AHNO ВХОДИТ В ГРУППУ КОМПАНИЙ SANDVIK
Акты испытаний инструмента ТМ AHNO
Фреза монолитная твердосплавная сферическая BRHM-2B-R0.75S AHNO
BR — твердосплавная фреза, изготовленная из цельного мелкозернистого твёрдого сплава.
НМ — фреза, предназначенная для обработки закалённой стали с твёрдостью до 65 HRC. Также она подходит для обработки жаропрочных сплавов, что делает её универсальной.
2В — фреза с радиусным донышком и двумя рабочими зубьями. Такая конструкция позволяет использовать её для черновой обработки и работы в паз.
Двузубая конструкция фрезы обеспечивает прочность режущей части, что позволяет выполнять высокопроизводительную фрезеровку.
Фрезы предназначены для черновой обработки закалённых сталей. Они особенно эффективны при работе со сложными деталями, требующими значительного удаления материала.
| Угол подъёма стружечной канавки 35°, что соответствует универсальной обработке. Так же фрезы имеют специальную геометрию, которая позволяет дробить стружку и увеличивает срок службы фрезы. |  |
| Покрытие AlTiSiN — это нитрид алюминия, легированный титаном и силициумом. Оно разработано специально для обработки твёрдых сталей и обладает высокой твёрдостью, а также низкой восприимчивостью к тепловому воздействию. Многослойное покрытие позволяет оптимально регулировать взаимодействие между обрабатываемым материалом и инструментом. Верхние слои покрытия обеспечивают контакт с металлом и защищают твёрдый сплав от износа. Нижние слои покрытия защищают твёрдый сплав от воздействия высоких температур. |  |
| Хвостовик инструмента соответствует шестому квалитету точности, что гарантирует надёжное крепление инструмента в любой современной оснастке. Особенно важно точное исполнение хвостовика при креплении инструмента в термооправках. В таких оправках крепление осуществляется за счёт расширения и последующей усадки посадочных мест при воздействии температуры. Из-за этого диапазон зажима в таких оправках очень небольшой. Однако именно эти оправки считаются самыми надёжными и точными. |  |
| Если при работе фрезой необходимо перемещаться сразу в нескольких направлениях, то для определения оптимальной подачи нужно сложить скорости перемещения по всем плоскостям. Общая подача фрезы рассчитывается по правилам сложения векторов. | 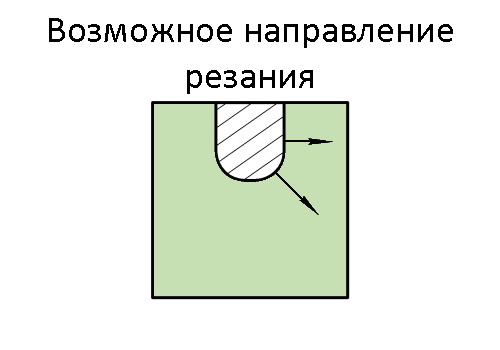 |
| Все фрезы изготавливаются с высокой точностью, которая позволяет производить обработку с максимальным отклонением размера плюс-минус 0,01 миллиметра. | 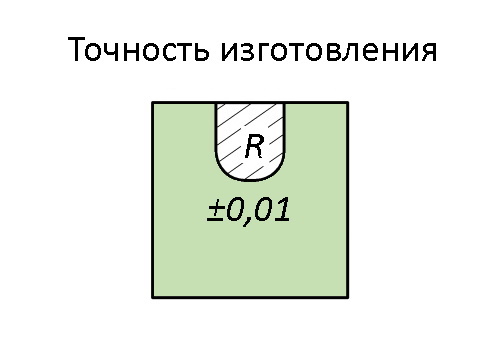 |
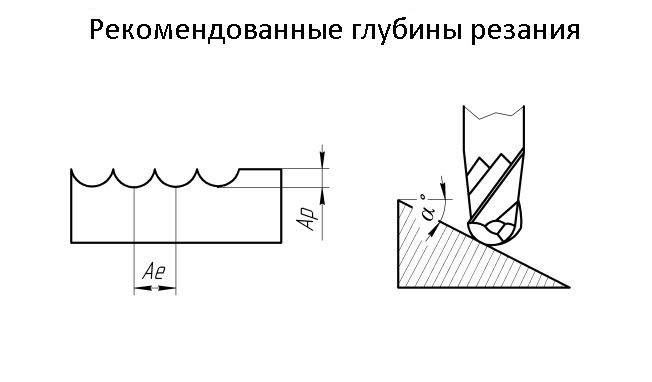
При выборе режимов резания необходимо учитывать, что эти фрезы не подходят для обработки паза, глубина которого превышает диаметр фрезы за один проход.
