AHNO ВХОДИТ В ГРУППУ КОМПАНИЙ SANDVIK
Акты испытаний инструмента ТМ AHNO
Пластина твердосплавная ISO SCMT09T308-KMA ACK10E AHNO предназначена для чистовой обработки чугуна.
| S - Квадратная пластина для обработки цилиндрических поверхностей, подрезки торцов деталей, точения фасок и конусов. Прямые углы пластины обеспечивают максимальную прочность режущей кромки. Геометрия пластины подходит для черновой обработки заготовки с большой подачей, подрезки торца, точения фасок и, в некоторых случаях, конусов. Форма пластины хорошо подходит для закрепления в державке, даже при большом износе. Рекомендуется для обработки цилиндрических поверхностей, черновой и чистовой обработки, подрезки торцов, чистовой и черновой обработки, предварительного и чистового точения конусов. | 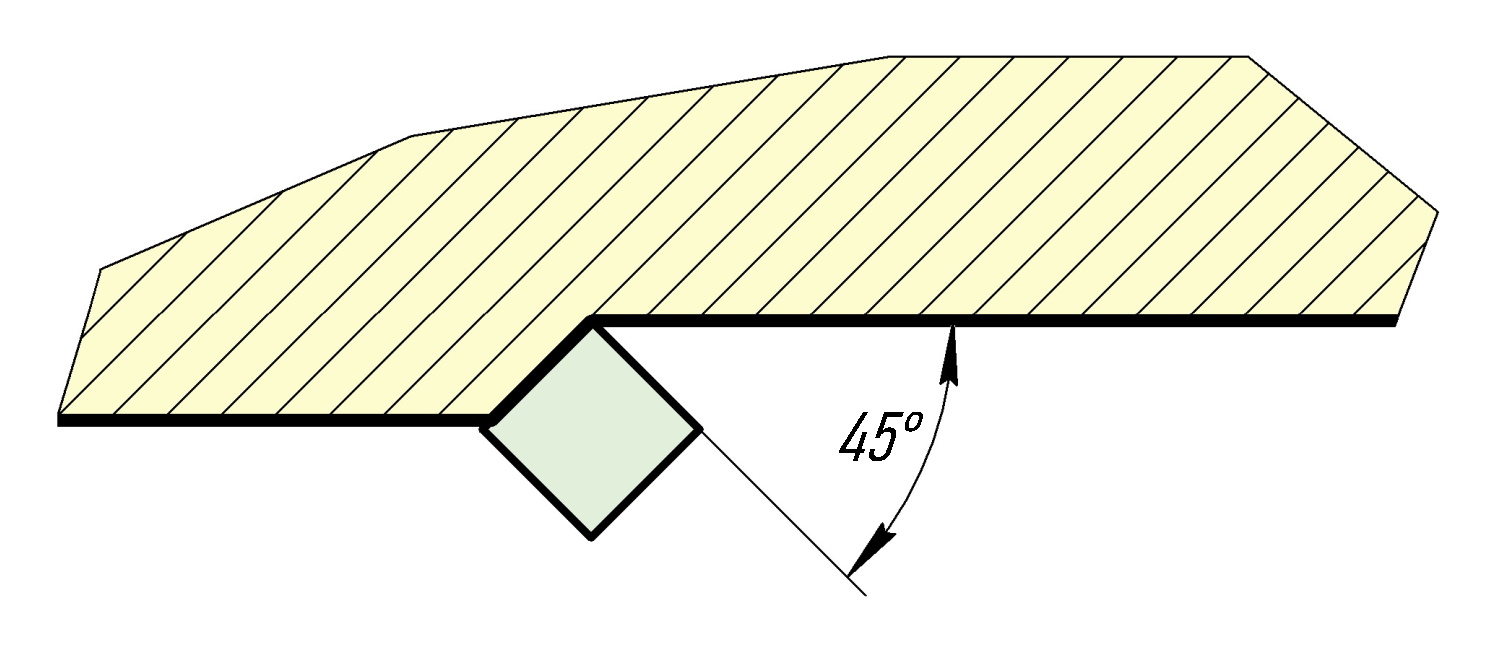 |
| C - Задний угол пластины составляет 7 градусов. Этот угол снижает силы резания и подходит для расточных работ, на резцы для расточных головок и для обработки цветных металлов. Он также используется для чистовой обработки, особенно материалов группы М и S, так как для обработки этих материалов требуется острая кромка инструмента. | 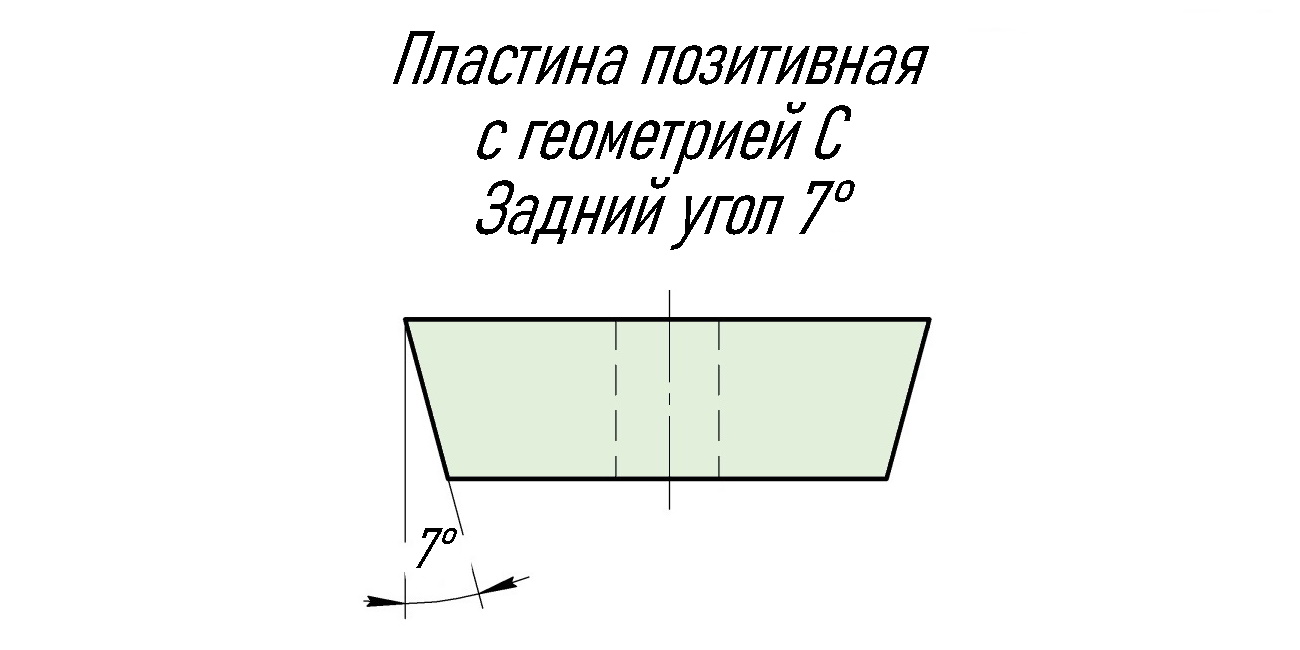 |
| М - Точность размеров пластины позволяет менять режущие кромки пластины без большой корректировки управляющей программы, если требование к точности размеров детали не являются высокими. Предельные размеры отклонения размеров пластины: S = ±0.15 mm m = ±0.08 mm d = ±0.05 mm |  |
