














С появлением монолитных фрез из твёрдого сплава и заготовок из труднообрабатываемых материалов существенно возросли силы резания в процессе обработки. Крепление в цанговых патронах перестало обеспечивать необходимую точность и надёжность фиксации.
В связи с этим возникла необходимость в разработке оснастки, которая бы обеспечивала более надёжное крепление инструмента, но при этом позволяла бы быстро менять его, как и цанговый патрон.
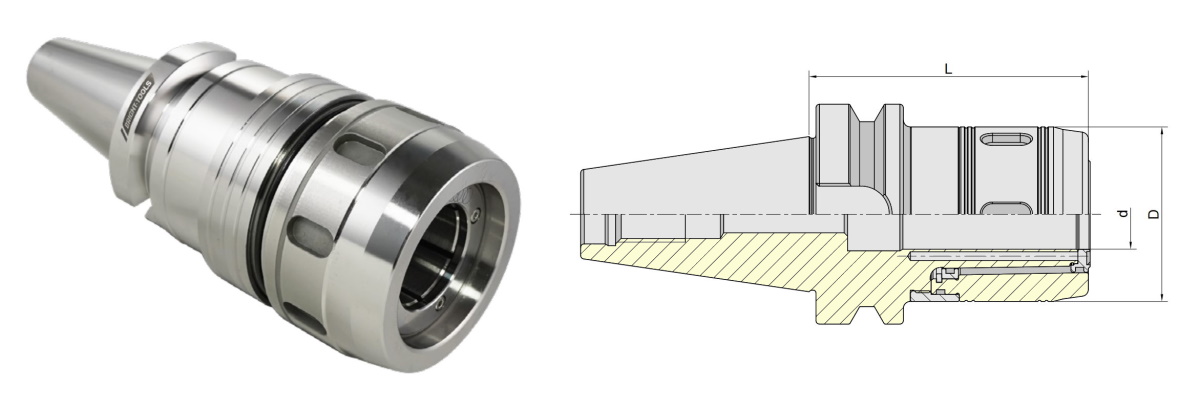
Силовой фрезерный патрон представляет собой устройство, состоящее из хвостовика, предназначенного для закрепления оснастки в шпинделе станка, и специального зажимного механизма, работающего по принципу конической резьбы.
Зажимной механизм включает усиленную цангу, под углом к которой располагаются несколько роликов. При закручивании гайки ролики начинают сжимать цангу с инструментом, обжимая его по всей поверхности.
Важно отметить, что в отличие от цанговых патронов, силовые фрезерные патроны нельзя зажимать без предварительной вставки инструмента. Это может привести к деформации и поломке цанги.
Зажимные ролики, выполненные из закалённой легированной стали, имеют диаметр 1-2 миллиметра и расположены под углом 1-2 градуса к цанге-сепаратору, изготовленной из латуни или, реже, бронзы. Зажимная гайка также сделана из легированной стали и дополнительно термоулучшена.
При закручивании прижимной гайки происходит обжим цанги-сепаратора по всей площади. Это продолжается до тех пор, пока хвостовик инструмента не будет обжат в сепараторе со всех сторон. Такое решение позволяет увеличить усилие зажима в 3-5 раз по сравнению с обычными цанговыми патронами.
Однако, если попытаться закрутить зажимную гайку без вставленного инструмента, то цанга из латуни начнёт сдавливаться прижимными роликами. Это может продолжаться до тех пор, пока сепаратор из цветного металла не будет разрушен.
Этот тип оснастки, как правило, применяется для чернового и силового фрезерования, где требуются значительные усилия. При необходимости его можно использовать и для чистовой обработки, так как точность позиционирования инструмента достигает 0,01 мм, что вполне достаточно для фрезерных операций.
Кроме того, механизм зажима, не имеющий подвижных частей, и зажимная втулка эффективно гасят вибрации, что особенно важно при высокоскоростном фрезеровании. Однако, для чистовой обработки обычно используются цанговые патроны и цанговые патроны для высокоскоростного фрезерования, так как они достаточно надёжны для этих целей и стоят дешевле.
Давайте подробнее рассмотрим, в каких случаях стоит устанавливать силовой патрон на станок, а в каких достаточно цангового.
1. При работе обдирочными фрезами во всех случаях.
