














AHNO ВХОДИТ В ГРУППУ КОМПАНИЙ SANDVIK
Акты испытаний инструмента ТМ AHNO
Пластина твердосплавная ISO CNMG120408-PRA ACP30B AHNO предназначена для черновой обработки стали.
| С - Ромбическая пластина предназначена для обработки деталей с прямыми уступами и без них. Заострённые углы ромба, равные 80°, обеспечивают прочную геометрию режущей части пластин за счёт небольшого угла боковой поверхности к плоскости резания. Эта геометрия хорошо подходит как для чистовой, так и для черновой обработки. Форма пластины позволяет прочно закрепить её в державке даже при чрезмерном износе пластины со стороны крепления. | 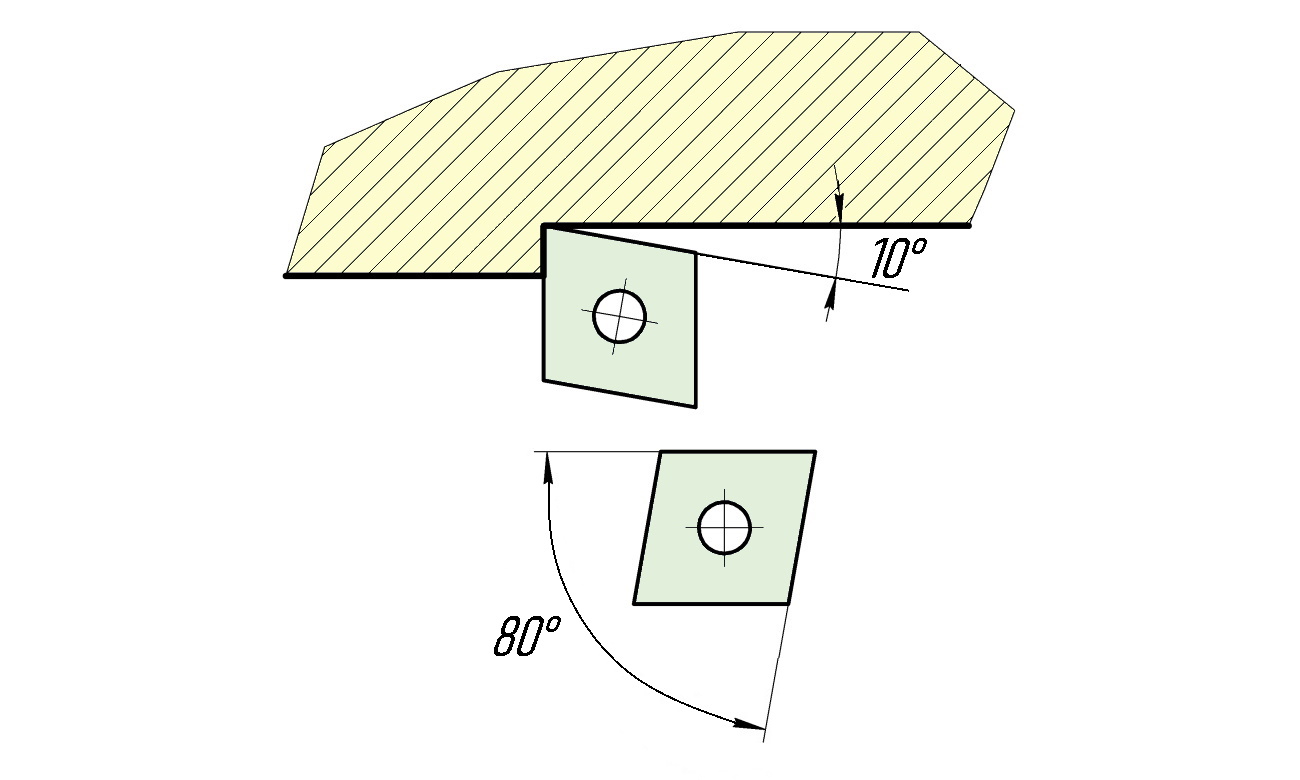 |
| N - Задний угол пластины равен нулю, что обеспечивает максимальную прочность режущей кромки. Этот задний угол является самым распространенным среди всех типов задних углов для обработки металлов и жаропрочных сплавов. Первый выбор для общей токарной обработки. | 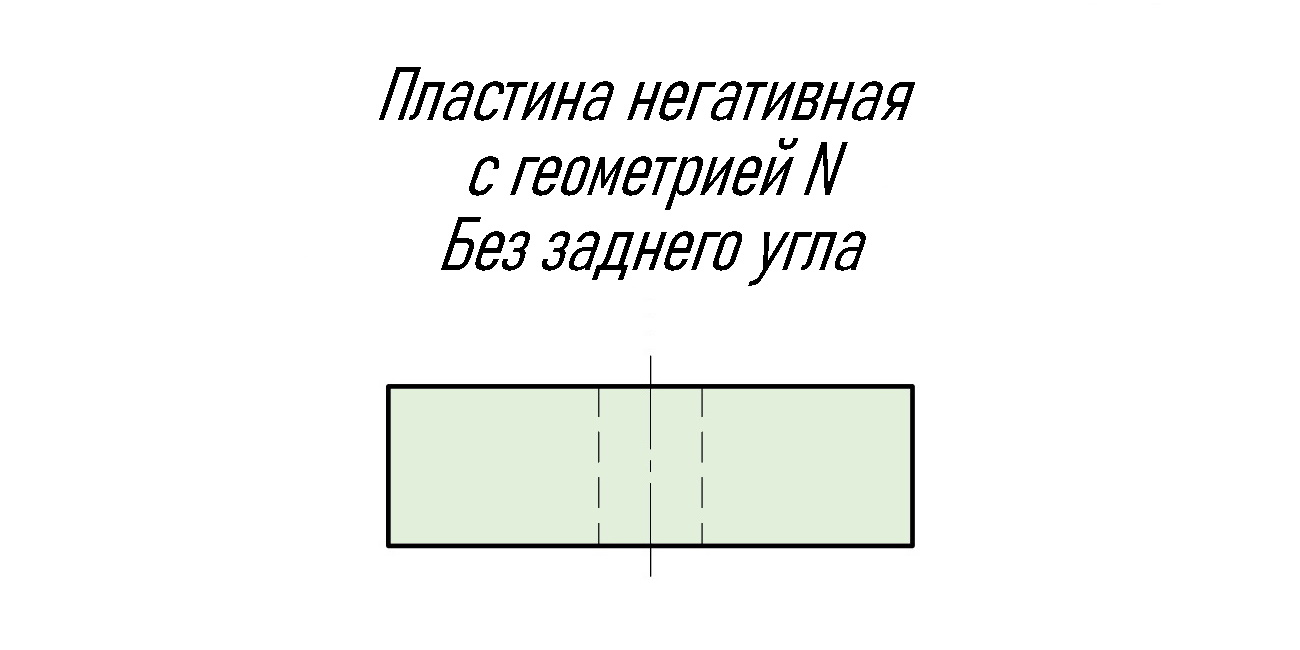 |
| М - Точность размеров пластины позволяет менять режущие кромки пластины без