AHNO ВХОДИТ В ГРУППУ КОМПАНИЙ SANDVIK
Акты испытаний инструмента ТМ AHNO
Фреза монолитная твердосплавная сферическая BRGM-4B-R10.0 HRC55 AHNO
BR — это твердосплавная фреза, изготовленная из цельного мелкозернистого твёрдого сплава.
GM — фреза, предназначенная для обработки легированных, нержавеющих и углеродистых сталей. Она также изготовлена из однородного мелкозернистого твёрдого сплава.
4В — это фреза с радиусным донышком и четырьмя рабочими зубьями. Благодаря этому она обеспечивает высокую точность и производительность чистовой обработки, а также максимальную шероховатость поверхности. Толстая сердцевина фрезы делает её достаточно прочной и предотвращает вибрации.
Фрезы предназначены для чистовой обработки деталей со сложными поверхностями, таких как лопатки турбин, штампы, корпуса и другие.
| Угол подъёма стружечной канавки составляет 35°, что позволяет использовать фрезы для различных задач. Фрезы имеют специальную геометрию, которая помогает дробить стружку и увеличивает срок службы инструмента. |  |
| Покрытие TiAIN на фрезах обеспечивает их стойкость. Для качественного нанесения покрытия все рабочие поверхности инструмента подвергаются отделке и очистке. Затем в специальных камерах на поверхность наносится однослойное мелкозернистое покрытие. Это позволяет избежать быстрого стирания покрытия и предотвратить появление трещин и сколов на инструменте. Поскольку покрытие однослойное и не имеет подложки, которая предохраняет твёрдый сплав от перегрева, эти фрезы немного уступают аналогичным по скорости резания. Однако мелкозернистое покрытие обеспечивает долговечность фрезы, так как оно стирается намного медленнее, чем стандартное покрытие. |  |
| Хвостовик фрезы имеет шестой квалитет точности, что обеспечивает надёжное крепление инструмента в любой современной оснастке. Особенно важно точное исполнение хвостовика при его креплении в термооправках. В таких оправках крепление осуществляется за счёт расширения и усадки посадочных мест оправки под воздействием температуры. Из-за этого термооправки имеют очень небольшой диапазон зажима. Однако они считаются самыми надёжными и точными. |  |
| При использовании фрезы в нескольких направлениях необходимо сложить скорости перемещения по всем плоскостям, чтобы определить оптимальную подачу. Для этого используется правило сложения векторов. | 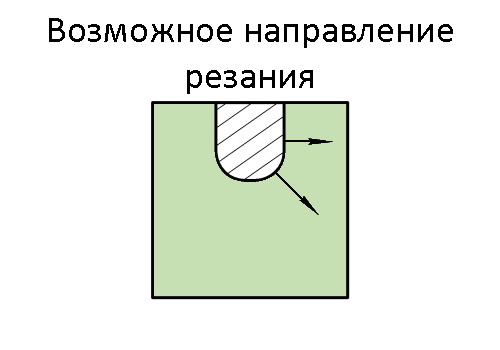 |
| Все фрезы изготавливаются с высокой точностью, которая позволяет выполнять обработку с максимальным отклонением размера ± 0,01 мм. |  |
Фреза имеет особую заточку, которая, с одной стороны, предохраняет режущую кромку от сколов, а с другой – обеспечивает эффективный отвод тепла из зоны резания.
Если в больших радиусах фрезы нет необходимости, то стоит выбрать фрезы с плоским донышком (например, BRGM-4R) и небольшими радиусами скругления на режущих кромках.
При использовании таких фрез глубина резания должна быть не менее 0,3 мм, но не превышать диаметр фрезы. Если глубина резания будет меньше 0,3 мм, процесс резания прекратится, и начнётся трение, продавливание и другие сложные процессы обработки на режущих кромках фрезы. Это может привести к преждевременному износу инструмента.
Если же глубина резания будет больше диаметра фрезы, то могут возникнуть вибрации инструмента и его поломка.
