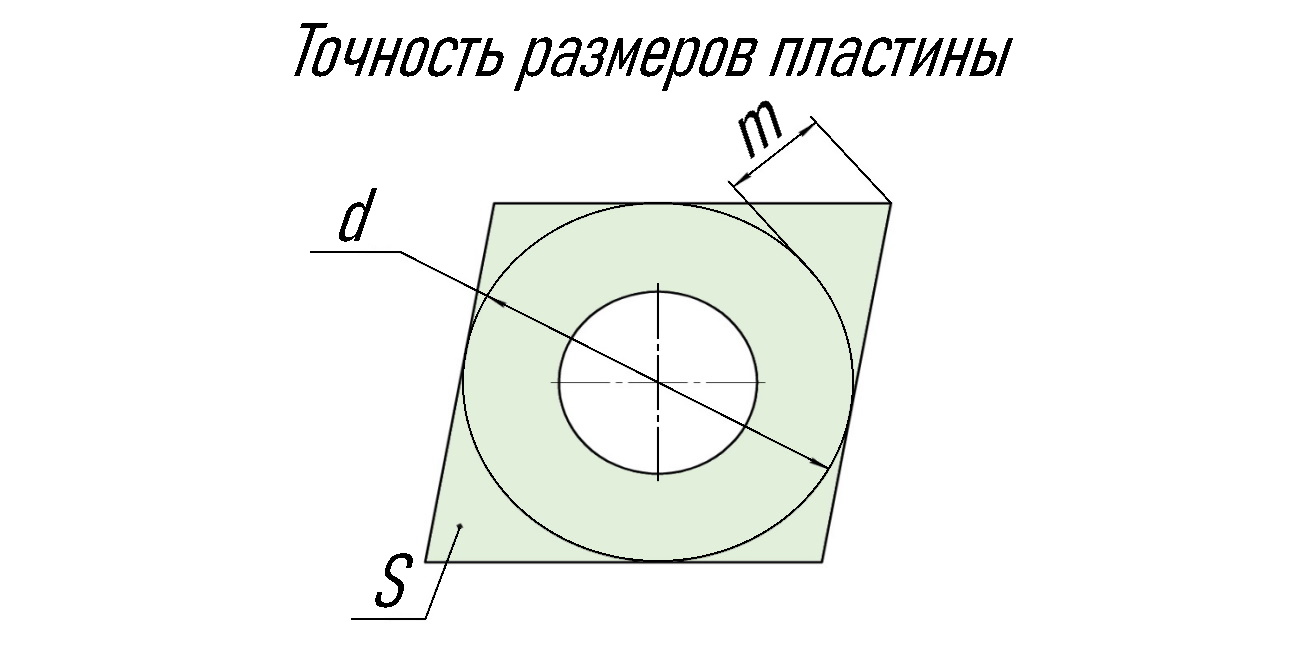 |
| T - Односторонняя пластина, рекомендуется при черновом точении и точении с большими глубинами резания. Данный вид крепления пластины дает не только прочную режущую кромку, но и, за счет отсутствия стружколома, надежную опорную поверхность. Это добавляет стабильности механической обработке при резании с большими усилиями. Так же в данном виде крепления, в отличии от вида А, со стороны стружколома есть фаска для установки винта с потайной головкой. | 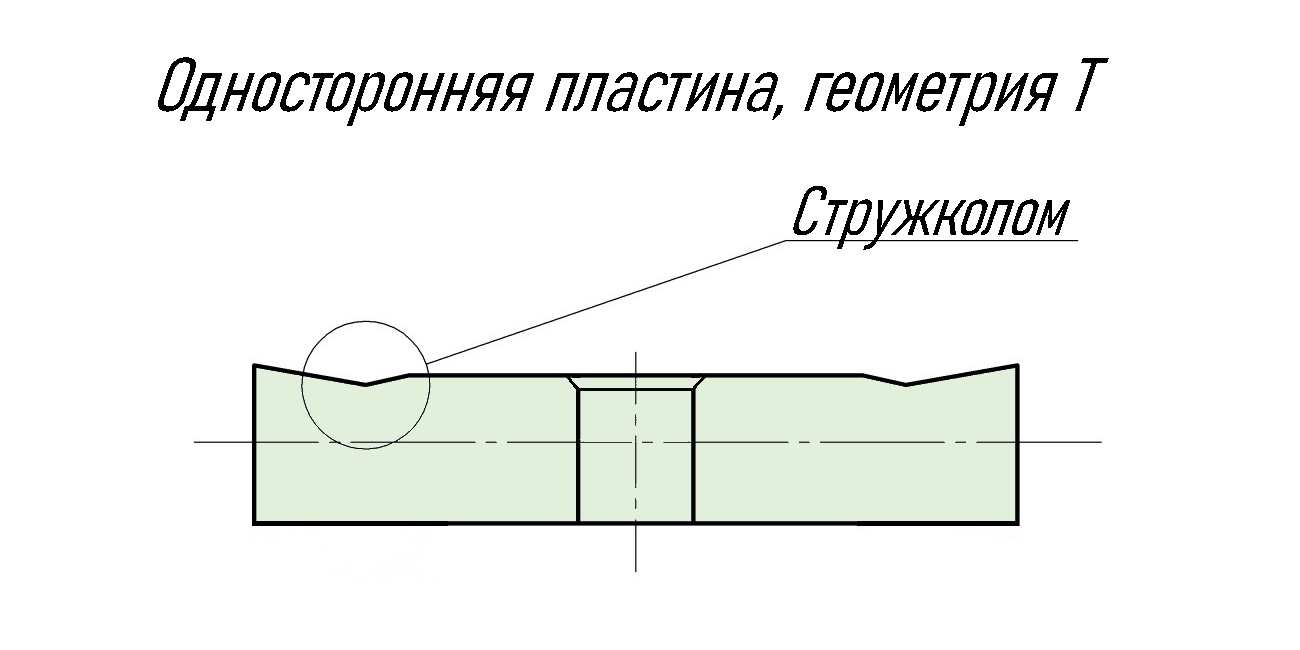 |