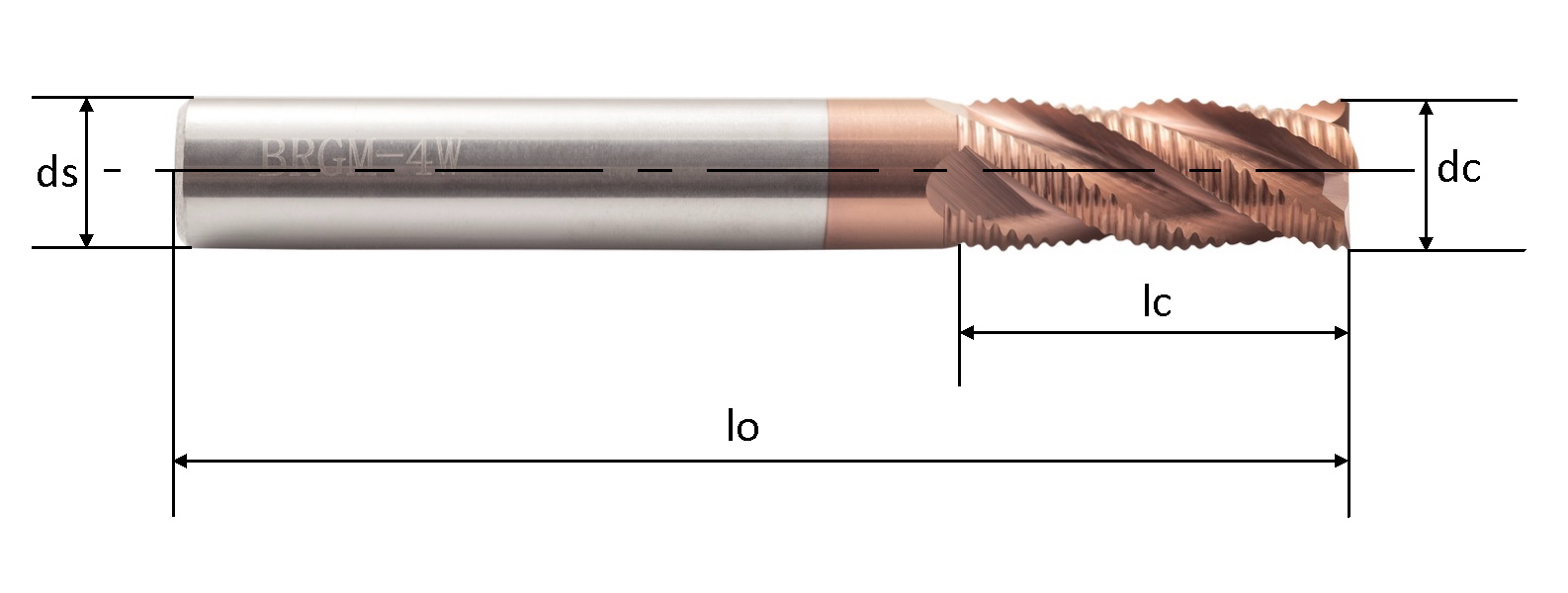
Эти фрезы предназначены для черновой обработки, что означает, что они срезают более толстый слой металла. Кроме того, на осевую нагрузку влияет наличие дополнительных стружкодробящих элементов на зубьях фрезы. Это приводит к увеличению нагрузки на оснастку.
2. При работе двузубыми фрезами.
