AHNO ВХОДИТ В ГРУППУ КОМПАНИЙ SANDVIK
Акты испытаний инструмента ТМ AHNO
Фреза монолитная твердосплавная концевая BRGM-2E-D16.0 HRC55 AHNO
BR — это твердосплавная фреза, изготовленная из цельного мелкозернистого твёрдого сплава.
GM — фреза, предназначенная для обработки легированных, нержавеющих и углеродистых сталей. Она также изготовлена из однородного мелкозернистого твёрдого сплава.
2E — фреза имеет два зуба. Её универсальная геометрия больше всего подходит для чистовой и получистовой обработки. Торцевая часть фрезы имеет плоскую форму, поэтому при фрезеровании этими фрезами на торце фрезеруемого паза образуется ровная поверхность.
Монолитная фреза предназначена для обработки углеродистых и низколегированных сталей, твёрдость которых не превышает 50-55 HRC. Также её можно использовать для обработки титана и нержавеющих сталей, но в этом случае производительность будет ниже максимальной.
| Угол подъёма стружечной канавки составляет 35°, что соответствует стандартному углу подъёма канавки для фрез, используемых при обработке стали. Данный угол стружечной канавки позволяет эффективно отводить стружку из зоны резания, одновременно способствуя дроблению стружки под воздействием силы резания. |  |
| Фрезы покрыты TiAIN. Покрытие Нитрид Титана с добавлением Алюминия предназначено для увеличения твердости и износостойкости поверхностного слоя. Наличие Алюминия обеспечивает смазку при резании, что уменьшает силы трения о поверхности и снижает температуру резания. Покрытие хорошо работает на высоких скоростях. | 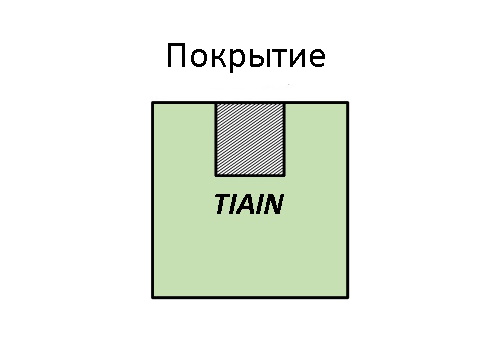 |
| Хвостовик имеет шестой квалитет точности, что обеспечивает надёжное закрепление инструмента в любой современной оснастке. Особенно важна точность исполнения хвостовика при креплении инструмента в термооправках, так как в данной оснастке крепление осуществляется из-за расширения и затем усадки посадочных мест оправки за счет температуры, и соответственно данные оправки имеют очень небольшой диапазон зажима. Но вместе с тем данные оправки считаются самыми надежными и точными. |  |
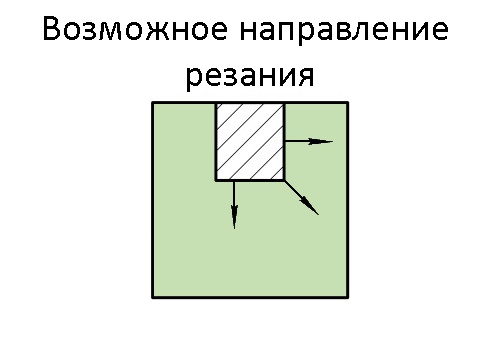
| При работе фрезой сразу в нескольких направлениях, скорость перемещения по всем плоскостям необходимо складывать для определения оптимальной подачи. При этом предпочтительный съем металла выполняется диаметром режущей поверхности, так как в этом случае производительность фрезы максимальная. | 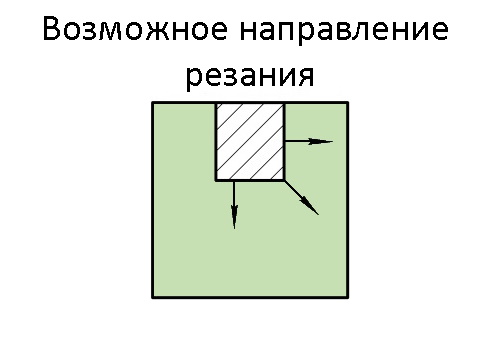 |
Диаметры фрез выполнены с высокой точностью, отклонение составляет не более 0,01 мм.