| T - Односторонняя пластина, рекомендуется при черновом точении и точении с большими глубинами резания. Данный вид крепления пластины дает не только прочную режущую кромку, но и, за счет отсутствия стружколома, надежную опорную поверхность. Это добавляет стабильности механической обработке при резании с большими усилиями. Так же в данном виде крепления, в отличии от вида А, со стороны стружколома есть фаска для установки винта с потайной головкой. | 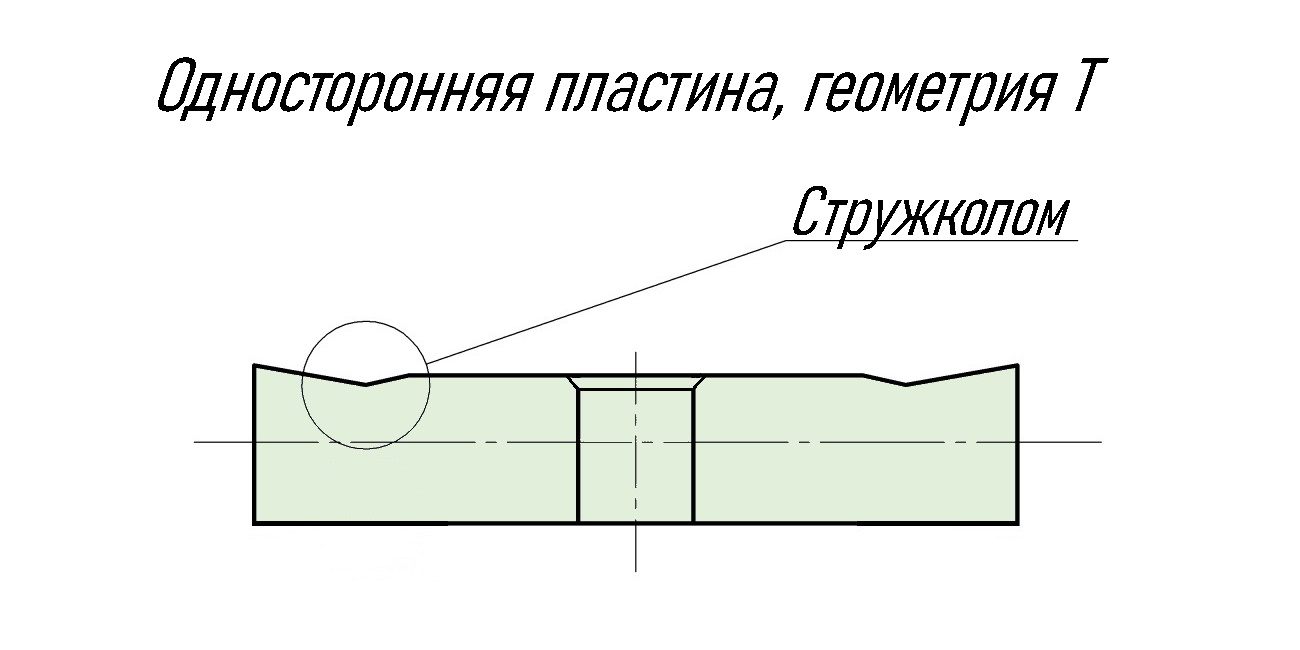 |
| 09 - Размер стороны пластины 9 мм. Эта пластина используется для черновой и получистовой обработки на небольших токарных станках или в тех