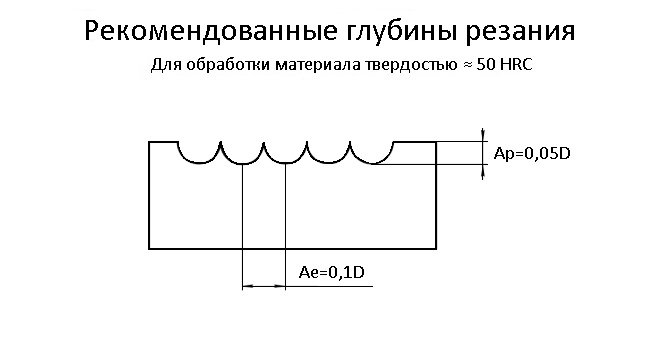
| Фрезы с твёрдостью 55 HRC предназначены для работы с труднообрабатываемыми материалами групп S и Н. Они отличаются повышенной твёрдостью и прочностью, но уступают фрезам для обработки сталей с максимальной твёрдостью 45 HRC в стойкости. Поэтому не рекомендуется использовать фрезы с твёрдостью 55 HRC для обработки материалов групп Р, К, М. | 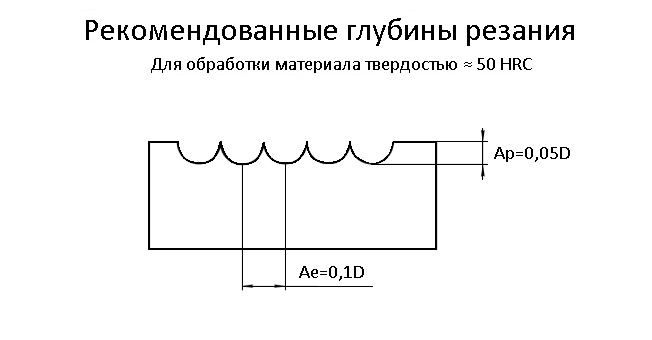 |
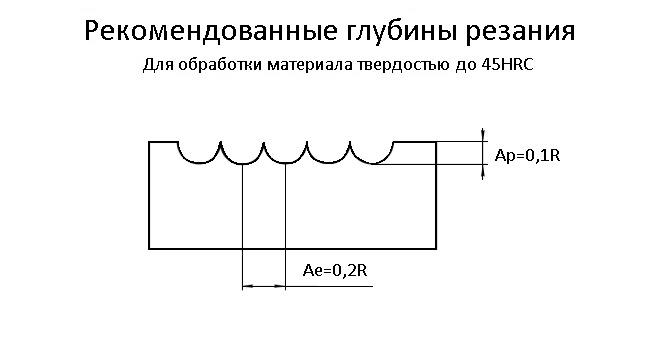
| Фрезы с твёрдостью 45 HRC предназначены для обработки сталей групп Р, М, чугунов и некоторых сплавов группы S. Они обеспечивают максимальную скорость обработки и производительность. Однако, если материал обладает повышенной твёрдостью от 40 до 45 HRC, необходимо выбрать фрезу для более твёрдых материалов. | 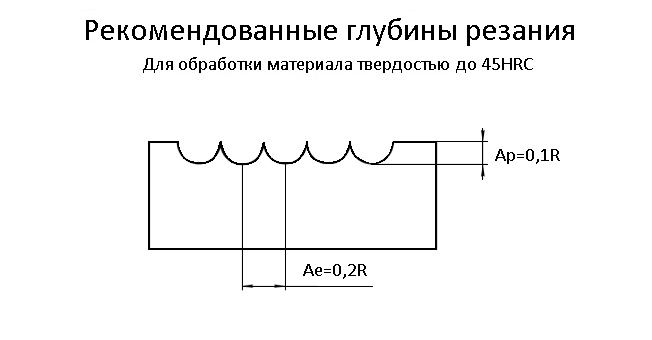 |
