AHNO ВХОДИТ В ГРУППУ КОМПАНИЙ SANDVIK
Акты испытаний инструмента ТМ AHNO
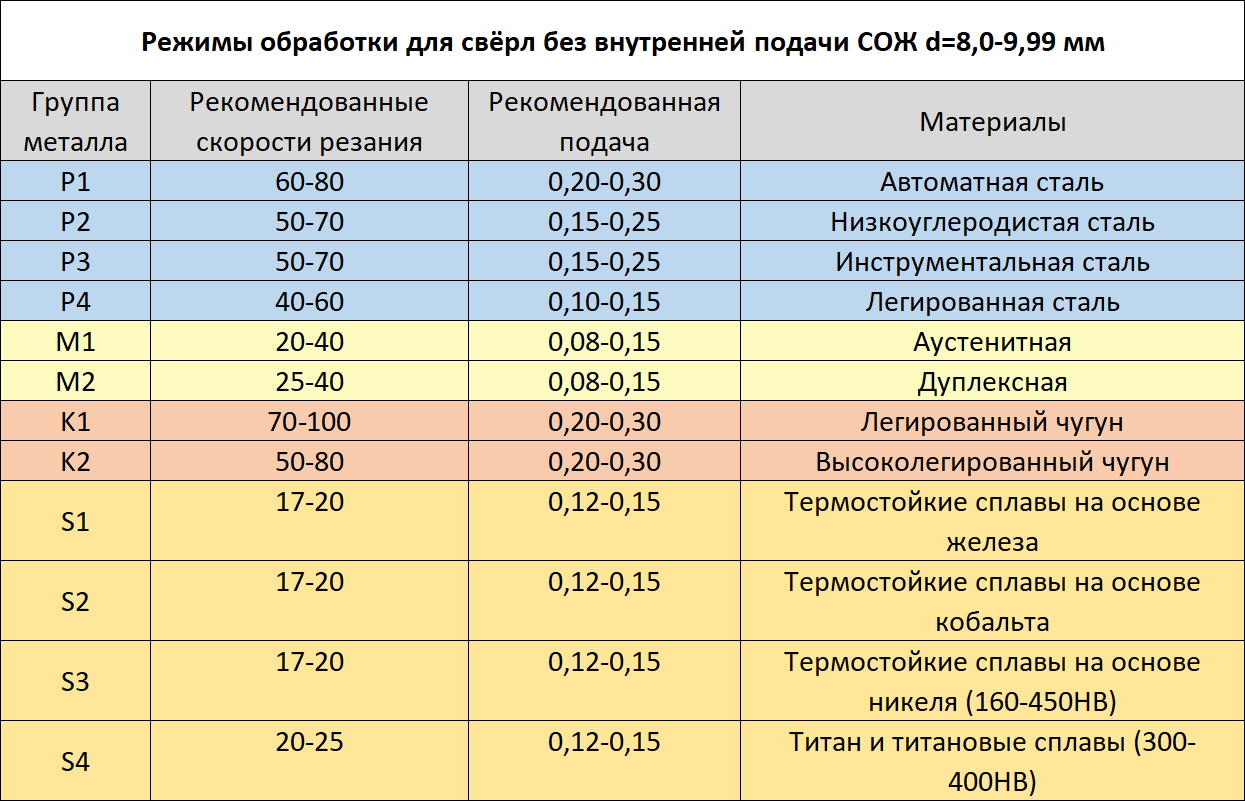
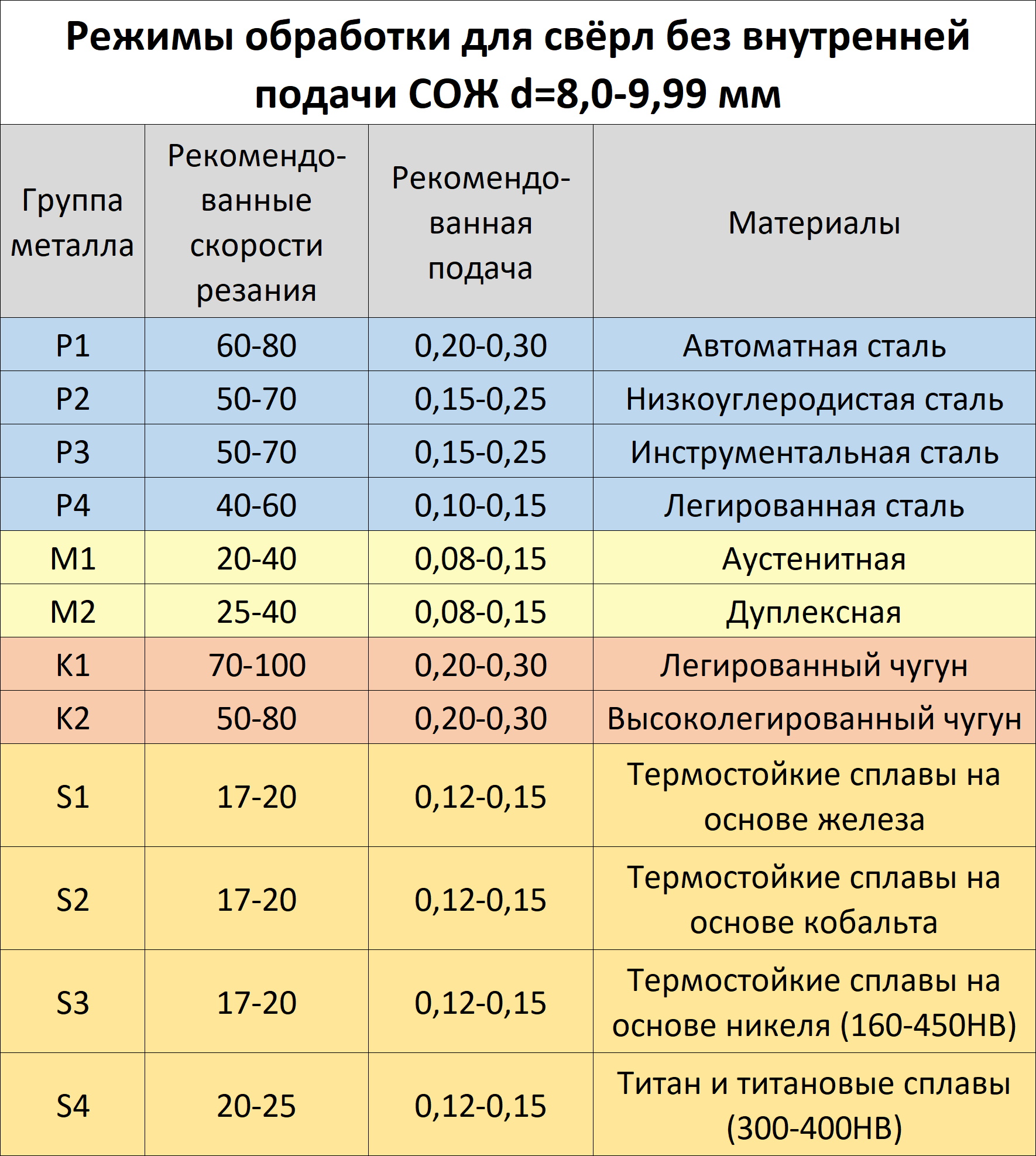
Твердосплавные свёрла предназначены для работы со сталью, нержавеющей сталью, чугуном и жаропрочными сплавами. Их универсальность позволяет значительно сократить ассортимент используемых инструментов на производстве.