| 06 - Размер стороны пластины 6 мм. Такой размер пластин подходит для чистовой и получистовой обработки. Максимальная глубина резания, которую можно обработать с помощью пластины такого размера, составляет 3,8 мм. | 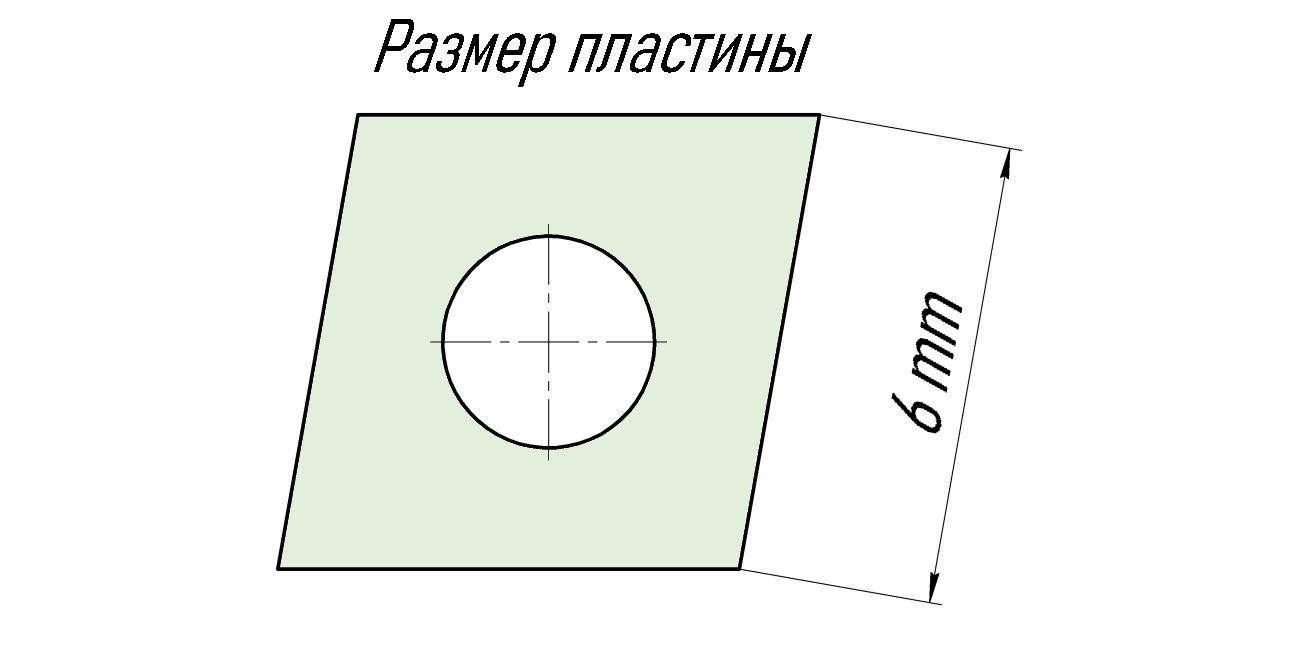 |
| 02 - Номинальный размер пластины 2,38 мм. Такой толщины пластины достаточно для чистовой и получистовой обработки. Малая толщина способствует значительной экономии твердого сплава и, как следствие, удешевлению пластины. Стандартная