случаях, когда желательно использовать задний угол. Например, при обработке бронзы. Максимальная глубина резания, которую позволяет обрабатывать пластина этого размера, составляет 3,5 мм. | 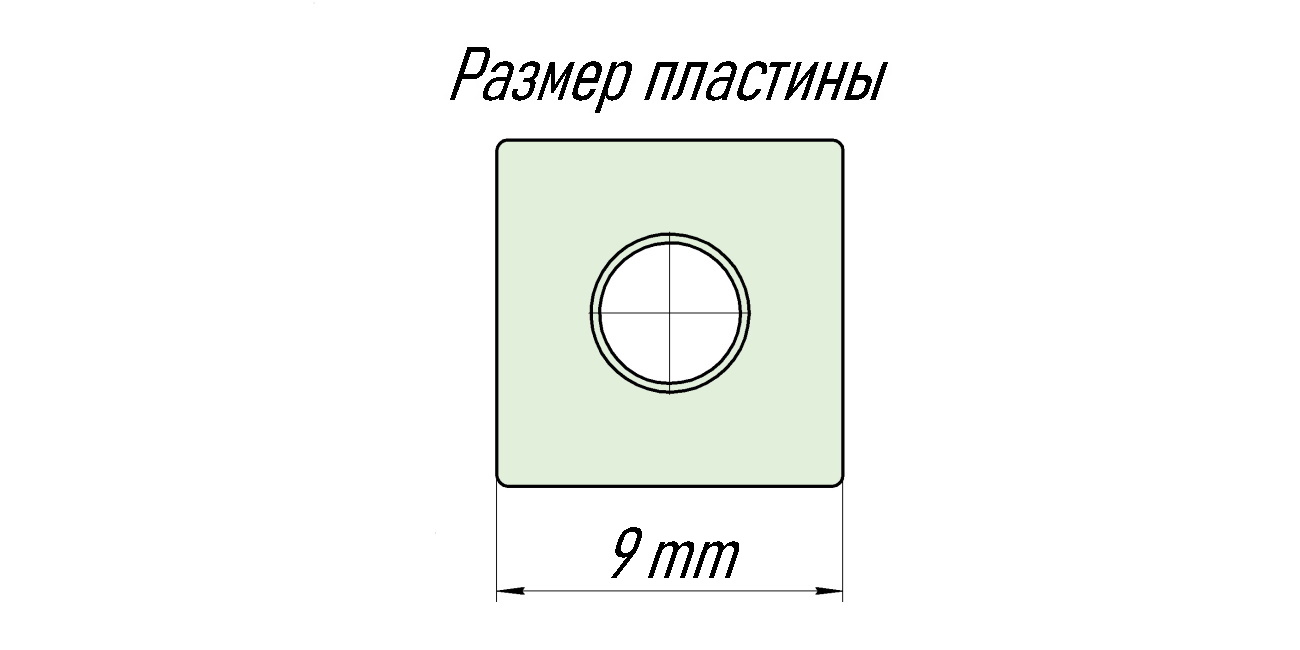 |
| Т3 - Эта пластина является утолщенной версией пластины размером 03. Ее толщина составляет 3,97 мм. Обычно пластины с такой толщиной используются для контурной обработки деталей. Благодаря этой толщине, подача при обработке детали по контуру на станках с числовым программным управлением может быть значительно увеличена. | |
| 08 - Радиус скругления вершины пластины составляет 0,8 мм. Этот радиус предотвращает поломку и выкрашивание пластины, а также увеличивает ее