большой корректировки управляющей программы, если требование к точности размеров детали не являются высокими. Предельные размеры отклонения размеров пластины: S = ±0.15 mm m = ±0.08 mm d = ±0.05 mm | 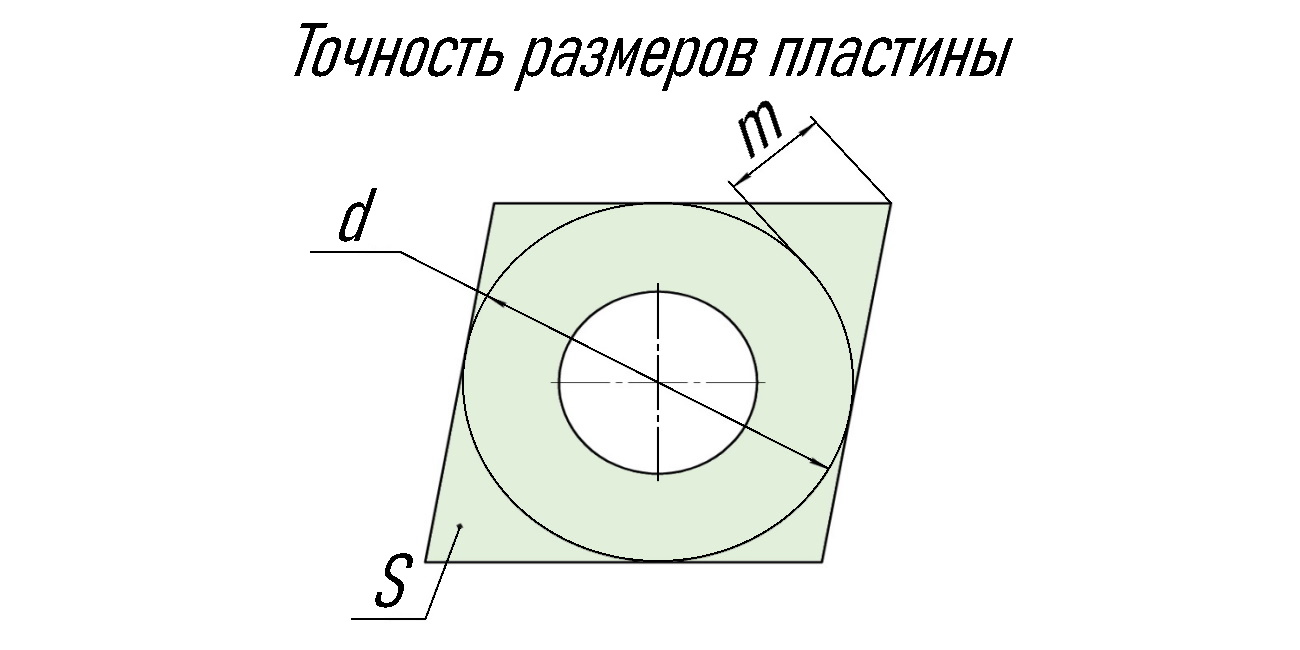 |
| G - Двусторонняя пластина со стружколомами на двух поверхностях позволяет увеличить количество режущих кромок в два раза, что обеспечивает умеренный расход пластин и существенную экономию при закупке режущего инструмента. | 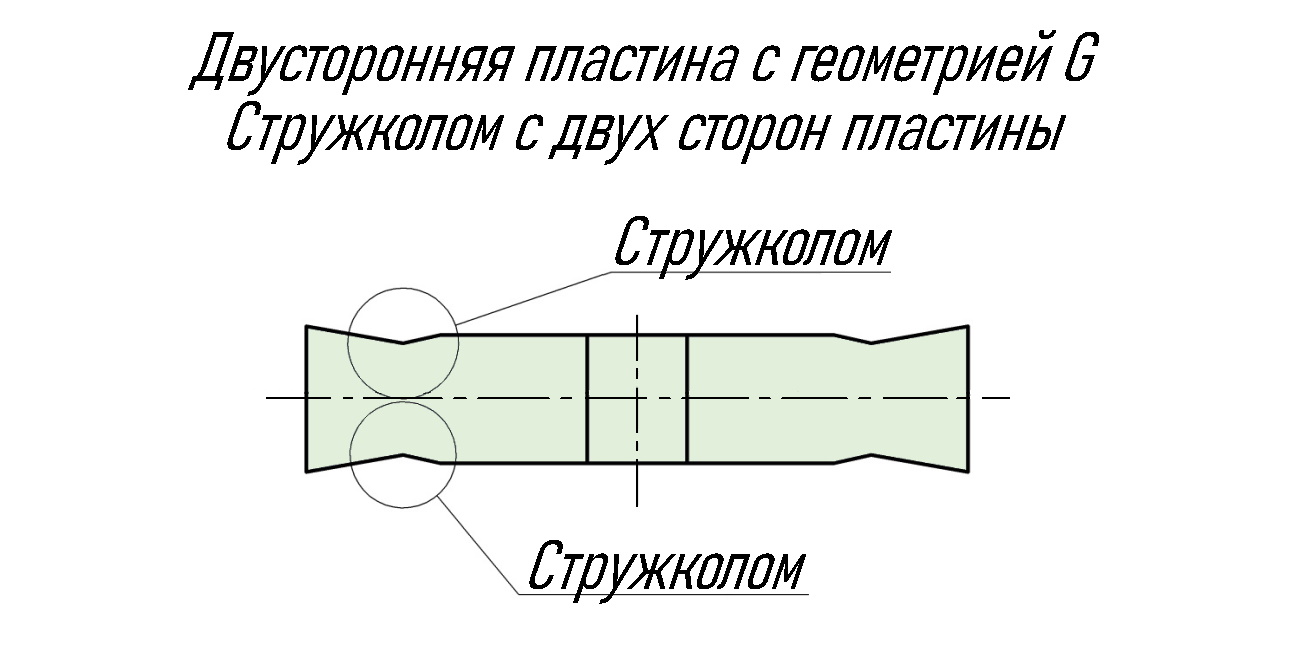 |