Для качественного нанесения покрытия все поверхности инструмента проходят подготовительные отделочные операции, что бы покрытие ложилась максимально качественно на поверхность. Так же, отделочные операции повышают качество поверхности и стойкость инструмента. На инструмент наносится однослойное покрытие с мелкозернистой структурой, что, с одной стороны, позволяет избежать быстрого стирания покрытия, а с другой стороны, предотвращает развитие трещин и сколов на поверхности инструмента. Так как покрытие однослойное, оно не имеет подложки, которая предохраняет твёрдый сплав от перегрева. Поэтому данные фрезы немного уступают аналогичным фрезам в скоростях резания, но мелкозернистое покрытие обеспечивает их долговечность, поскольку оно стирается намного дольше стандартного покрытия.
| Фреза оснащена двумя зубьями, что позволяет увеличить стружечные канавки. Однако это приводит к снижению производительности, если длина резания зуба невелика. Поэтому рекомендуется использовать эти фрезы для фрезерования пазов или обработки деталей сложной конфигурации. | |
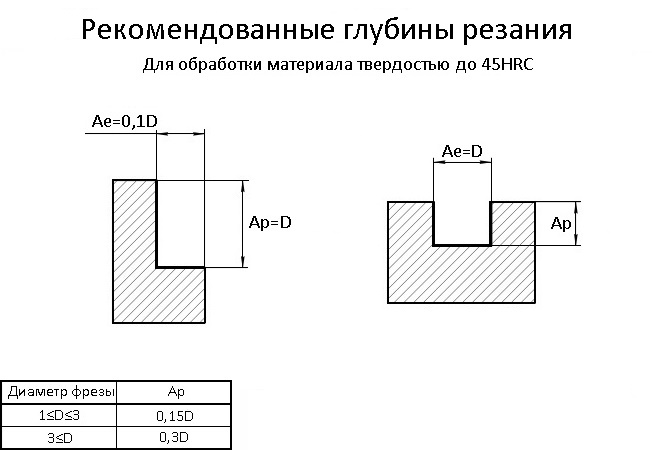