износостойкость за счет улучшения теплоотвода из зоны резания. Рекомендуется использовать такой радиус при получерновой и чистовой обработки. | 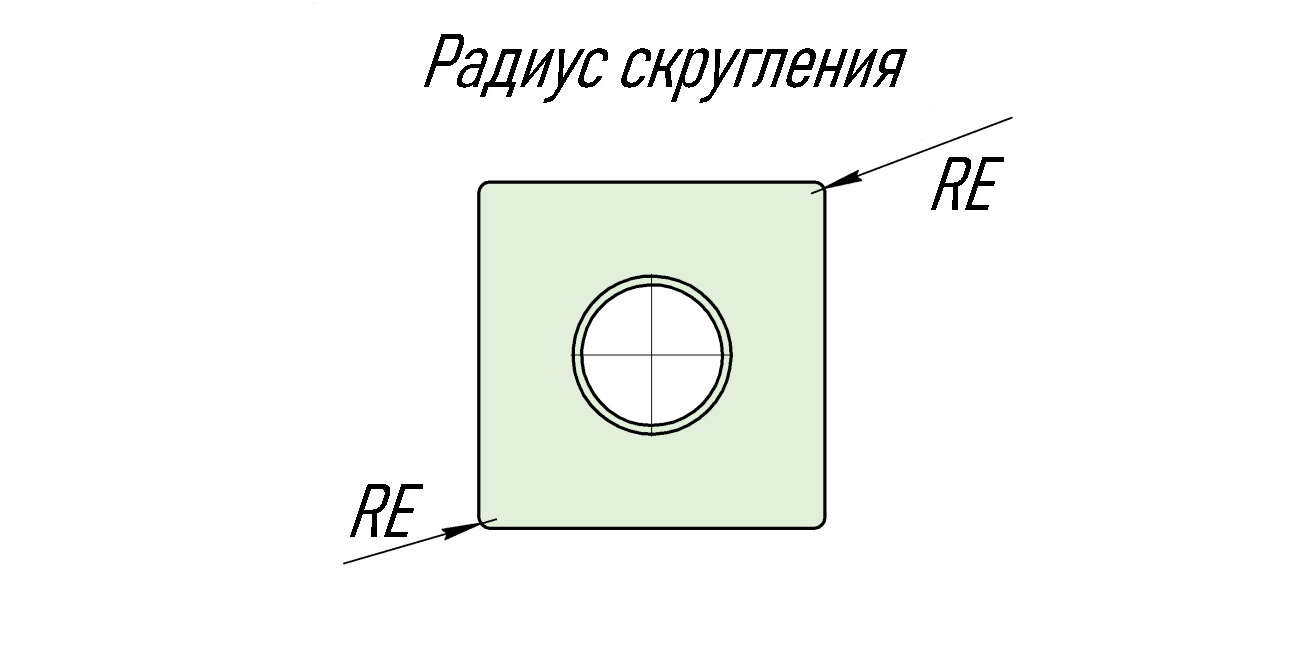 |
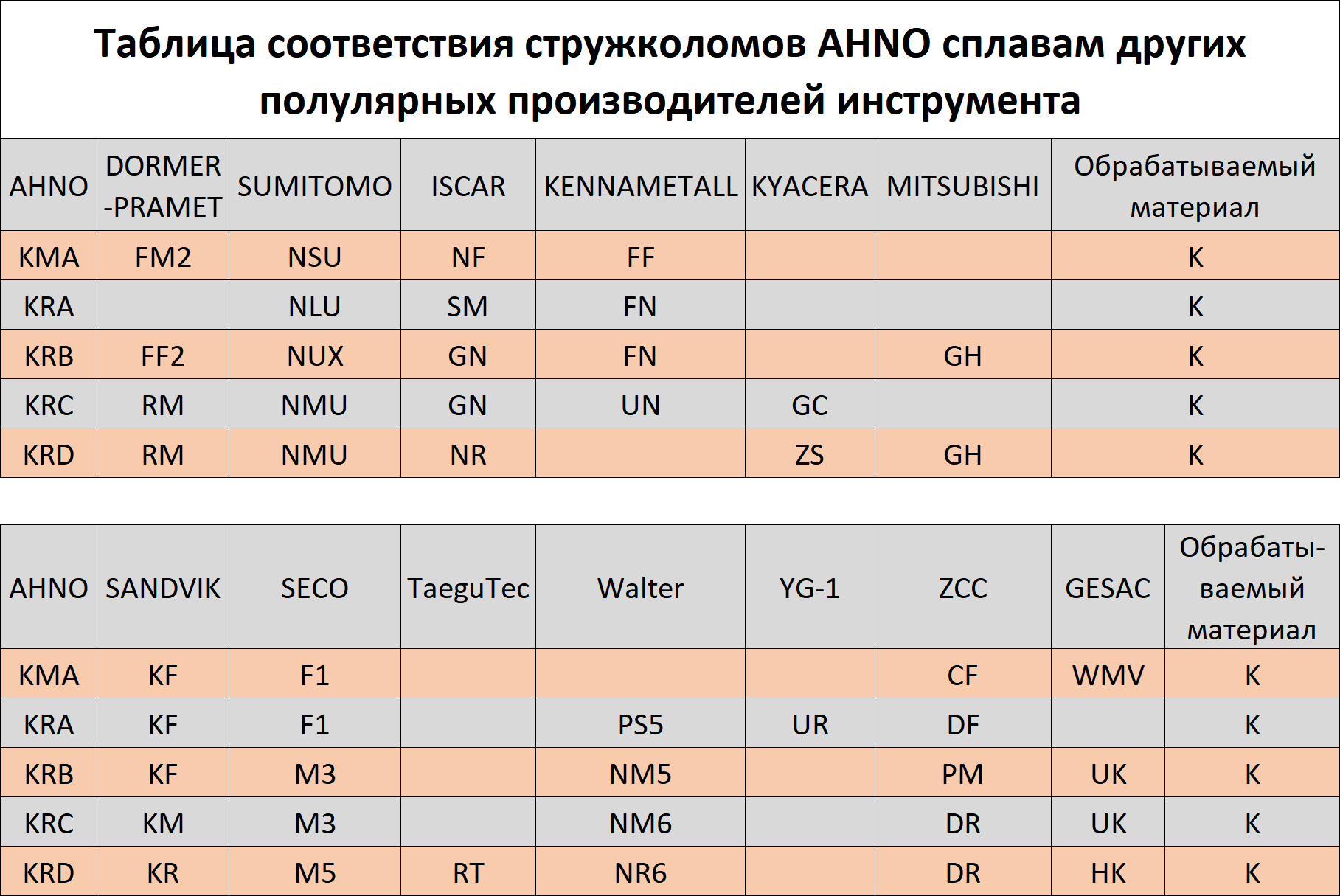
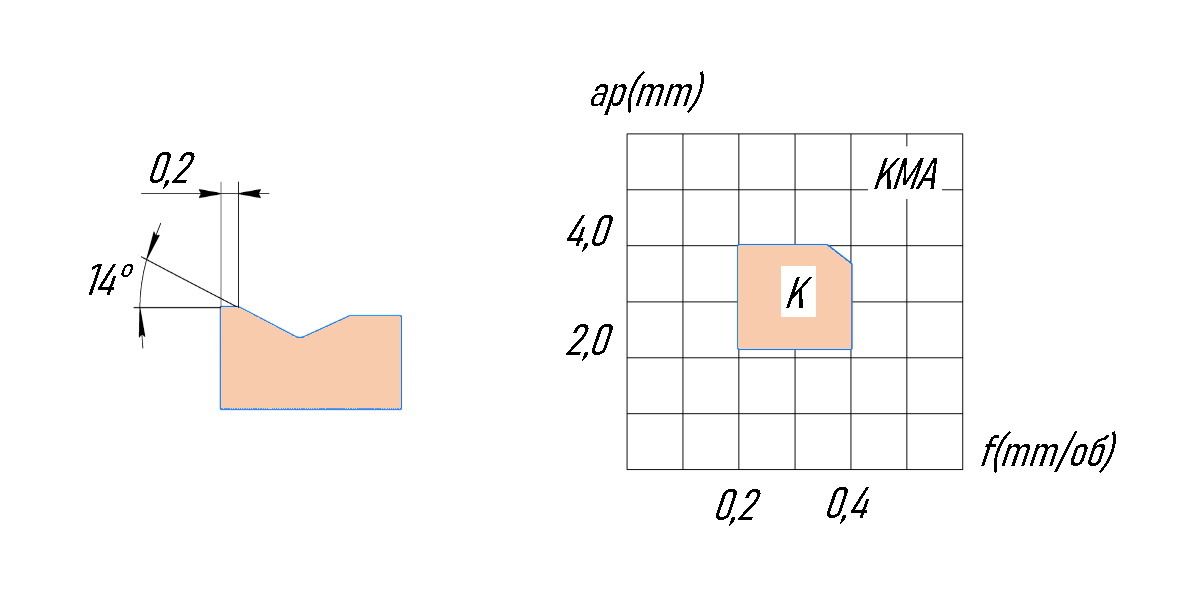
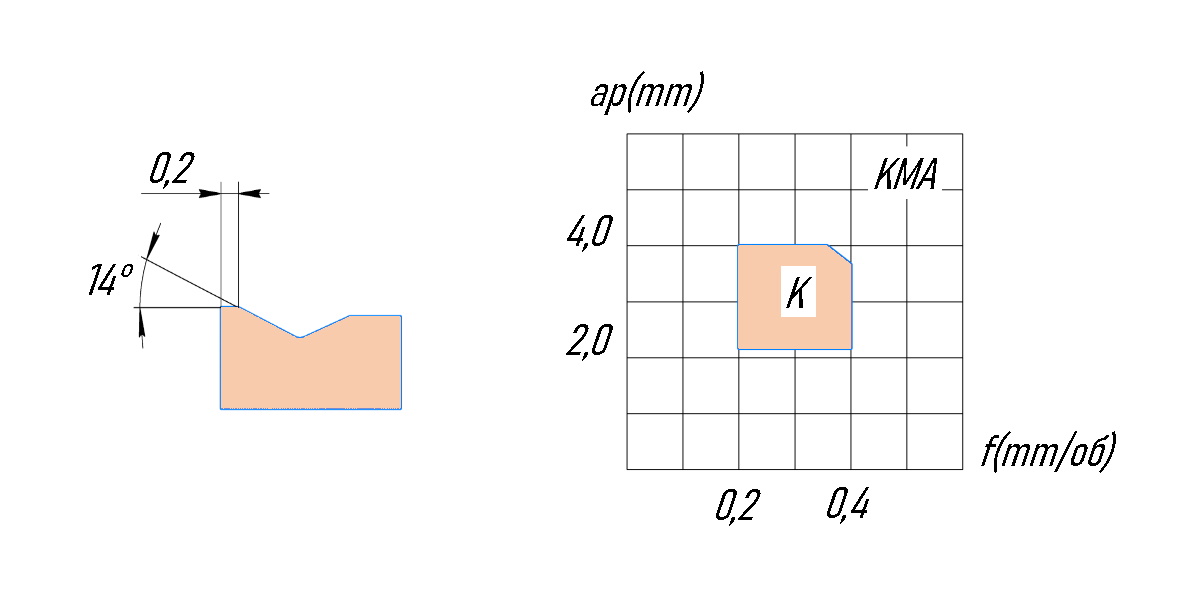
KMA - Получистовой стружколом для обработки нержавеющих сталей. Острый стружколом с защитной фаской 8 градусов позволяет сохранять острую режущую кромку, но при этом предохраняет ее от скалывания. Форма стружколома способствует эффективному дроблению стружки на режимах чистовой обработки. Диапазон подач при работе данным стружколомом составляет от 0,1 до 0,3 мм/об, а глубина резания - от 0,5 до 2 мм.