| При этом предпочтительный съём металла выполняется диаметром режущей поверхности, так как это позволяет добиться максимальной производительности фрезы. Глубина резания должна быть не менее 0,3 миллиметра, а подача — не менее 0,04 миллиметра на зуб. Если уменьшить эти параметры, процесс резания будет происходить некорректно, что может повлиять на долговечность фрезы и точность получаемых размеров. | 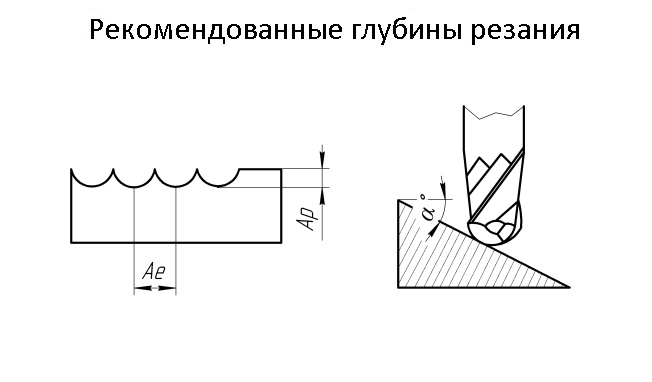 |
| Фреза 65 HRC предназначена для работы с материалами, которые сложно поддаются обработке, такими как группы S и H. Эти фрезы обладают повышенной твёрдостью и прочностью, однако уступают фрезам для обработки сталей с максимально возможной твёрдостью 45 HRC в стойкости. Поэтому не рекомендуется использовать фрезы с твёрдостью 65 HRC для обработки материалов, относящихся к группам Р, К и М. | |
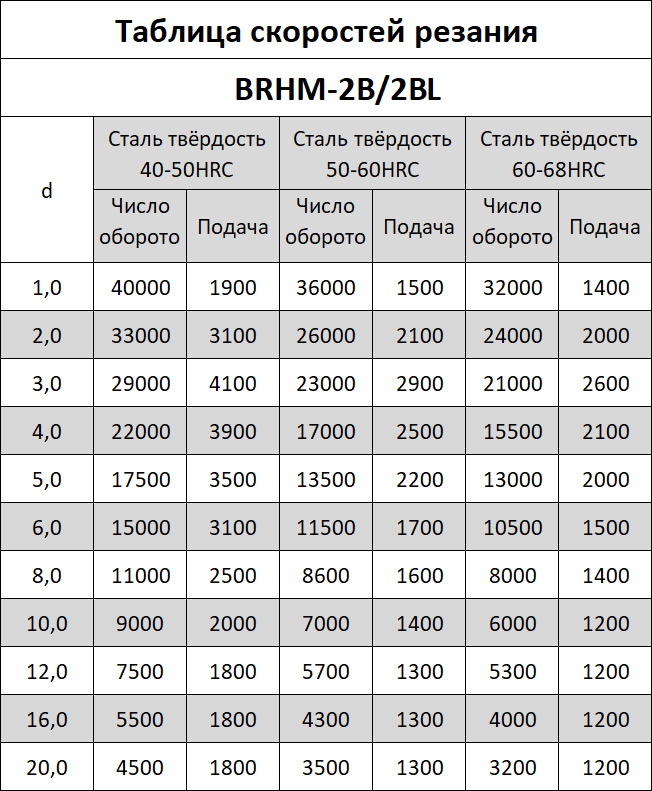
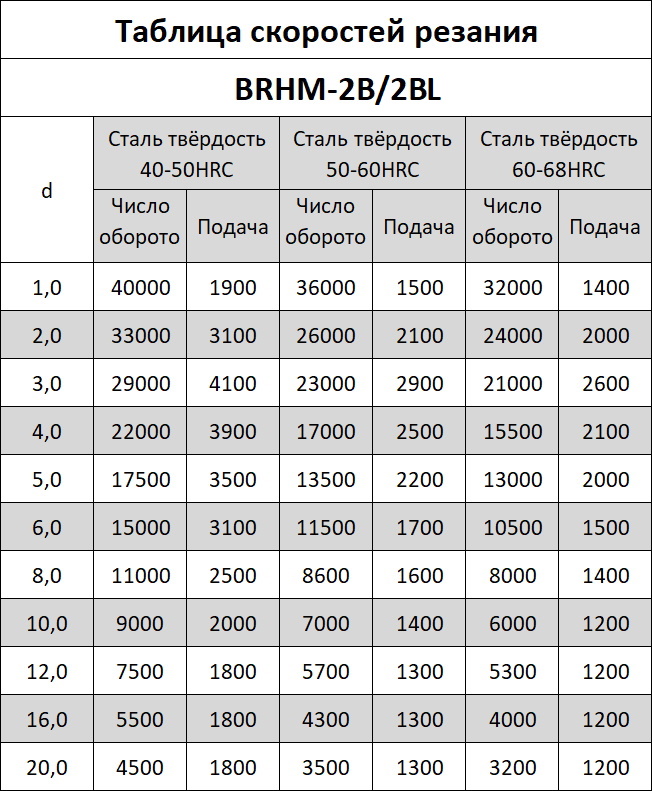
Ниже приведены режимы обработки для фрез данного типа при фрезеровке горизонтальных или вертикальных уступов.