| При работе с нержавеющими сталями и титаном необходимо снизить рекомендованные режимы обработки. Фреза имеет сложную заточку, которая, с одной стороны, защищает режущую кромку от сколов, а с другой — обеспечивает эффективный отвод тепла из зоны резания. Обратите внимание, что при фрезеровке паза для фрез диаметром от 1 до 3 мм глубина фрезеровки за один проход не должна превышать 0,15D. При использовании фрез диаметром более 3 мм глубина резания не должна быть больше 0,3D за один проход. При обработке уступов глубина фрезеруемого уступа за один проход не должна превышать 0,1D фрезы. Высота уступа, в свою очередь, не должна быть больше диаметра фрезы за один проход. При фрезеровке сталей с твёрдостью 50-55 HRC глубина фрезеруемого уступа за один проход не должна превышать 0,05D, а высота уступа должна быть меньше диаметра фрезы. При фрезеровке сталей с твёрдостью до 45HRC глубина фрезеруемого уступа за один проход не должна превышать 0,05D, а высота уступа должна быть меньше диаметра фрезы. |
|
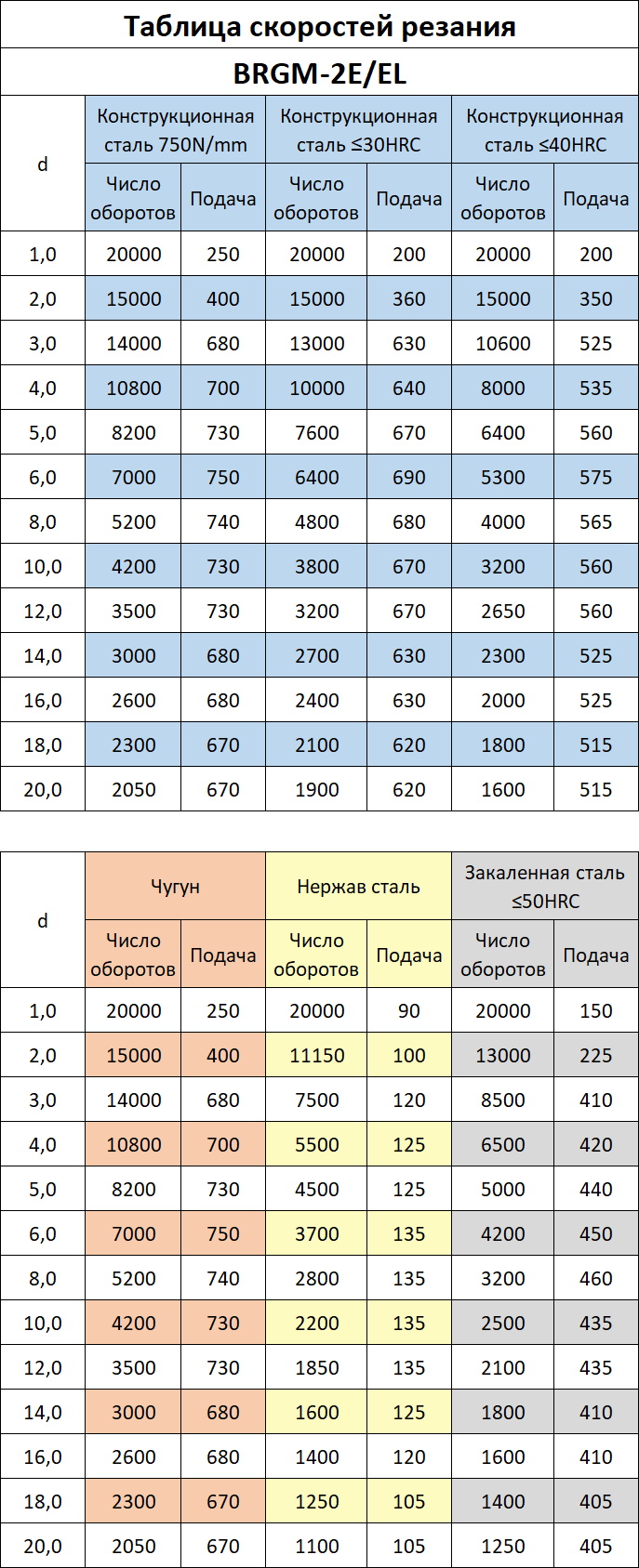
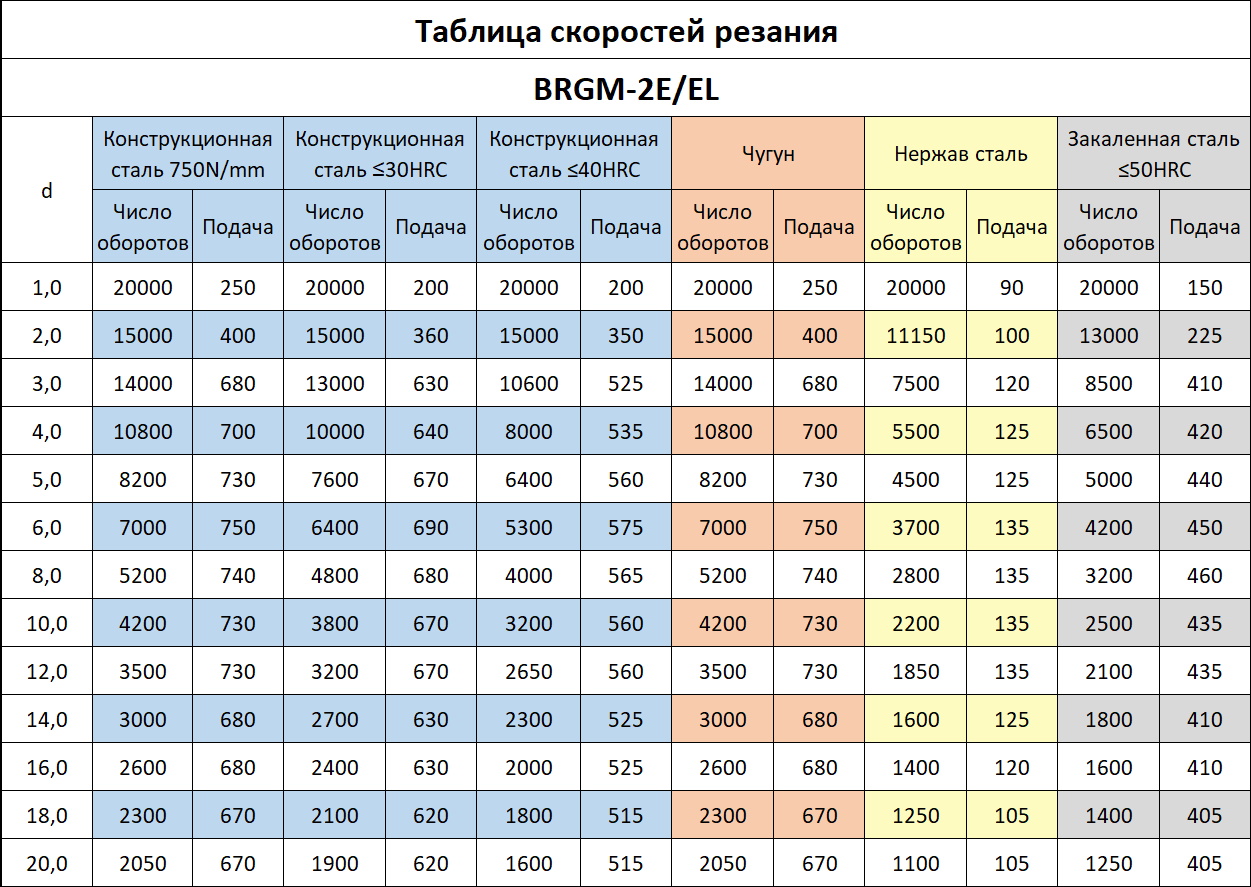
Ниже приведены режимы обработки для фрез данного типа при фрезеровке горизонтальных или вертикальных уступов.