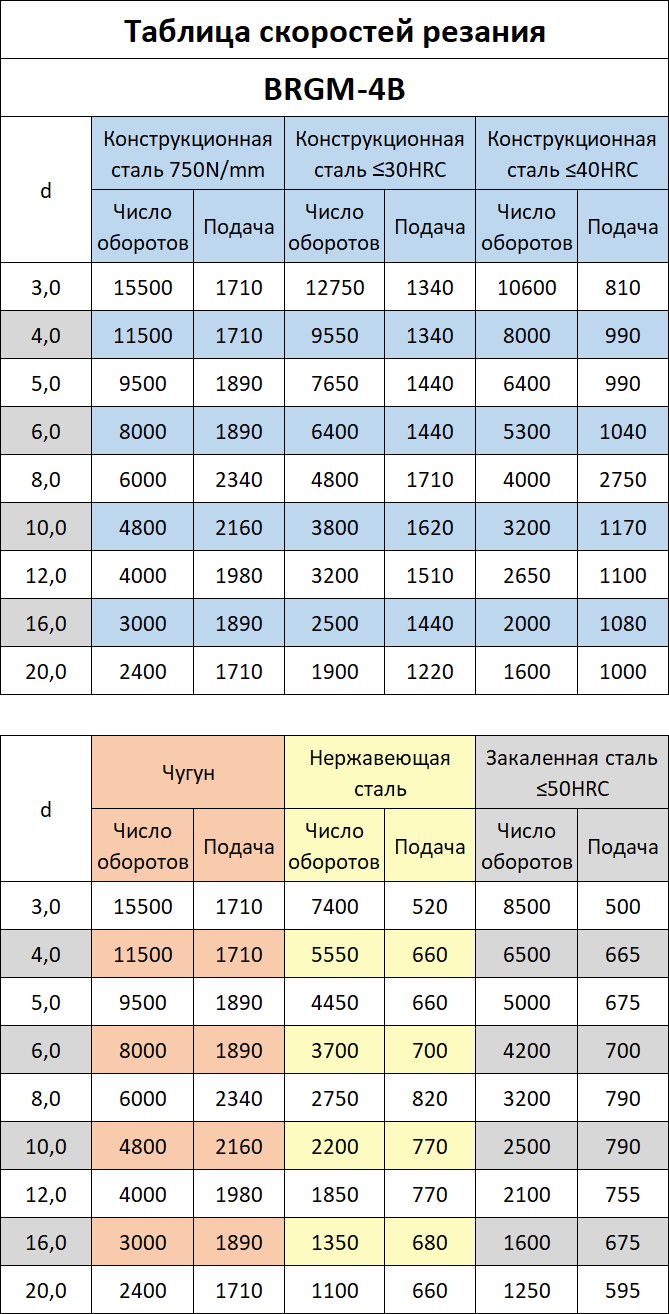
Ниже приведены режимы обработки для фрез данного типа при фрезеровке горизонтальных или вертикальных уступов.
Обращаем внимание:
- При работе по литейной корке режимы необходимо понизить на 20%;
- Для улучшения шероховатости обрабатываемой поверхности нужно снижать подачу;
- Режимы обработки даны приблизительные и указаны для ориентира;
- Рекомендованная стойкость фрезы для максимального экономического эффекта 30 минут.

AHNO ВХОДИТ В ГРУППУ КОМПАНИЙ SANDVIK
Акты испытаний инструмента ТМ AHNO
Фреза монолитная твердосплавная сферическая BRGM-4B-R10.0 HRC55 AHNO
BR — это твердосплавная фреза, изготовленная из цельного мелкозернистого твёрдого сплава.
GM — фреза, предназначенная для обработки легированных, нержавеющих и углеродистых сталей. Она также изготовлена из однородного мелкозернистого твёрдого сплава.