Заготовки для этих свёрл изготавливаются из мелкозернистых нанопорошков в странах ЕС. Это обеспечивает высокое качество заготовок, их стабильность и долгий срок службы.
| Свёрла имеют угол заточки 140° и сложную геометрию по задней поверхности, что повышает их стойкость и долговечность. Передняя поверхность сверла и режущей кромки имеет радиусную форму, что позволяет деформировать стружку в самом начальном этапе обработки. Задняя поверхность имеет минимальный угол на расстоянии 1-2 мм от режущей кромки, что придает прочность последней. | 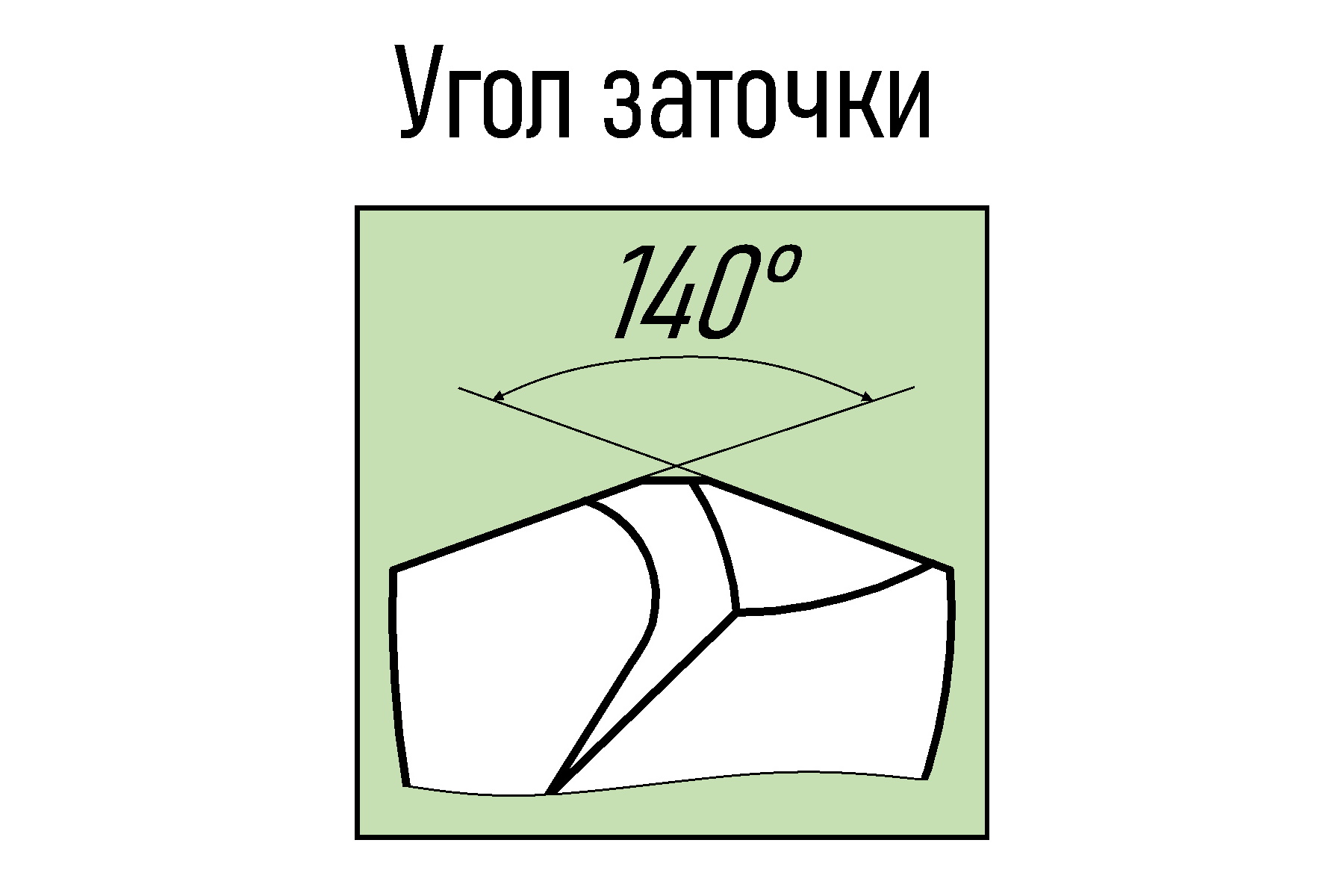 |
| Хвостовик сверла изготовлен с высокой точностью, что позволяет использовать его во всех современных оправках, включая термооправки. Это позволяет выполнять отверстия с максимальной точностью и исключает необходимость обработки детали зенкером после сверловки. | 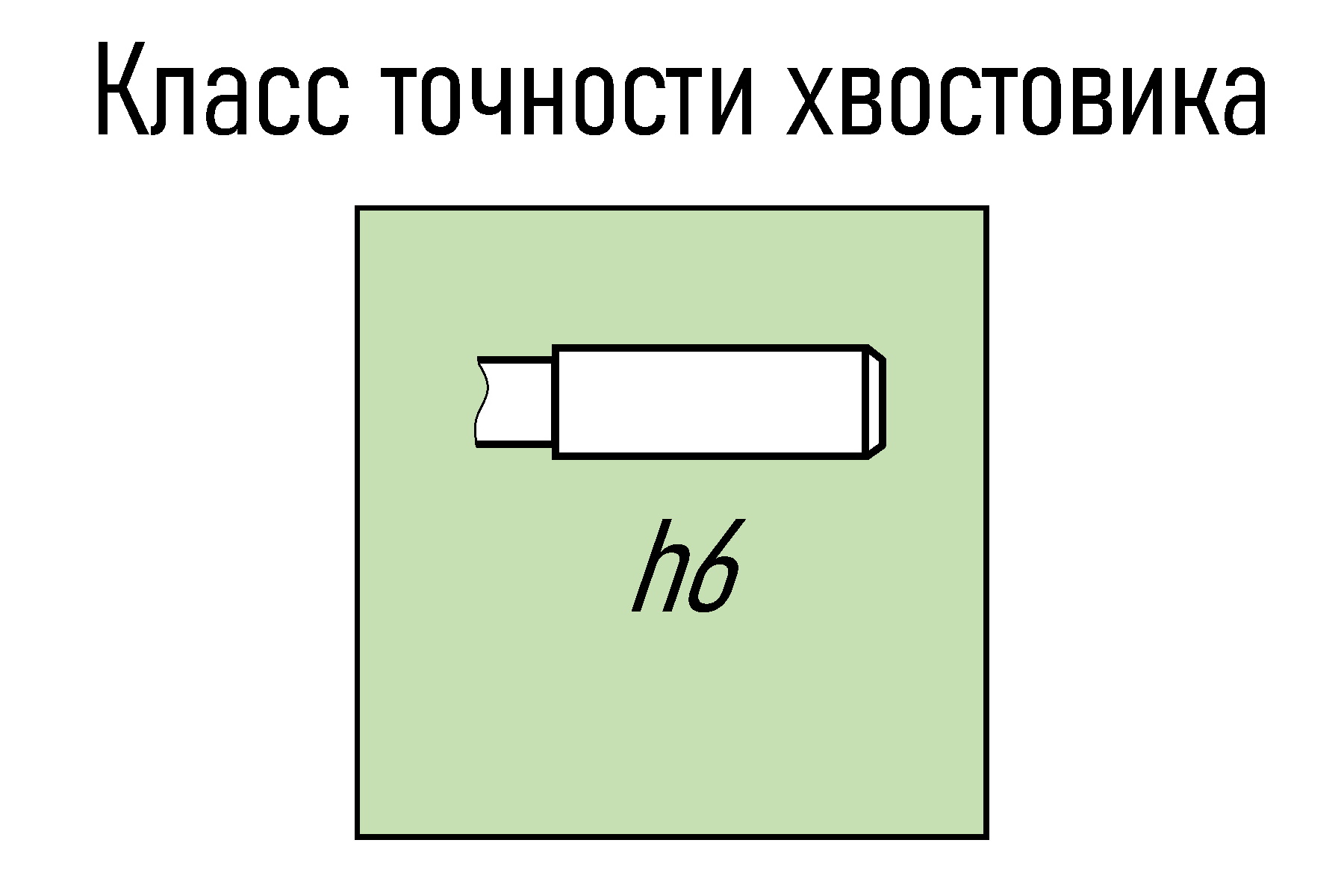 |