Обращаем внимание:
- При работе по литейной корке режимы необходимо понизить на 20%;
- Для улучшения шероховатости обрабатываемой поверхности нужно снижать подачу;
- Режимы обработки даны приблизительные и указаны для ориентира;
- Рекомендованная стойкость фрезы для максимального экономического эффекта 30 минут.
AHNO ВХОДИТ В ГРУППУ КОМПАНИЙ SANDVIK
Акты испытаний инструмента ТМ AHNO
Фреза монолитная твердосплавная концевая BRGM-2E-D16.0 HRC55 AHNO
BR — это твердосплавная фреза, изготовленная из цельного мелкозернистого твёрдого сплава.
GM — фреза, предназначенная для обработки легированных, нержавеющих и углеродистых сталей. Она также изготовлена из однородного мелкозернистого твёрдого сплава.
2E — фреза имеет два зуба. Её универсальная геометрия больше всего подходит для чистовой и получистовой обработки. Торцевая часть фрезы имеет плоскую форму, поэтому при фрезеровании этими фрезами на торце фрезеруемого паза образуется ровная поверхность.
Монолитная фреза предназначена для обработки углеродистых и низколегированных сталей, твёрдость которых не превышает 50-55 HRC. Также её можно использовать для обработки титана и нержавеющих сталей, но в этом случае производительность будет ниже максимальной.
Угол подъёма стружечной канавки составляет 35°, что соответствует стандартному углу подъёма канавки для фрез, используемых при обработке стали. Данный угол стружечной канавки позволяет эффективно отводить стружку из зоны резания, одновременно способствуя дроблению стружки под воздействием силы резания.
Фрезы покрыты TiAIN. Покрытие Нитрид Титана с добавлением Алюминия предназначено для увеличения твердости и износостойкости поверхностного слоя. Наличие Алюминия обеспечивает смазку при резании, что уменьшает силы трения о поверхности и снижает температуру резания. Покрытие хорошо работает на высоких скоростях.
Хвостовик имеет шестой квалитет точности, что обеспечивает надёжное закрепление инструмента в любой современной оснастке. Особенно важна точность исполнения хвостовика при креплении инструмента в термооправках, так как в данной оснастке крепление осуществляется из-за расширения и затем усадки посадочных мест оправки за счет температуры, и соответственно данные оправки имеют очень небольшой диапазон зажима. Но вместе с тем данные оправки считаются самыми надежными и точными.
При работе фрезой сразу в нескольких направлениях, скорость перемещения по всем плоскостям необходимо складывать для определения оптимальной подачи. При этом предпочтительный съем металла выполняется диаметром режущей поверхности, так как в этом случае производительность фрезы максимальная.
Диаметры фрез выполнены с высокой точностью, отклонение составляет не более 0,01 мм.
Для качественного нанесения покрытия все поверхности инструмента проходят подготовительные отделочные операции, что бы покрытие ложилась максимально качественно на поверхность. Так же, отделочные операции повышают качество поверхности и стойкость инструмента. На инструмент наносится однослойное покрытие с мелкозернистой структурой, что, с одной стороны, позволяет избежать быстрого стирания покрытия, а с другой стороны, предотвращает развитие трещин и сколов на поверхности инструмента. Так как покрытие однослойное, оно не имеет подложки, которая предохраняет твёрдый сплав от перегрева. Поэтому данные фрезы немного уступают аналогичным фрезам в скоростях резания, но мелкозернистое покрытие обеспечивает их долговечность, поскольку оно стирается намного дольше стандартного покрытия.