толщина пластины позволяет сменить ее без необходимости менять державку. | |
| 04 - Радиус скругления вершины пластины составляет 0,4 мм. Этот радиус скругления предотвращает поломку и выкрашивание пластины, а также увеличивает ее износостойкость за счет улучшения теплоотвода из зоны резания. Рекомендуется для чистовой обработки. | 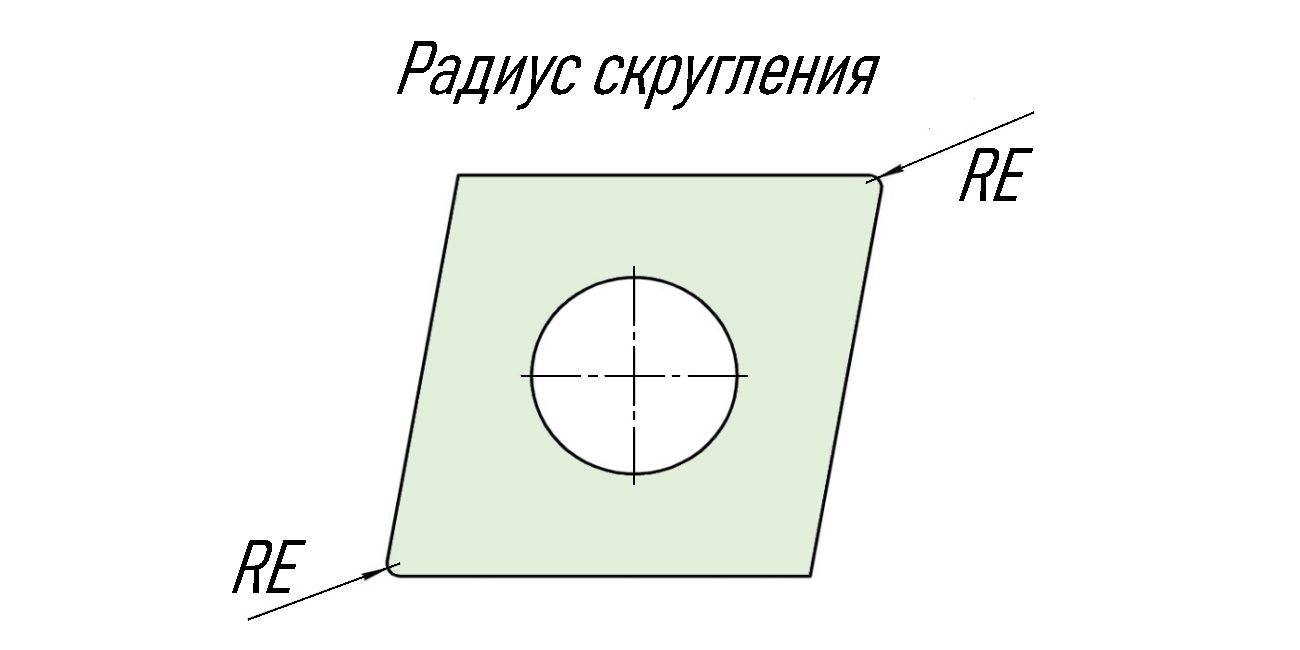 |
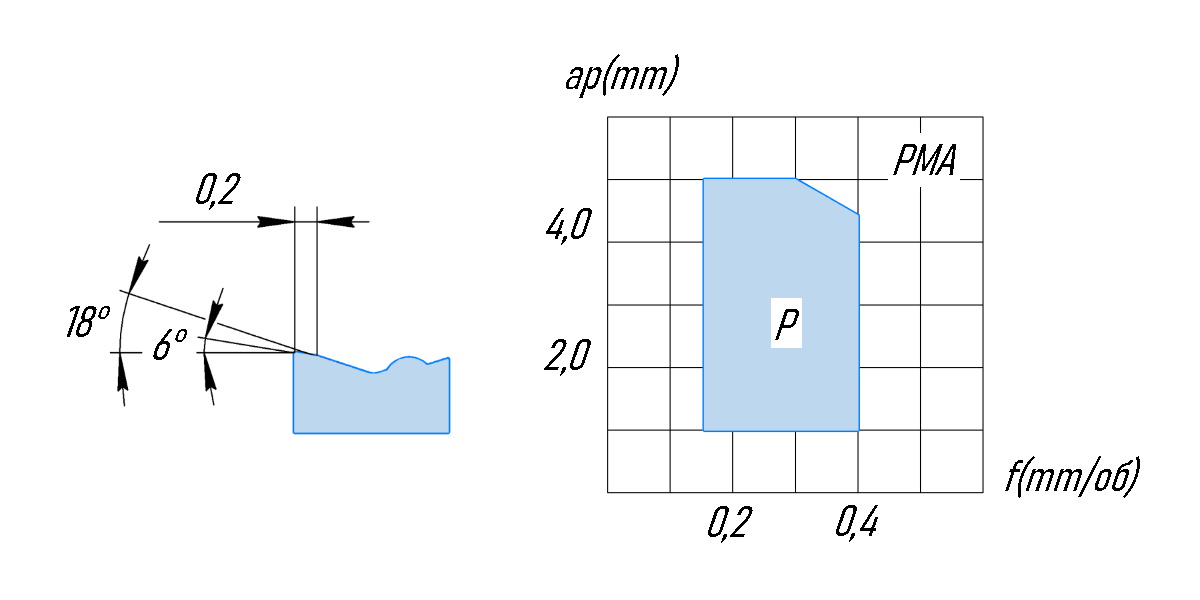
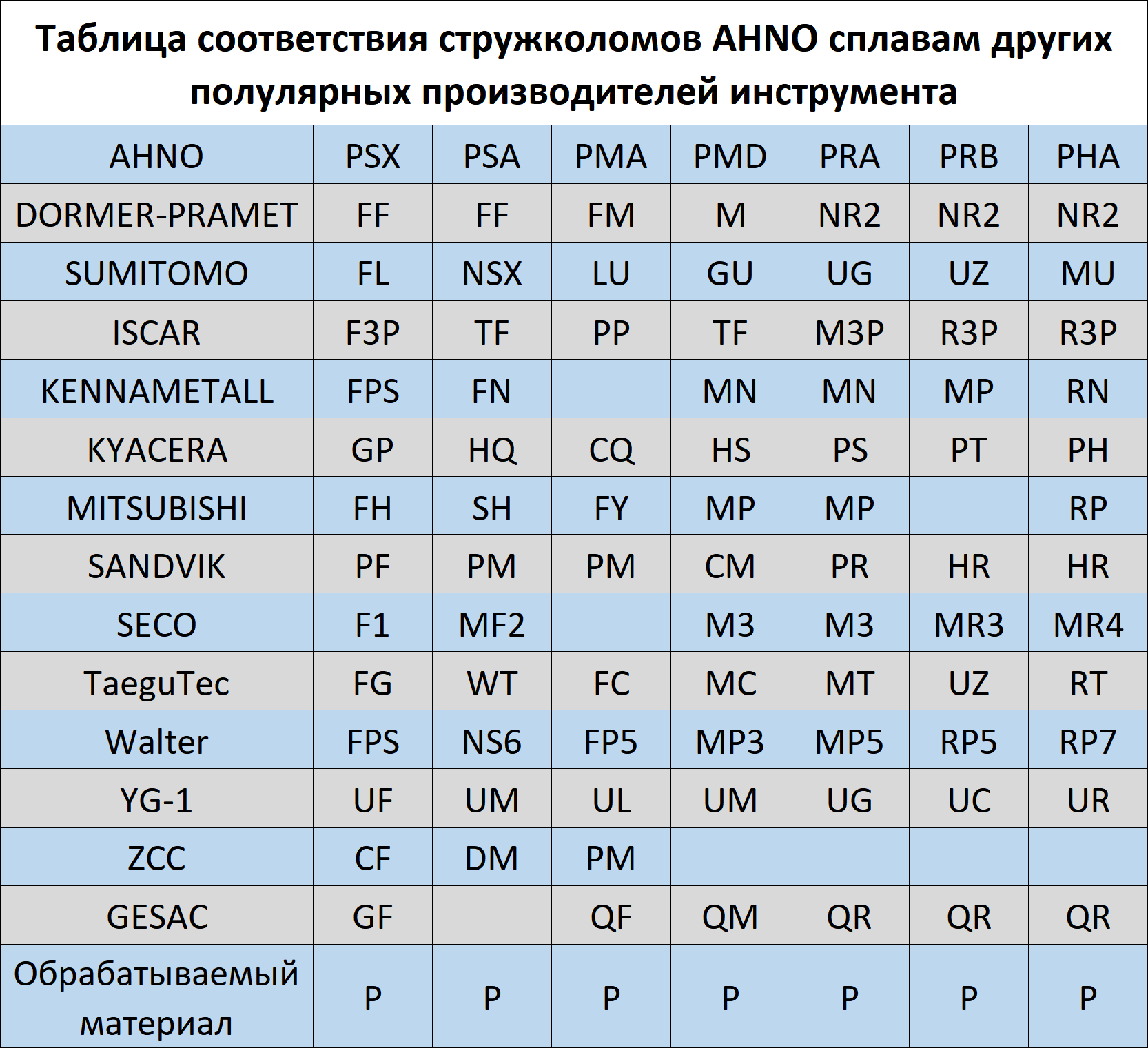
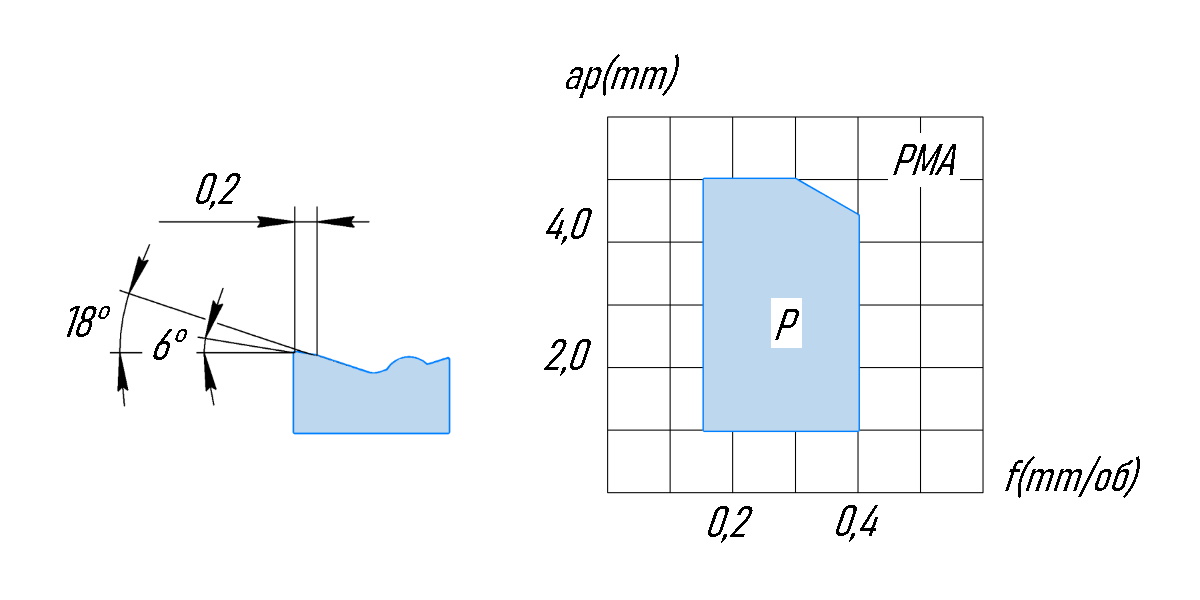
PMA - Получистовой стружколом для обработки материалов группы Р. Защитная фаска 0,2 мм обеспечивает прочность режущей кромки и предохраняет ее от выкрашивания. Большой угол поверхности стружколома позволяет качественно скручивает стружку, а дальнейшая криволинейная геометрия эффективно ломает ее. Стружколом позволяет обрабатывать стали группы Р глубиной от 1 до 3 мм с подачами от 0,8 до 2,5 мм/об.
 |
 |
ACP10E - Этот сплав предназначен для чистовой и получистовой обработки сталей группы Р. Благодаря хорошей износостойкости, его можно использовать для чистовой обработки предварительно обработанных поверхностей без поверхностных дефектов. Тщательное смешивание порошков при спекании твердосплавных пластин позволяет получать пластины с однородным составом зерна и стабильным качеством.
Специальные технологии термообработки и спекания твердых сплавов, основанные на контроле отвода тепла, обеспечивают однонаправленный рост кристаллов и получение кристаллов одного размера. Это значительно повышает износостойкость и прочность пластин.