Обращаем внимание:
- При работе по литейной корке режимы необходимо понизить на 20%;
- Для улучшения шероховатости обрабатываемой поверхности нужно снижать подачу;
- Режимы обработки даны приблизительные и указаны для ориентира;
- Рекомендованная стойкость фрезы для максимального экономического эффекта 30 минут.
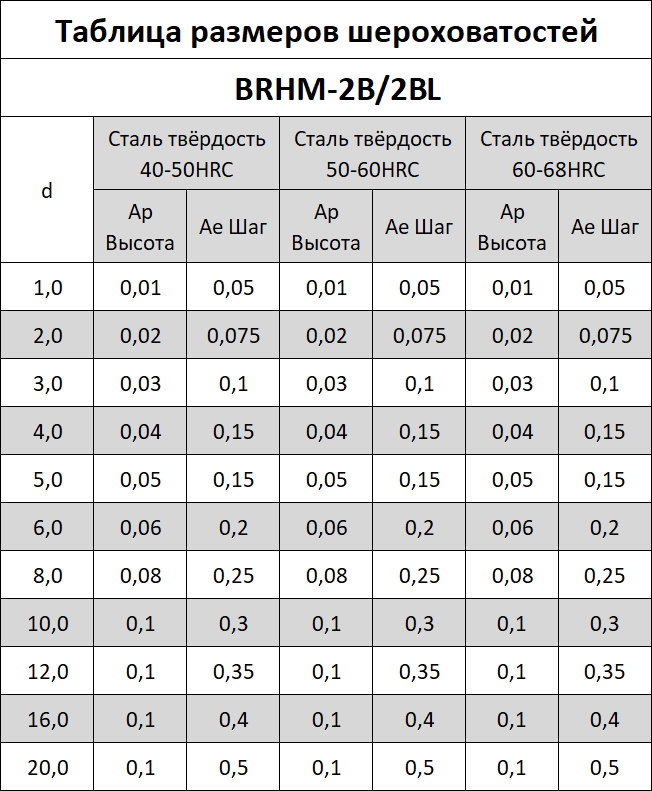
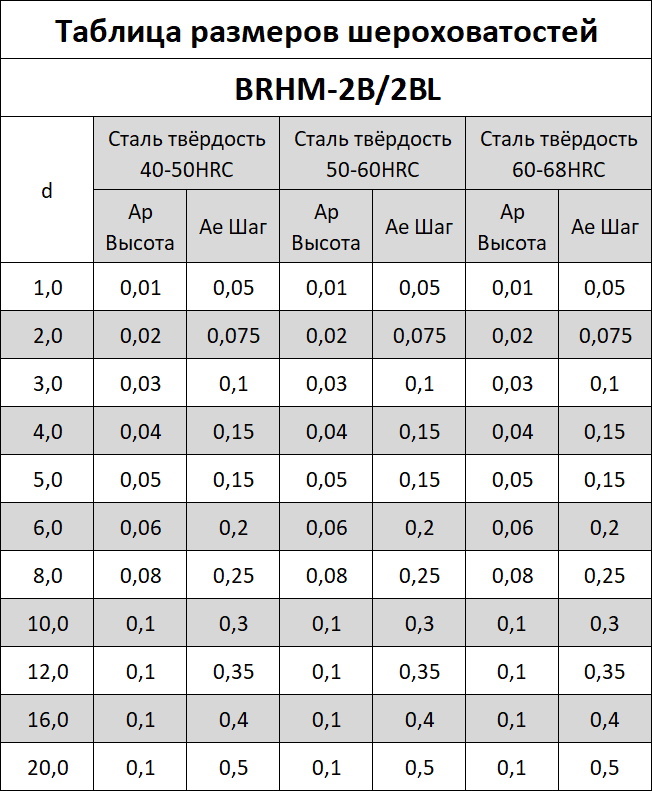
Глубина и шаг шероховатости зависит от размера радиуса фрезы. Чем больше радиус фрезы, тем меньше размер шероховатости. Так же шероховатость зависит от рабочей подачи фрезы и скорости резания. Чем ниже подача фрезы, тем лучше шероховатость и чем выше скорость резания фрезы, тем лучше шероховатость обработанной поверхности.