| 12 - Размер стороны пластины составляет 12 мм. Благодаря этому размеру, пластина позволяет обрабатывать заготовку с глубиной резания до 5,3 мм. В большинстве случаев данной глубины обработки достаточно, поэтому этот размер является одним из самых популярных для пластин геометрии С. Форма пластины С позволяет эффективно обрабатывать различные материалы, обеспечивая высокую точность и качество обработки. | 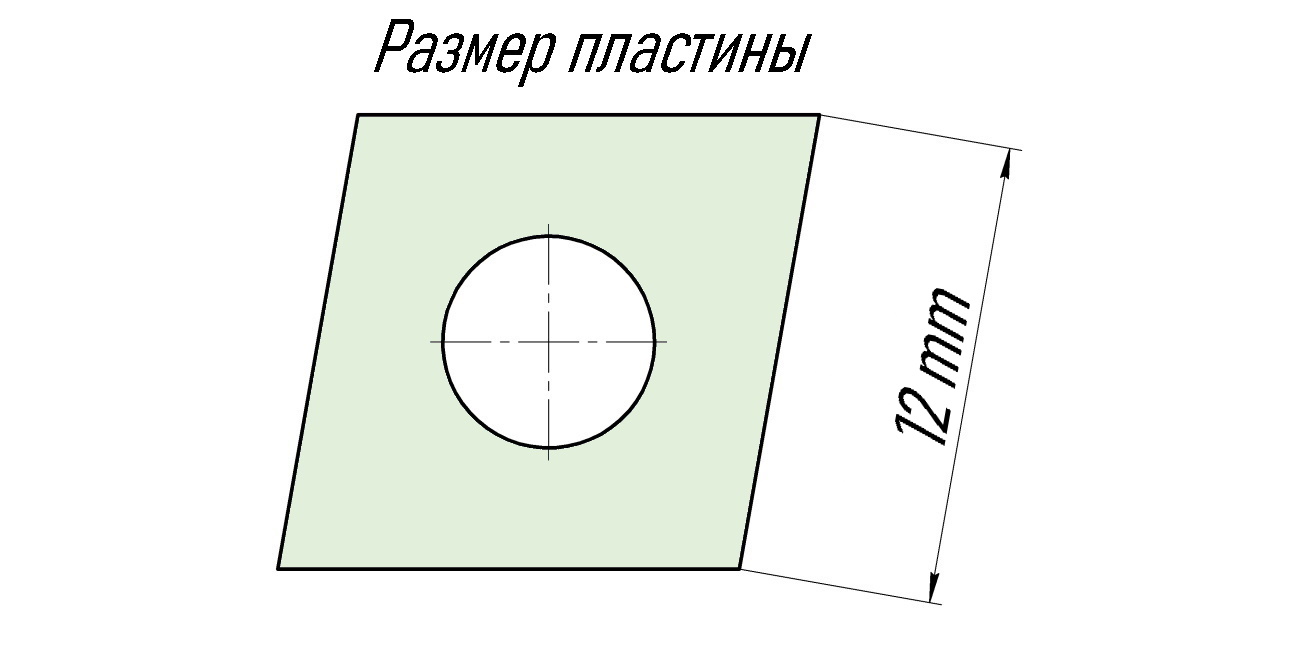 |
| 04 - Номинальный размер толщины пластины составляет 4,76 мм. Это обеспечивает стабильное резание