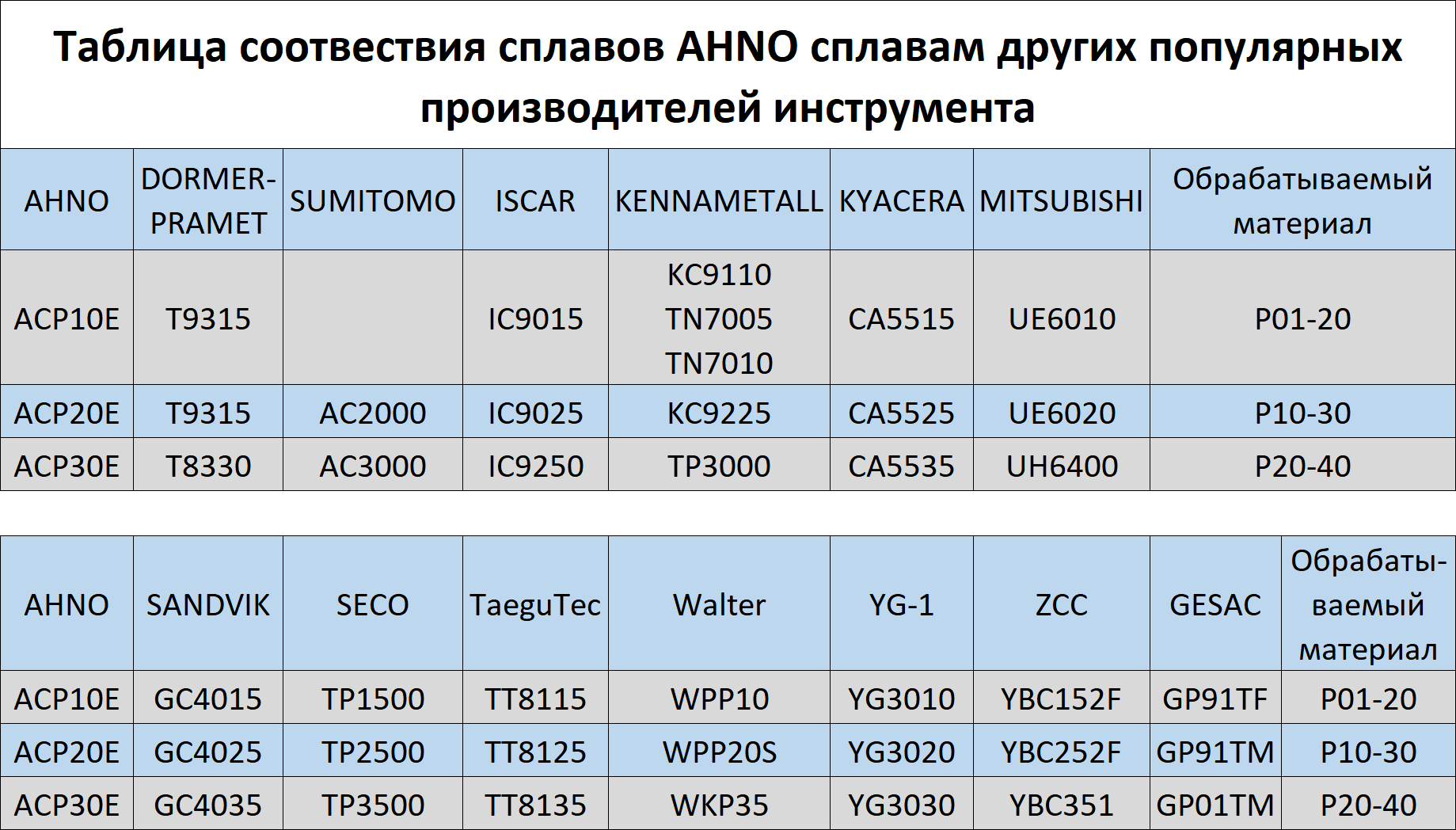 |
CVD - покрытие полученное путем химического осаждения, в результате чего на режущей части инструмента образуется равномерное покрытие толщиной 4-20 мкм. Данное покрытие предохраняет твердый сплав от преждевременного износа. Данный вид покрытия используется на пластинах предназначенных для обработки сталей группы Р и чугуна.
В данной таблице, указан диапазон скоростей резания к каждой подгруппе обрабатываемых материалов. При первичной обработке, есть общая рекомендация начинать обработку со средних подач и средних скоростей резания. Затем, если пластина показывает стойкость превышающую 15 минут, скорость резания увеличивают. Но вместе с тем, если вы точно уверенны, что заготовка качественная, без внутренних дефектов, и материал заготовки обрабатывается легче, чем другие материалы в группе, вы можете начать с большей скорости резания, чем средняя рекомендованная скорость. То же правило действует и с более труднообрабатываемыми материалами.