 |
 |
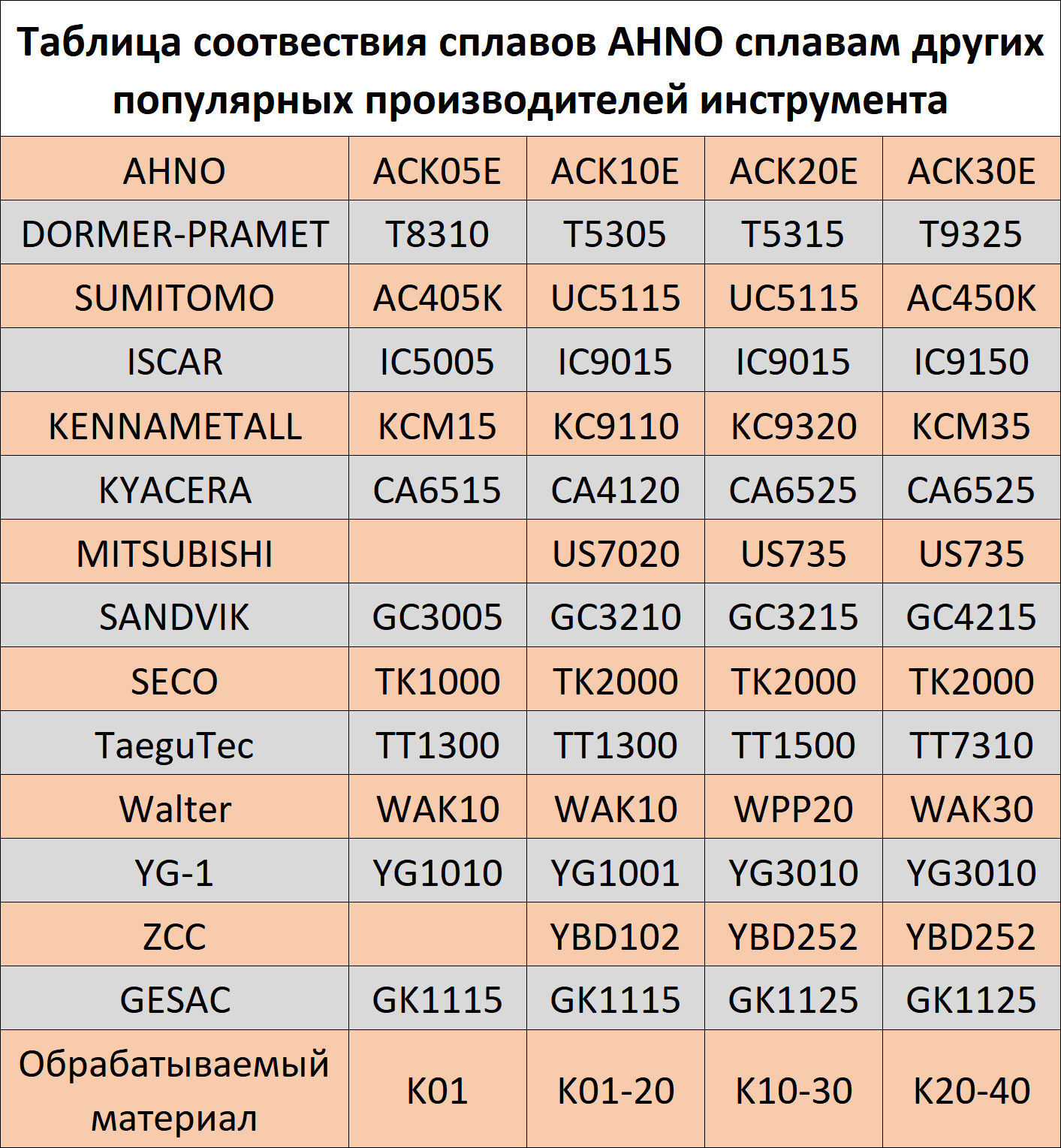
ACK10E - Износостойкий сплав идеально подходит для чистовой и получистовой обработки чугунных деталей, так как обладает высокой стойкостью к износу и обеспечивает высокое финишное качество.
Тщательное смешивание порошков при спекании твердосплавных пластин позволяет получить пластины с однородным составом зерен и стабильным качеством. Это обеспечивает высокую прочность и износостойкость пластин.
Уникальная комбинация покрытий защищает твердый сплав от преждевременного износа, особенно при обработке термоулучшенных сталей и легированных термоулучшенных сталей.
Специальные технологии термообработки и спекания твердых сплавов, основанные на контроле отвода тепла, позволяют обеспечить однонаправленный рост кристаллов и получение кристаллов одного размера. Это значительно повышает износостойкость и прочность пластин.
 |
CVD - Покрытие полученное путем химического осаждения, в результате чего на режущей части инструмента образуется равномерное покрытие толщиной 4-20 мкм. Данное покрытие предохраняет твердый сплав от преждевременного износа. Данный вид покрытия используется на пластинах предназначенных для обработки сталей группы Р и чугуна.