без риска поломки пластины на рекомендованных режимах обработки. Стандартная толщина пластины также позволяет легко заменять ее без необходимости снимать державку или перенастраивать оборудование. | |
| 08 - Радиус скругления вершины пластины составляет 0,8 мм. Этот радиус предотвращает поломку и выкрашивание пластины, а также увеличивает ее износостойкость за счет улучшения теплоотвода из зоны резания. Рекомендуется использовать такой радиус при получерновой и чистовой обработки. | 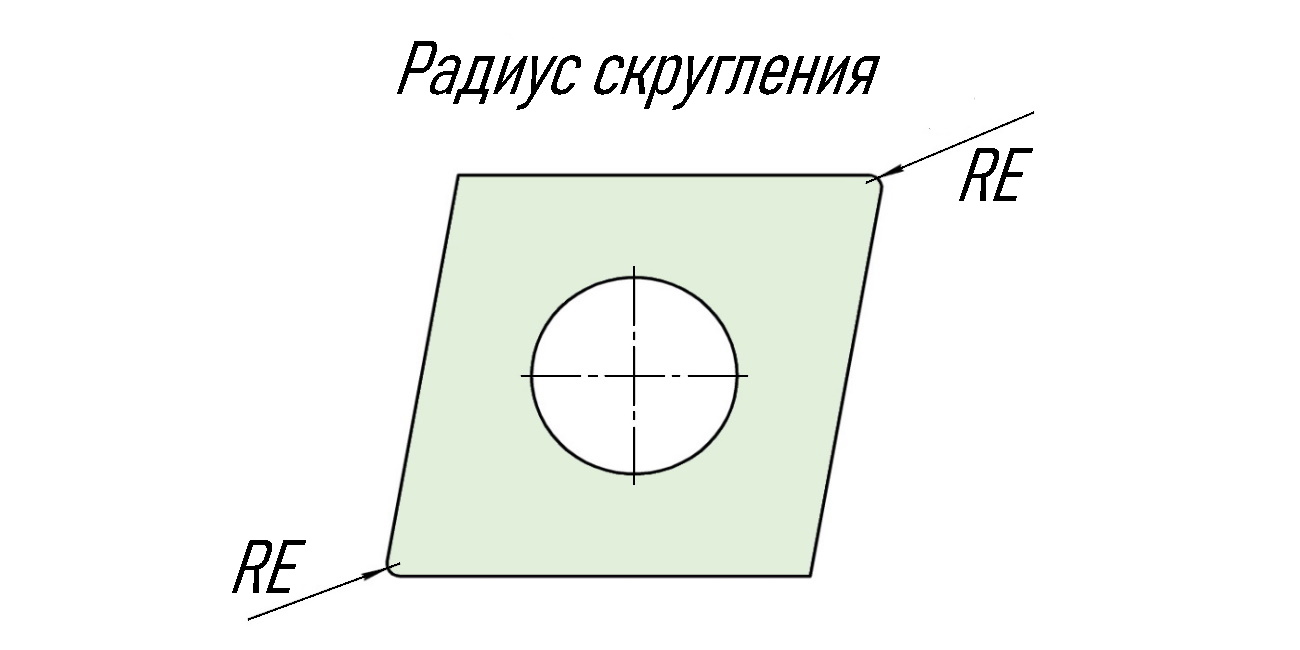 |