В случае, если вы меняете пластину на детали с уже отработанными режимами, и деталь обрабатывается, на скоростях значительно меньших, чем предлагаемый диапазон резания. Вы можете начать обработку на меньших скоростях, чем указано в рекомендованных скоростях. Особенно это касается материалов группы S.
 |
AHNO ВХОДИТ В ГРУППУ КОМПАНИЙ SANDVIK
Акты испытаний инструмента ТМ AHNO
Пластина твердосплавная ISO CCMT060204-PMA ACP10E AHNO предназначена для чистовой обработки стали.
С - Ромбическая пластина предназначена для обработки деталей с прямыми уступами и без них. Заострённые углы ромба, равные 80°, обеспечивают прочную геометрию режущей части пластин за счёт небольшого угла боковой поверхности к плоскости резания. Эта геометрия хорошо подходит как для чистовой, так и для черновой обработки. Форма пластины позволяет прочно закрепить её в державке даже при чрезмерном износе пластины со стороны крепления.
C - Задний угол пластины составляет 7 градусов. Этот угол снижает силы резания и подходит для расточных работ, на резцы для расточных головок и для обработки цветных металлов. Он также используется для чистовой обработки, особенно материалов группы М и S, так как для обработки этих материалов требуется острая кромка инструмента.
М - Точность размеров пластины позволяет менять режущие кромки пластины без большой корректировки управляющей программы, если требование к точности размеров детали не являются высокими. Предельные размеры отклонения размеров пластины:
S = ±0.15 mm
m = ±0.08 mm
d = ±0.05 mm
Т - Односторонняя пластина, рекомендуется при черновом точении и точении с большими глубинами резания. Данный вид крепления пластины дает не только прочную режущую кромку, но и, за счет отсутствия стружколома, надежную опорную поверхность. Это добавляет стабильности механической обработке при резании с большими усилиями. Так же в данном виде крепления, в отличии от вида А, со стороны стружколома есть фаска для установки винта с потайной головкой.
06 - Размер стороны пластины 6 мм. Такой размер пластин подходит для чистовой и получистовой обработки. Максимальная глубина резания, которую можно обработать с помощью пластины такого размера, составляет 3,8 мм.
02 - Номинальный размер пластины 2,38 мм. Такой толщины пластины достаточно для чистовой и получистовой обработки. Малая толщина способствует значительной экономии твердого сплава и, как следствие, удешевлению пластины. Стандартная толщина пластины позволяет сменить ее без необходимости менять державку.
04 - Радиус скругления вершины пластины составляет 0,4 мм. Этот радиус скругления предотвращает поломку и выкрашивание пластины, а также увеличивает ее износостойкость за счет улучшения теплоотвода из зоны резания. Рекомендуется для чистовой обработки.
PMA - Получистовой стружколом для обработки материалов группы Р. Защитная фаска 0,2 мм обеспечивает прочность режущей кромки и предохраняет ее от выкрашивания. Большой угол поверхности стружколома позволяет качественно скручивает стружку, а дальнейшая криволинейная геометрия эффективно ломает ее. Стружколом позволяет обрабатывать стали группы Р глубиной от 1 до 3 мм с подачами от 0,8 до 2,5 мм/об.
 |
 |
ACP10E - Этот сплав предназначен для чистовой и получистовой обработки сталей группы Р. Благодаря хорошей износостойкости, его можно использовать для чистовой обработки предварительно обработанных поверхностей без поверхностных дефектов. Тщательное смешивание порошков при спекании твердосплавных пластин позволяет получать пластины с однородным составом зерна и стабильным качеством.
Специальные технологии термообработки и спекания твердых сплавов, основанные на контроле отвода тепла, обеспечивают однонаправленный рост кристаллов и получение кристаллов одного размера. Это значительно повышает износостойкость и прочность пластин.