| Стружечная канавка, расположенная под углом 30°, эффективно отводит стружку в процессе сверления. Для обеспечения сверления на заданную глубину длина стружечной канавки увеличена на 2–4 мм. | 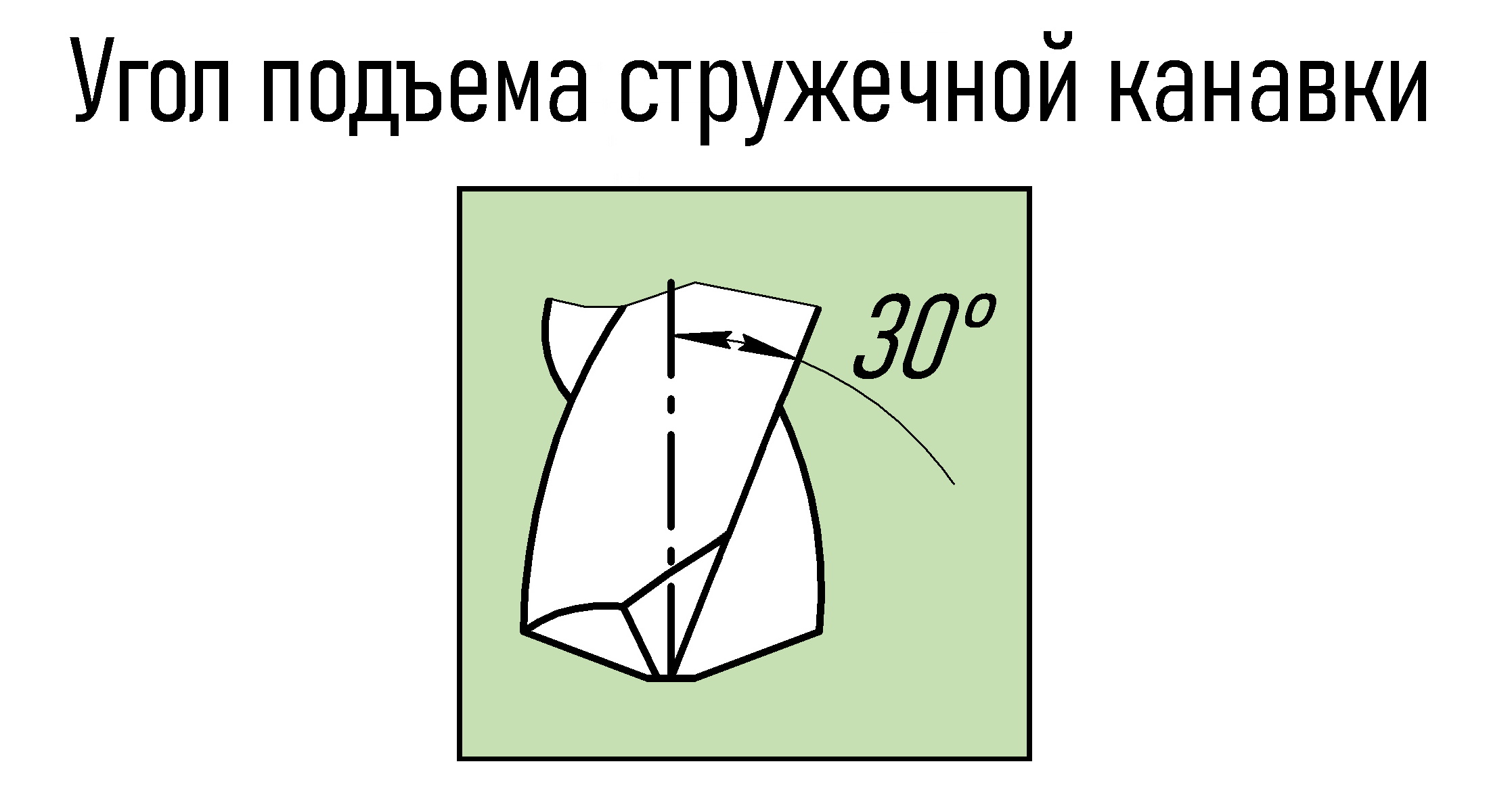 |
Чтобы предотвратить износ сверла, на нём делают двойную ленточку. Это позволяет делать более точные отверстия и иногда избежать поломки сверла в результате преждевременного износа ленточки.