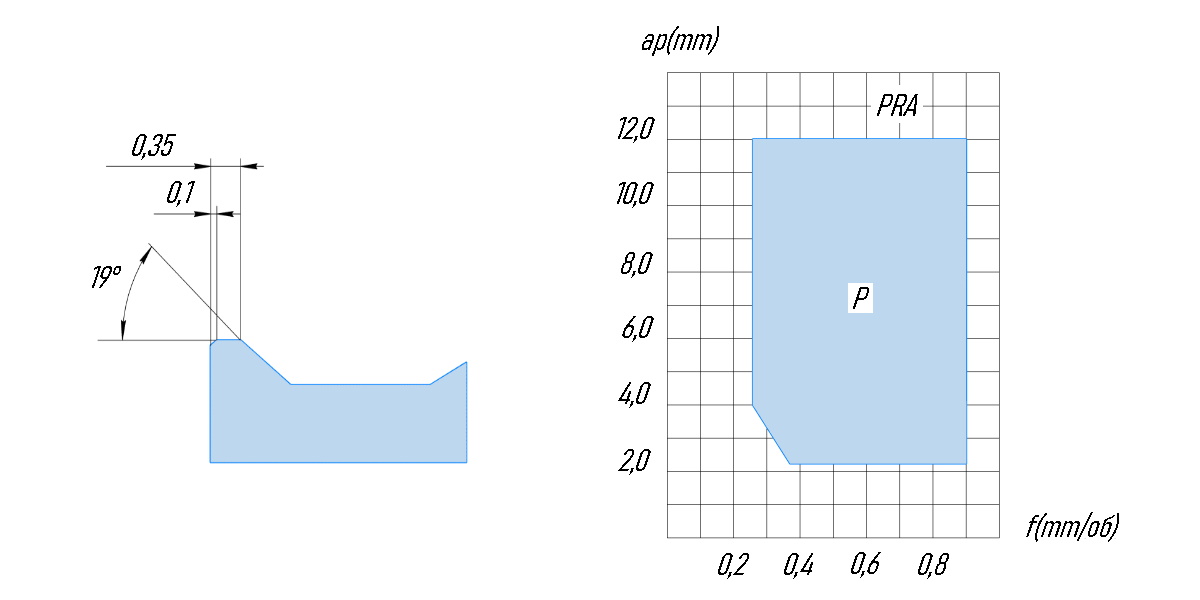
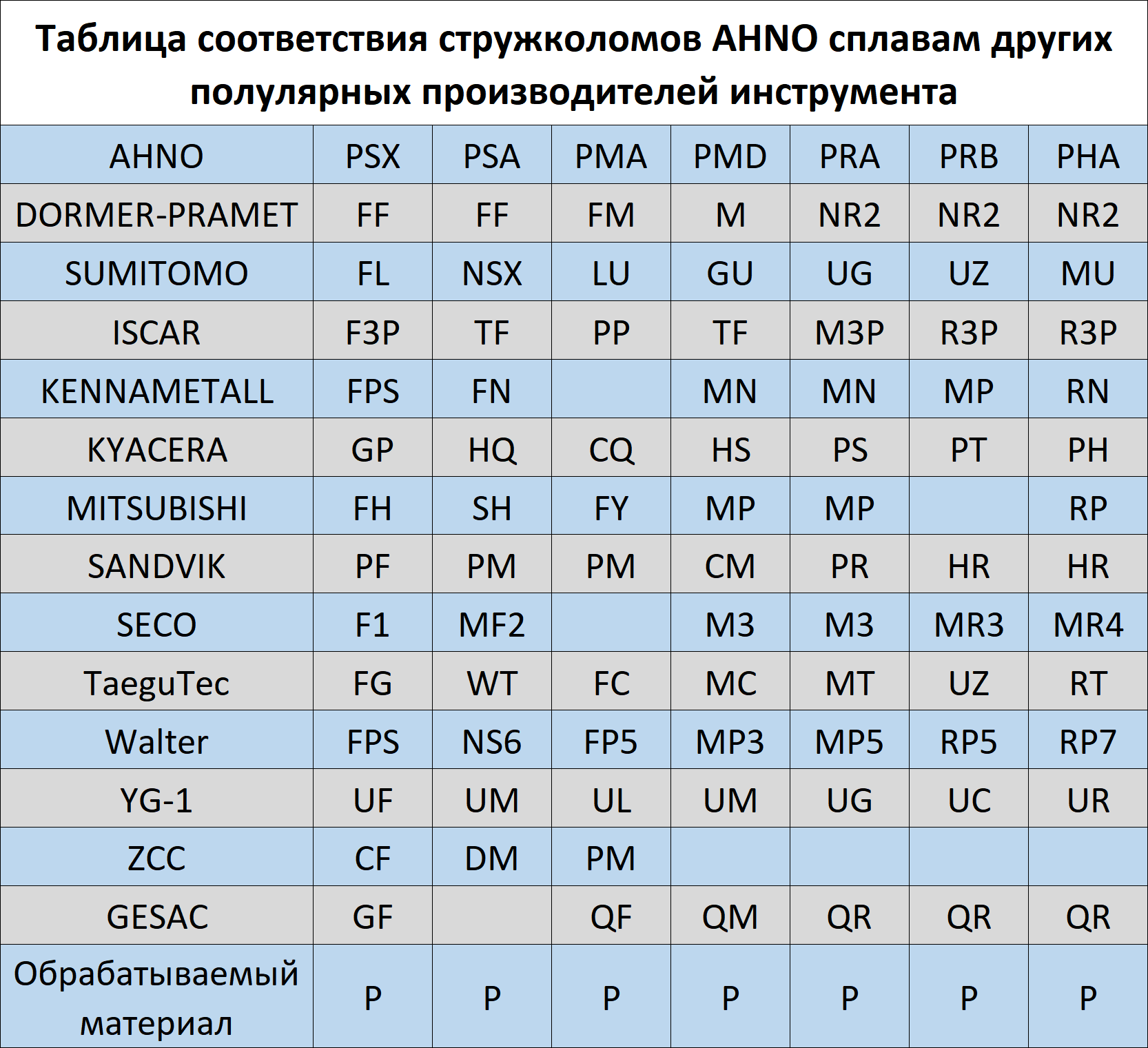
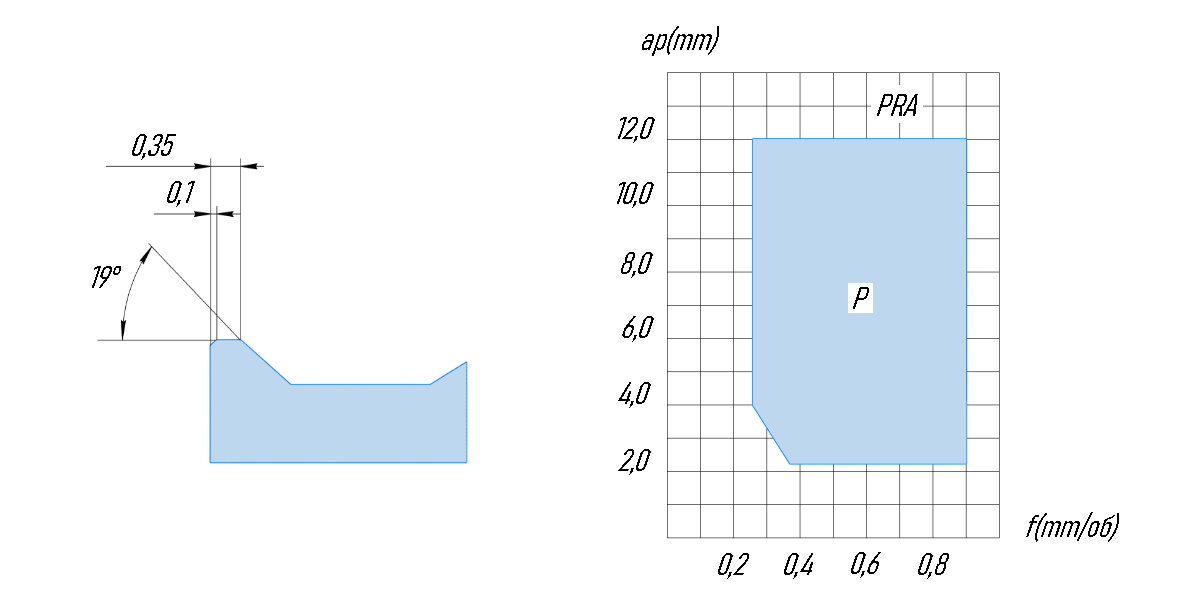
PRA - Стружколом предназначен для черновой обработки сталей группы Р. Защитная фаска 0,35 мм защищает режущую кромку от поломки и выкрашивания. Неглубокая и широкая канавка стружколома обеспечивает дробление стружки при работе на небольших скоростях резания и большой подаче. Рекомендуемая глубина резания при работе данным стружколомом составляет от 3 до 12 мм. Рекомендуемая подача - 0,25-0,8 мм/об.