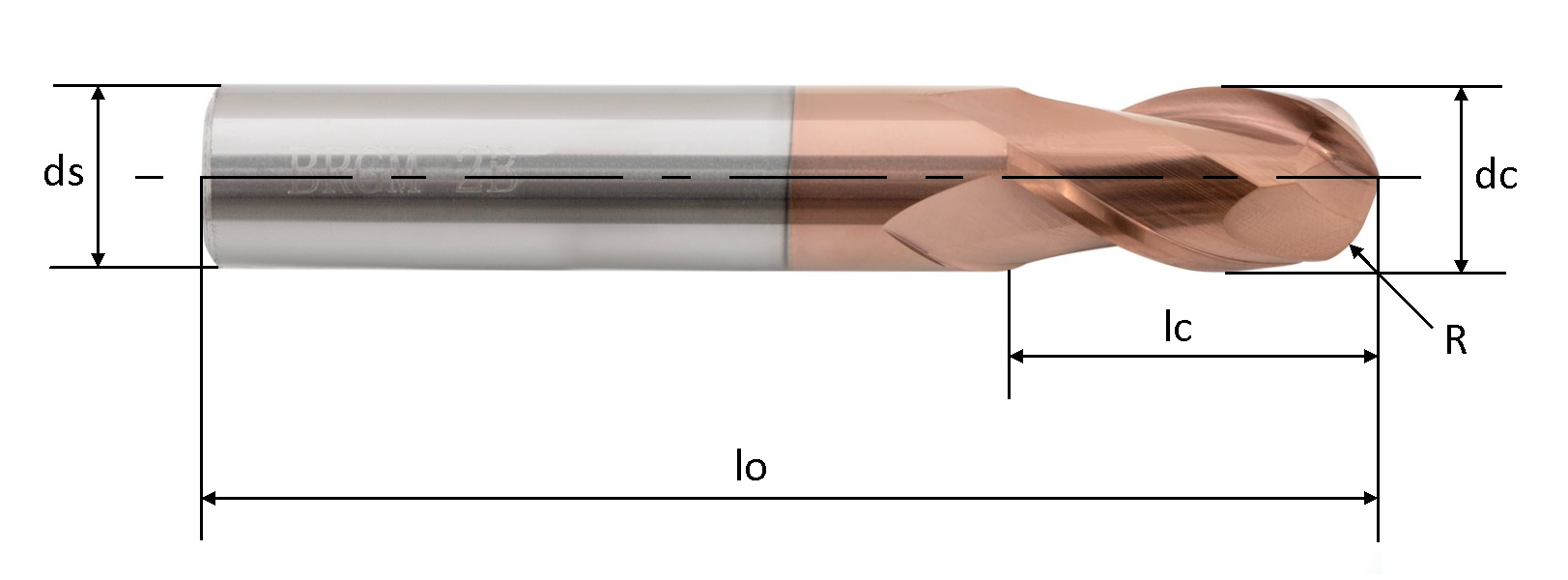
Обработка с использованием этих фрез требует углубления в материал, что означает работу с увеличенным слоем материала. Это, в свою очередь, приводит к повышенным нагрузкам на фрезу.
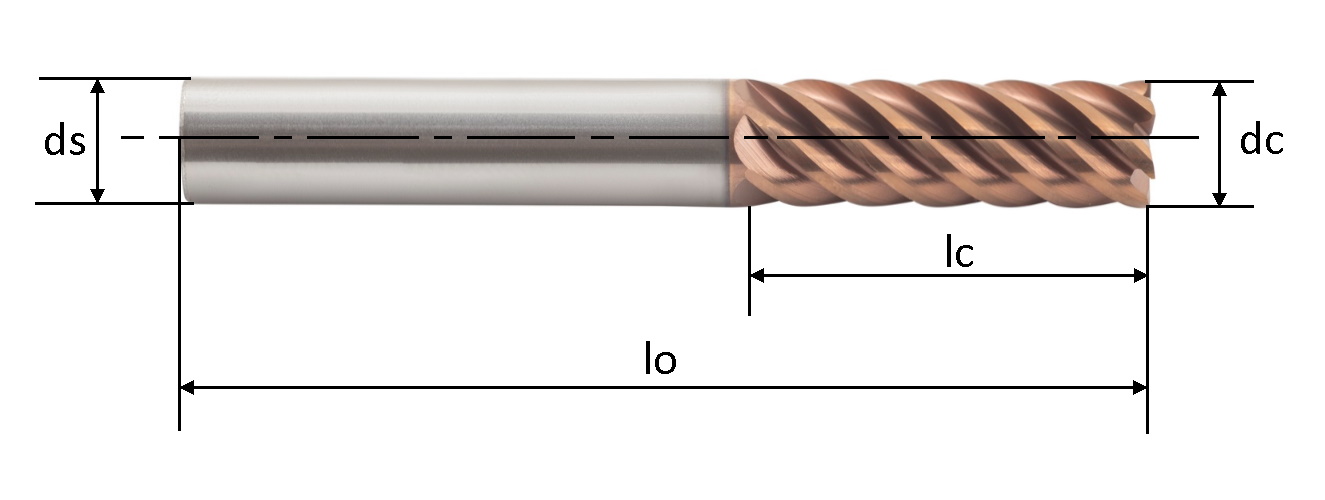
3. Работа фрезами для закаленных сталей, а также других труднообрабатываемых материалов, например, жаропрочных сплавов.