AHNO ВХОДИТ В ГРУППУ КОМПАНИЙ SANDVIK
Акты испытаний инструмента ТМ AHNO
Фреза монолитная твердосплавная сферическая BRHM-2B-R0.75S AHNO
BR — твердосплавная фреза, изготовленная из цельного мелкозернистого твёрдого сплава.
НМ — фреза, предназначенная для обработки закалённой стали с твёрдостью до 65 HRC. Также она подходит для обработки жаропрочных сплавов, что делает её универсальной.
2В — фреза с радиусным донышком и двумя рабочими зубьями. Такая конструкция позволяет использовать её для черновой обработки и работы в паз.
Двузубая конструкция фрезы обеспечивает прочность режущей части, что позволяет выполнять высокопроизводительную фрезеровку.
Фрезы предназначены для черновой обработки закалённых сталей. Они особенно эффективны при работе со сложными деталями, требующими значительного удаления материала.
Угол подъёма стружечной канавки 35°, что соответствует универсальной обработке. Так же фрезы имеют специальную геометрию, которая позволяет дробить стружку и увеличивает срок службы фрезы.
Покрытие AlTiSiN — это нитрид алюминия, легированный титаном и силициумом. Оно разработано специально для обработки твёрдых сталей и обладает высокой твёрдостью, а также низкой восприимчивостью к тепловому воздействию.
Многослойное покрытие позволяет оптимально регулировать взаимодействие между обрабатываемым материалом и инструментом. Верхние слои покрытия обеспечивают контакт с металлом и защищают твёрдый сплав от износа. Нижние слои покрытия защищают твёрдый сплав от воздействия высоких температур.
Хвостовик инструмента соответствует шестому квалитету точности, что гарантирует надёжное крепление инструмента в любой современной оснастке. Особенно важно точное исполнение хвостовика при креплении инструмента в термооправках. В таких оправках крепление осуществляется за счёт расширения и последующей усадки посадочных мест при воздействии температуры. Из-за этого диапазон зажима в таких оправках очень небольшой. Однако именно эти оправки считаются самыми надёжными и точными.
Если при работе фрезой необходимо перемещаться сразу в нескольких направлениях, то для определения оптимальной подачи нужно сложить скорости перемещения по всем плоскостям. Общая подача фрезы рассчитывается по правилам сложения векторов.
Все фрезы изготавливаются с высокой точностью, которая позволяет производить обработку с максимальным отклонением размера плюс-минус 0,01 миллиметра.
При выборе режимов резания необходимо учитывать, что эти фрезы не подходят для обработки паза, глубина которого превышает диаметр фрезы за один проход.
При этом предпочтительный съём металла выполняется диаметром режущей поверхности, так как это позволяет добиться максимальной производительности фрезы.
Глубина резания должна быть не менее 0,3 миллиметра, а подача — не менее 0,04 миллиметра на зуб. Если уменьшить эти параметры, процесс резания будет происходить некорректно, что может повлиять на долговечность фрезы и точность получаемых размеров.
Фреза 65 HRC предназначена для работы с материалами, которые сложно поддаются обработке, такими как группы S и H. Эти фрезы обладают повышенной твёрдостью и прочностью, однако уступают фрезам для обработки сталей с максимально возможной твёрдостью 45 HRC в стойкости. Поэтому не рекомендуется использовать фрезы с твёрдостью 65 HRC для обработки материалов, относящихся к группам Р, К и М.
Ниже приведены режимы обработки для фрез данного типа при фрезеровке горизонтальных или вертикальных уступов.
Обращаем внимание:
- При работе по литейной корке режимы необходимо понизить на 20%;
- Для улучшения шероховатости обрабатываемой поверхности нужно снижать подачу;
- Режимы обработки даны приблизительные и указаны для ориентира;
- Рекомендованная стойкость фрезы для максимального экономического эффекта 30 минут.
Глубина и шаг шероховатости зависит от размера радиуса фрезы. Чем больше радиус фрезы, тем меньше размер шероховатости. Так же шероховатость зависит от рабочей подачи фрезы и скорости резания. Чем ниже подача фрезы, тем лучше шероховатость и чем выше скорость резания фрезы, тем лучше шероховатость обработанной поверхности.