 |
 |
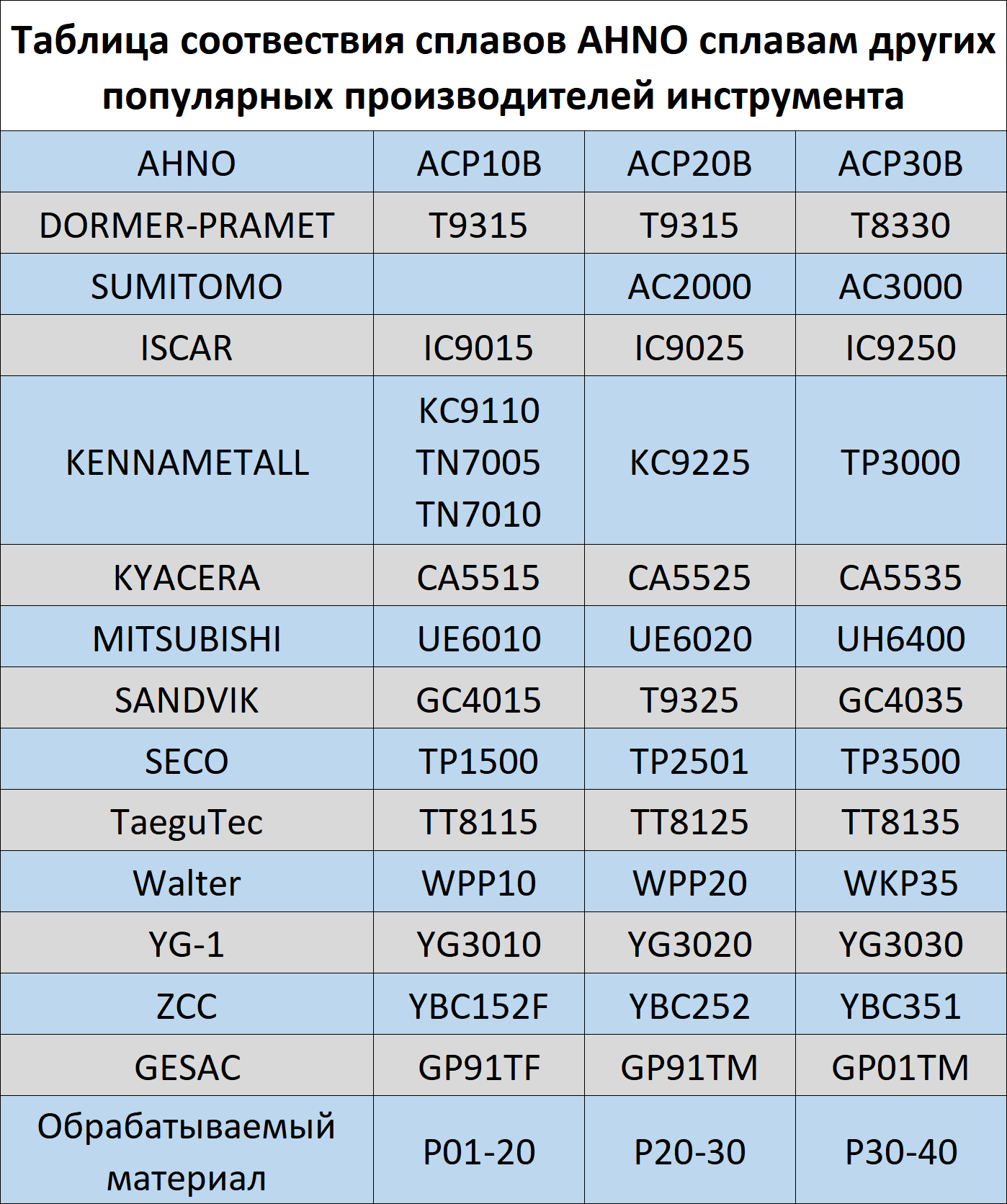
ACP30B - Максимально прочный сплав для черновой обработки труднообрабатываемых сталей группы Р, заготовок после литья и поковки, а также хорошо работает по литьевой корке. Подходит для обработки деталей с биениями и внутренними дефектами в виде раковин и других подобных проблем.
Благодаря тщательному смешиванию порошков при спекании твердосплавных пластин, можно получить пластины с однородным составом зерна и стабильным качеством. Специальная комбинация покрытий предохраняет твердый сплав от преждевременного изнашивания, особенно при обработке термоулучшенных сталей и легированных термоулучшенных сталей.
Специальные технологии термообработки и спекания твердых сплавов, основанные на контроле отвода тепла, позволяют обеспечить однонаправленный рост кристаллов и получать кристаллы одного размера. Это значительно повышает износостойкость и прочность пластин, что делает этот сплав еще более надежным и эффективным для обработки сложных материалов.
 |
CVD-покрытие полученное путем химического осаждения, в результате чего на режущей части инструмента образуется равномерное покрытие толщиной 4-20 мкм. Данное покрытие предохраняет твердый сплав от преждевременного износа. Данный вид покрытия используется на пластинах предназначенных для обработки сталей группы Р и чугуна.
В данной таблице, указан диапазон скоростей резания к каждой подгруппе обрабатываемых материалов. При первичной обработке, есть общая рекомендация начинать обработку со средних подач и средних скоростей резания. Затем, если пластина показывает стойкость превышающую 15 минут, скорость резания увеличивают. Но вместе с тем, если вы точно уверенны, что заготовка качественная, без внутренних дефектов, и материал заготовки обрабатывается легче, чем другие материалы в группе, вы можете начать с большей скорости резания, чем средняя рекомендованная скорость. То же правило действует и с более труднообрабатываемыми материалами. В случае, если вы меняете пластину на детали с уже отработанными режимами, и деталь обрабатывается на скоростях значительно меньших, чем предлагаемый диапазон резания. Вы можете начать обработку на меньших скоростях, чем указано в рекомендованных скоростях. Особенно это касается материалов группы S.
 |
AHNO ВХОДИТ В ГРУППУ КОМПАНИЙ SANDVIK
Акты испытаний инструмента ТМ AHNO
Пластина твердосплавная ISO CNMG120408-PRA ACP30B AHNO предназначена для черновой обработки стали.