Эти фрезы предназначены для работы с твёрдыми материалами. В процессе обработки возникают значительные силы резания, а также повышаются вибрации инструмента, поскольку материал трудно отделяется от поверхности.
4. При работе фрезами с большой глубиной или большим вылетом.
В машиностроении работа с большими вылетами и шириной фрезерования не является распространённой. Лишь иногда, когда обрабатываются детали сложной формы, приходится обрабатывать поверхности с нестандартными глубинами и ширинами. Однако и в таких случаях рекомендуется использовать силовые патроны, так как для надёжного закрепления инструмента и выполнения точных операций необходима прочная оснастка.
Подбор необходимого силового патрона
Чтобы правильно подобрать силовой патрон, соответствующий станку и инструменту, мы рекомендуем придерживаться следующего алгоритма:
1. Определите конусность патрона. Она должна совпадать с обозначением конуса вашего станка.
2. Измерьте максимальное расстояние по оси Z (по высоте), на которое шпиндель вашего станка может опускаться относительно стола. Например, если шпиндель может опускаться не ниже 110 миллиметров от поверхности стола, то лучше выбрать силовой патрон с вылетом, равным этому расстоянию.
3. Определите диапазон диаметров фрез, которые вы планируете использовать на своем станке. Например, если вы собираетесь работать с фрезами диаметром от 3 до 22 миллиметров, то подойдет патрон с цангами HC32.
Рассмотрим пример подбора
Допустим, у нас есть станок с конусом шпинделя BT50. Шпиндель станка может приближаться к столу не ближе, чем на 200 миллиметров. Для нашей работы будем использовать только фрезы диаметром 18 миллиметров.
Чтобы правильно подобрать оправку, нужно учесть несколько важных факторов:
1. Конус оправки должен совпадать с конусом шпинделя, то есть быть BT50.
2. Длина вылета оправки должна быть примерно равна расстоянию от шпинделя до стола, плюс-минус 20-30 миллиметров. В нашем случае мы выбираем вылет 200 миллиметров.
3. В качестве цанги можно использовать НС32, так как диаметр нашей фрезы составляет 18 миллиметров, а набор цанг с таким размером позволяет зажимать фрезы диаметром от 3 мм до 25 мм.
Таким образом, наиболее подходящим вариантом для нас является силовой патрон ВТ50-HC32-200.
Обозначения:
* ВТ50 — конус оправки;
* НС32 — размер цанги;
* 200 — вылет силового патрона от шпинделя станка.
Если в каталоге производителя не нашлось патрона с нужным конусом, цангой или вылетом, можно воспользоваться следующими рекомендациями:
1. Конус: если не удалось найти силовой патрон с необходимым конусом, стоит поискать оснастку у других производителей.
2. Цанга: если нет подходящего силового патрона с нужным размером цанги, можно рассмотреть возможность использования цанги с большим наружным диаметром. Например, вместо цанги НС32 возьмите НС42.
3. Вылет: если не удалось найти силовой патрон с достаточным вылетом, необходимо учесть вылет фрезы из патрона, который также увеличивает вылет обработки. Если патрон слишком короткий и не хватает длины его вылета и вылета фрезы для обработки вашей детали, стоит поискать нужный силовой патрон у других производителей. Если у них также нет подходящего патрона, то следует рассмотреть возможность использования фрез с большим вылетом.
Силовой фрезерный патрон — это передовое решение, которое позволяет улучшить качество выпускаемой продукции и обеспечить надёжное крепление инструмента на станке.
В интернет-магазине AHNO-TOOL.RU представлен широкий ассортимент силовых патронов торговой марки Bright-tools под такие конуса как: BT, NT, SK, HSK, CAT. У нас вы сможете найти как самые популярные, так и редкие типоразмеры. Мы постоянно пополняем ассортимент и тщательно следим за качеством предлагаемой продукции. Ознакомиться с ассортиментом и сделать выбор можно здесь.