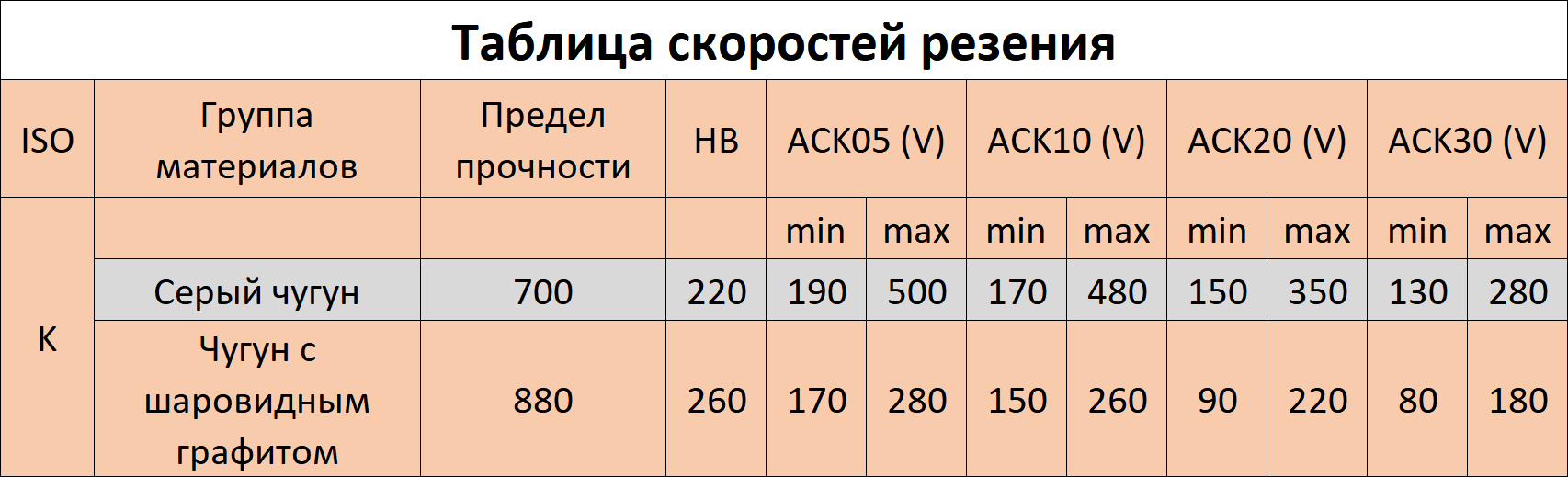
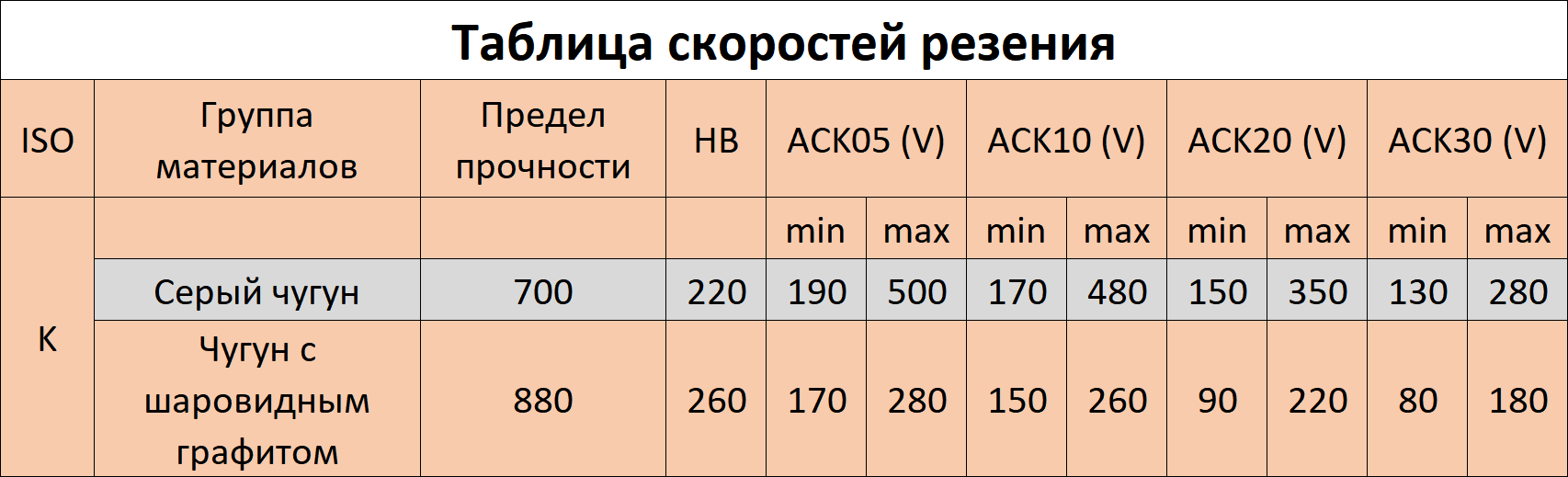
В данной таблице, указан диапазон скоростей резания к каждой подгруппе обрабатываемых материалов. При первичной обработке, есть общая рекомендация начинать обработку со средних подач и средних скоростей резания. Затем, если пластина показывает стойкость превышающую 15 минут, скорость резания увеличивают. Но вместе с тем, если вы точно уверенны, что заготовка качественная, без внутренних дефектов, и материал заготовки обрабатывается легче, чем другие материалы в группе, вы можете начать с большей скорости резания, чем средняя рекомендованная скорость. То же правило действует и с более труднообрабатываемыми материалами. В случае, если вы меняете пластину на детали с уже отработанными режимами, и деталь обрабатывается на скоростях значительно меньших, чем предлагаемый диапазон резания. Вы можете начать обработку на меньших скоростях, чем указано в рекомендованных скоростях. Особенно это касается материалов группы S.
 |
AHNO ВХОДИТ В ГРУППУ КОМПАНИЙ SANDVIK
Акты испытаний инструмента ТМ AHNO
Пластина твердосплавная ISO SCMT09T308-KMA ACK10E AHNO предназначена для чистовой обработки чугуна.