4В — это фреза с радиусным донышком и четырьмя рабочими зубьями. Благодаря этому она обеспечивает высокую точность и производительность чистовой обработки, а также максимальную шероховатость поверхности. Толстая сердцевина фрезы делает её достаточно прочной и предотвращает вибрации.
Фрезы предназначены для чистовой обработки деталей со сложными поверхностями, таких как лопатки турбин, штампы, корпуса и другие.
Угол подъёма стружечной канавки составляет 35°, что позволяет использовать фрезы для различных задач. Фрезы имеют специальную геометрию, которая помогает дробить стружку и увеличивает срок службы инструмента.
Покрытие TiAIN на фрезах обеспечивает их стойкость. Для качественного нанесения покрытия все рабочие поверхности инструмента подвергаются отделке и очистке. Затем в специальных камерах на поверхность наносится однослойное мелкозернистое покрытие. Это позволяет избежать быстрого стирания покрытия и предотвратить появление трещин и сколов на инструменте. Поскольку покрытие однослойное и не имеет подложки, которая предохраняет твёрдый сплав от перегрева, эти фрезы немного уступают аналогичным по скорости резания. Однако мелкозернистое покрытие обеспечивает долговечность фрезы, так как оно стирается намного медленнее, чем стандартное покрытие.
Хвостовик фрезы имеет шестой квалитет точности, что обеспечивает надёжное крепление инструмента в любой современной оснастке. Особенно важно точное исполнение хвостовика при его креплении в термооправках. В таких оправках крепление осуществляется за счёт расширения и усадки посадочных мест оправки под воздействием температуры. Из-за этого термооправки имеют очень небольшой диапазон зажима. Однако они считаются самыми надёжными и точными.
При использовании фрезы в нескольких направлениях необходимо сложить скорости перемещения по всем плоскостям, чтобы определить оптимальную подачу. Для этого используется правило сложения векторов.
Все фрезы изготавливаются с высокой точностью, которая позволяет выполнять обработку с максимальным отклонением размера ± 0,01 мм.
Фреза имеет особую заточку, которая, с одной стороны, предохраняет режущую кромку от сколов, а с другой – обеспечивает эффективный отвод тепла из зоны резания.
Если в больших радиусах фрезы нет необходимости, то стоит выбрать фрезы с плоским донышком (например, BRGM-4R) и небольшими радиусами скругления на режущих кромках.
При использовании таких фрез глубина резания должна быть не менее 0,3 мм, но не превышать диаметр фрезы. Если глубина резания будет меньше 0,3 мм, процесс резания прекратится, и начнётся трение, продавливание и другие сложные процессы обработки на режущих кромках фрезы. Это может привести к преждевременному износу инструмента.
Если же глубина резания будет больше диаметра фрезы, то могут возникнуть вибрации инструмента и его поломка.
Фрезы с твёрдостью 45 HRC предназначены для обработки сталей групп Р, М, чугунов и некоторых сплавов группы S. Они обеспечивают максимальную скорость обработки и производительность. Однако, если материал обладает повышенной твёрдостью от 40 до 45 HRC, необходимо выбрать фрезу для более твёрдых материалов.
Фрезы с твёрдостью 55 HRC предназначены для работы с труднообрабатываемыми материалами групп S и Н. Они отличаются повышенной твёрдостью и прочностью, но уступают фрезам для обработки сталей с максимальной твёрдостью 45 HRC в стойкости. Поэтому не рекомендуется использовать фрезы с твёрдостью 55 HRC для обработки материалов групп Р, К, М.
Ниже приведены режимы обработки для фрез данного типа при фрезеровке горизонтальных или вертикальных уступов.
Обращаем внимание:
- При работе по литейной корке режимы необходимо понизить на 20%;
- Для улучшения шероховатости обрабатываемой поверхности нужно снижать подачу;
- Режимы обработки даны приблизительные и указаны для ориентира;
- Рекомендованная стойкость фрезы для максимального экономического эффекта 30 минут.