Фреза оснащена двумя зубьями, что позволяет увеличить стружечные канавки. Однако это приводит к снижению производительности, если длина резания зуба невелика. Поэтому рекомендуется использовать эти фрезы для фрезерования пазов или обработки деталей сложной конфигурации. При работе с нержавеющими сталями и титаном необходимо снизить рекомендованные режимы обработки.
Фреза имеет сложную заточку, которая, с одной стороны, защищает режущую кромку от сколов, а с другой — обеспечивает эффективный отвод тепла из зоны резания.
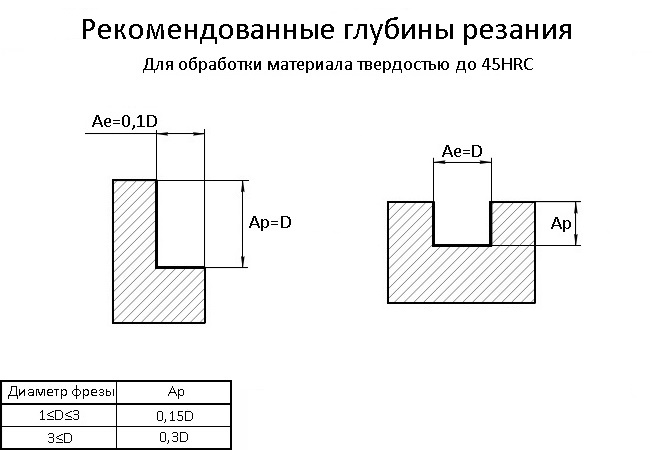
Обратите внимание, что при фрезеровке паза для фрез диаметром от 1 до 3 мм глубина фрезеровки за один проход не должна превышать 0,15D. При использовании фрез диаметром более 3 мм глубина резания не должна быть больше 0,3D за один проход.
При обработке уступов глубина фрезеруемого уступа за один проход не должна превышать 0,1D фрезы. Высота уступа, в свою очередь, не должна быть больше диаметра фрезы за один проход.
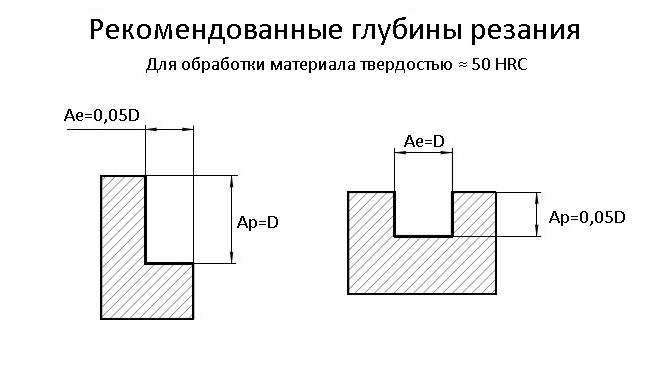
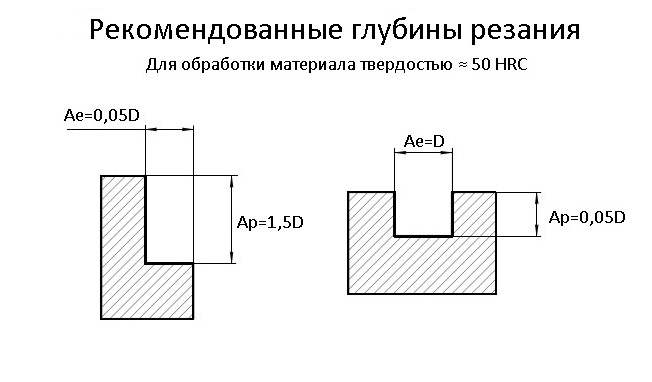
При фрезеровке сталей с твёрдостью 50-55 HRC глубина фрезеруемого уступа за один проход не должна превышать 0,05D, а высота уступа должна быть меньше диаметра фрезы.
При фрезеровке сталей с твёрдостью до 45HRC глубина фрезеруемого уступа за один проход не должна превышать 0,05D, а высота уступа должна быть меньше диаметра фрезы.
Ниже приведены режимы обработки для фрез данного типа при фрезеровке горизонтальных или вертикальных уступов.
Обращаем внимание:
- При работе по литейной корке режимы необходимо понизить на 20%;
- Для улучшения шероховатости обрабатываемой поверхности нужно снижать подачу;
- Режимы обработки даны приблизительные и указаны для ориентира;
- Рекомендованная стойкость фрезы для максимального экономического эффекта 30 минут.