С - Ромбическая пластина предназначена для обработки деталей с прямыми уступами и без них. Заострённые углы ромба, равные 80°, обеспечивают прочную геометрию режущей части пластин за счёт небольшого угла боковой поверхности к плоскости резания. Эта геометрия хорошо подходит как для чистовой, так и для черновой обработки. Форма пластины позволяет прочно закрепить её в державке даже при чрезмерном износе пластины со стороны крепления.
N - Задний угол пластины равен нулю, что обеспечивает максимальную прочность режущей кромки. Этот задний угол является самым распространенным среди всех типов задних углов для обработки металлов и жаропрочных сплавов. Первый выбор для общей токарной обработки.
М - Точность размеров пластины позволяет менять режущие кромки пластины без большой корректировки управляющей программы, если требование к точности размеров детали не являются высокими. Предельные размеры отклонения размеров пластины:
S = ±0.15 mm
m = ±0.08 mm
d = ±0.05 mm
G - Двусторонняя пластина со стружколомами на двух поверхностях позволяет увеличить количество режущих кромок в два раза, что обеспечивает умеренный расход пластин и существенную экономию при закупке режущего инструмента.
12 - Размер стороны пластины составляет 12 мм. Благодаря этому размеру, пластина позволяет обрабатывать заготовку с глубиной резания до 5,3 мм. В большинстве случаев данной глубины обработки достаточно, поэтому этот размер является одним из самых популярных для пластин геометрии С. Форма пластины С позволяет эффективно обрабатывать различные материалы, обеспечивая высокую точность и качество обработки.
04 - Номинальный размер толщины пластины составляет 4,76 мм. Это обеспечивает стабильное резание без риска поломки пластины на рекомендованных режимах обработки. Стандартная толщина пластины также позволяет легко заменять ее без необходимости снимать державку или перенастраивать оборудование.
08 - Радиус скругления вершины пластины составляет 0,8 мм. Этот радиус предотвращает поломку и выкрашивание пластины, а также увеличивает ее износостойкость за счет улучшения теплоотвода из зоны резания. Рекомендуется использовать такой радиус при получерновой и чистовой обработки.
PRA - Стружколом предназначен для черновой обработки сталей группы Р. Защитная фаска 0,35 мм защищает режущую кромку от поломки и выкрашивания. Неглубокая и широкая канавка стружколома обеспечивает дробление стружки при работе на небольших скоростях резания и большой подаче. Рекомендуемая глубина резания при работе данным стружколомом составляет от 3 до 12 мм. Рекомендуемая подача - 0,25-0,8 мм/об.
 |
 |
ACP30B - Максимально прочный сплав для черновой обработки труднообрабатываемых сталей группы Р, заготовок после литья и поковки, а также хорошо работает по литьевой корке. Подходит для обработки деталей с биениями и внутренними дефектами в виде раковин и других подобных проблем.
Благодаря тщательному смешиванию порошков при спекании твердосплавных пластин, можно получить пластины с однородным составом зерна и стабильным качеством. Специальная комбинация покрытий предохраняет твердый сплав от преждевременного изнашивания, особенно при обработке термоулучшенных сталей и легированных термоулучшенных сталей.
Специальные технологии термообработки и спекания твердых сплавов, основанные на контроле отвода тепла, позволяют обеспечить однонаправленный рост кристаллов и получать кристаллы одного размера. Это значительно повышает износостойкость и прочность пластин, что делает этот сплав еще более надежным и эффективным для обработки сложных материалов.
CVD-покрытие полученное путем химического осаждения, в результате чего на режущей части инструмента образуется равномерное покрытие толщиной 4-20 мкм. Данное покрытие предохраняет твердый сплав от преждевременного износа. Данный вид покрытия используется на пластинах предназначенных для обработки сталей группы Р и чугуна.
В данной таблице, указан диапазон скоростей резания к каждой подгруппе обрабатываемых материалов. При первичной обработке, есть общая рекомендация начинать обработку со средних подач и средних скоростей резания. Затем, если пластина показывает стойкость превышающую 15 минут, скорость резания увеличивают. Но вместе с тем, если вы точно уверенны, что заготовка качественная, без внутренних дефектов, и материал заготовки обрабатывается легче, чем другие материалы в группе, вы можете начать с большей скорости резания, чем средняя рекомендованная скорость. То же правило действует и с более труднообрабатываемыми материалами.В случае, если вы меняете пластину на детали с уже отработанными режимами, и деталь обрабатывается на скоростях значительно меньших, чем предлагаемый диапазон резания. Вы можете начать обработку на меньших скоростях, чем указано в рекомендованных скоростях. Особенно это касается материалов группы S.