S - Квадратная пластина для обработки цилиндрических поверхностей, подрезки торцов деталей, точения фасок и конусов. Прямые углы пластины обеспечивают максимальную прочность режущей кромки. Геометрия пластины подходит для черновой обработки заготовки с большой подачей, подрезки торца, точения фасок и, в некоторых случаях, конусов. Форма пластины хорошо подходит для закрепления в державке, даже при большом износе. Рекомендуется для обработки цилиндрических поверхностей, черновой и чистовой обработки, подрезки торцов, чистовой и черновой обработки, предварительного и чистового точения конусов.
C - Задний угол пластины составляет 7 градусов. Этот угол снижает силы резания и подходит для расточных работ, на резцы для расточных головок и для обработки цветных металлов. Он также используется для чистовой обработки, особенно материалов группы М и S, так как для обработки этих материалов требуется острая кромка инструмента.
М - Точность размеров пластины позволяет менять режущие кромки пластины без большой корректировки управляющей программы, если требование к точности размеров детали не являются высокими. Предельные размеры отклонения размеров пластины:
S = ±0.15 mm
m = ±0.08 mm
d = ±0.05 mm
Т - Односторонняя пластина, рекомендуется при черновом точении и точении с большими глубинами резания. Данный вид крепления пластины дает не только прочную режущую кромку, но и, за счет отсутствия стружколома, надежную опорную поверхность. Это добавляет стабильности механической обработке при резании с большими усилиями. Так же в данном виде крепления, в отличии от вида А, со стороны стружколома есть фаска для установки винта с потайной головкой.
09 - Размер стороны пластины 9 мм. Эта пластина используется для черновой и получистовой обработки на небольших токарных станках или в тех случаях, когда желательно использовать задний угол. Например, при обработке бронзы. Максимальная глубина резания, которую позволяет обрабатывать пластина этого размера, составляет 3,5 мм.
Т3 - Эта пластина является утолщенной версией пластины размером 03. Ее толщина составляет 3,97 мм. Обычно пластины с такой толщиной используются для контурной обработки деталей. Благодаря этой толщине, подача при обработке детали по контуру на станках с числовым программным управлением может быть значительно увеличена.
08 - Радиус скругления вершины пластины составляет 0,8 мм. Этот радиус предотвращает поломку и выкрашивание пластины, а также увеличивает ее износостойкость за счет улучшения теплоотвода из зоны резания. Рекомендуется использовать такой радиус при получерновой и чистовой обработки.
KMA - Получистовой стружколом для обработки нержавеющих сталей. Острый стружколом с защитной фаской 8 градусов позволяет сохранять острую режущую кромку, но при этом предохраняет ее от скалывания. Форма стружколома способствует эффективному дроблению стружки на режимах чистовой обработки. Диапазон подач при работе данным стружколомом составляет от 0,1 до 0,3 мм/об, а глубина резания - от 0,5 до 2 мм.
 |
 |
ACK10E - Износостойкий сплав идеально подходит для чистовой и получистовой обработки чугунных деталей, так как обладает высокой стойкостью к износу и обеспечивает высокое финишное качество.
Тщательное смешивание порошков при спекании твердосплавных пластин позволяет получить пластины с однородным составом зерен и стабильным качеством. Это обеспечивает высокую прочность и износостойкость пластин.
Уникальная комбинация покрытий защищает твердый сплав от преждевременного износа, особенно при обработке термоулучшенных сталей и легированных термоулучшенных сталей.
Специальные технологии термообработки и спекания твердых сплавов, основанные на контроле отвода тепла, позволяют обеспечить однонаправленный рост кристаллов и получение кристаллов одного размера. Это значительно повышает износостойкость и прочность пластин.
CVD - Покрытие полученное путем химического осаждения, в результате чего на режущей части инструмента образуется равномерное покрытие толщиной 4-20 мкм. Данное покрытие предохраняет твердый сплав от преждевременного износа. Данный вид покрытия используется на пластинах предназначенных для обработки сталей группы Р и чугуна.
В данной таблице, указан диапазон скоростей резания к каждой подгруппе обрабатываемых материалов. При первичной обработке, есть общая рекомендация начинать обработку со средних подач и средних скоростей резания. Затем, если пластина показывает стойкость превышающую 15 минут, скорость резания увеличивают. Но вместе с тем, если вы точно уверенны, что заготовка качественная, без внутренних дефектов, и материал заготовки обрабатывается легче, чем другие материалы в группе, вы можете начать с большей скорости резания, чем средняя рекомендованная скорость. То же правило действует и с более труднообрабатываемыми материалами. В случае, если вы меняете пластину на детали с уже отработанными режимами, и деталь обрабатывается на скоростях значительно меньших, чем предлагаемый диапазон резания. Вы можете начать обработку на меньших скоростях, чем указано в рекомендованных скоростях. Особенно это касается материалов группы S.