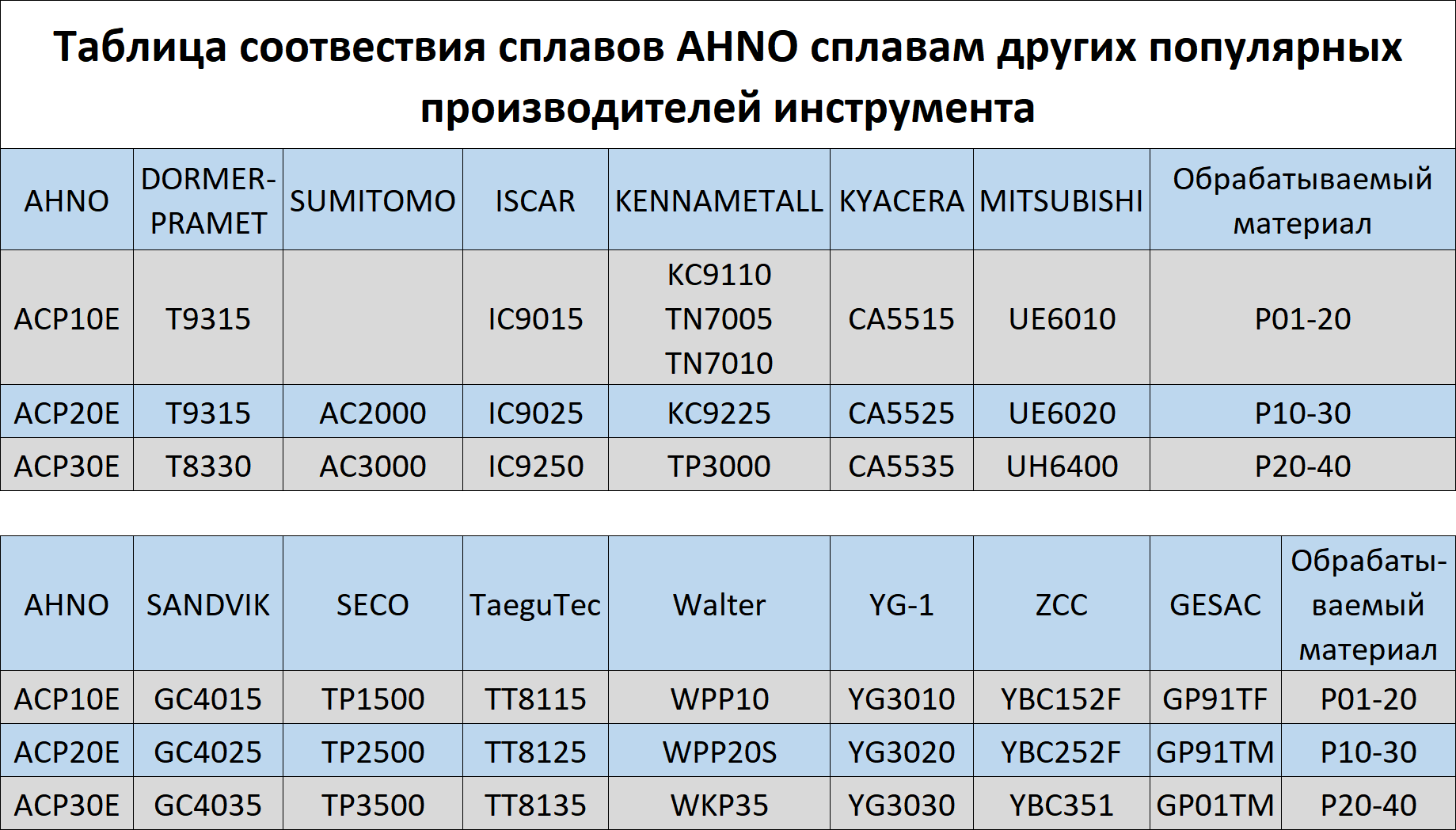
CVD - покрытие полученное путем химического осаждения, в результате чего на режущей части инструмента образуется равномерное покрытие толщиной 4-20 мкм. Данное покрытие предохраняет твердый сплав от преждевременного износа. Данный вид покрытия используется на пластинах предназначенных для обработки сталей группы Р и чугуна.
В данной таблице, указан диапазон скоростей резания к каждой подгруппе обрабатываемых материалов. При первичной обработке, есть общая рекомендация начинать обработку со средних подач и средних скоростей резания. Затем, если пластина показывает стойкость превышающую 15 минут, скорость резания увеличивают. Но вместе с тем, если вы точно уверенны, что заготовка качественная, без внутренних дефектов, и материал заготовки обрабатывается легче, чем другие материалы в группе, вы можете начать с большей скорости резания, чем средняя рекомендованная скорость. То же правило действует и с более труднообрабатываемыми материалами.
В случае, если вы меняете пластину на детали с уже отработанными режимами, и деталь обрабатывается, на скоростях значительно меньших, чем предлагаемый диапазон резания. Вы можете начать обработку на меньших скоростях, чем указано в рекомендованных скоростях. Особенно это касается материалов группы S.