Специальное покрытие PVD наносится на сверло с помощью нового метода. Он позволяет получить рост кристаллов покрытия в одном направлении, что помогает предотвратить стирание покрытия.
Покрытие сверла состоит из нескольких слоёв, каждый из которых выполняет свою функцию в процессе сверления. Верхний слой защищает от износа, а следующий слой предотвращает перегрев инструмента.
Точность изготовления режущей части сверла в большинстве случаев позволяет обойтись без дополнительной обработки отверстия зенкером или развёрткой.
Во время работы данного сверла исключены вибрации и отклонения от заданной траектории.
Для точного позиционирования не требуется предварительная зацентровка отверстия и использование кондукторной втулки.
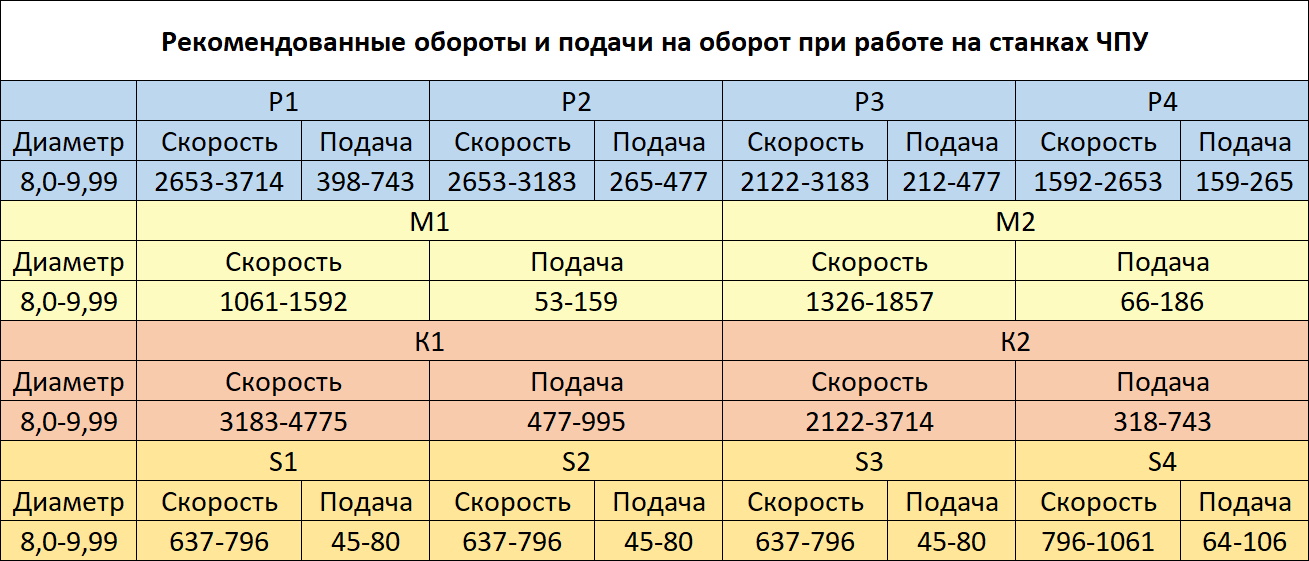
Свёрла отличаются высокой производительностью благодаря высокой скорости резания, которая обеспечивается свойствами твёрдого сплава.
 |
Нельзя использовать свёрла, не предназначенные для рассверливания отверстий.
Свёрла не следует применять на оборудовании, не обладающем достаточной жёсткостью.
Если невозможно обеспечить подачу смазочно-охлаждающей жидкости (СОЖ) в зону резания, рекомендуется выводить свёрла каждые 3–5 миллиметров в зависимости от характеристик обрабатываемого материала и режимов обработки.
Для повышения долговечности свёрл при массовом производстве рекомендуется снижать подачу свёрла на 30–40% на первых 1,5–2 миллиметрах сверления отверстия (процесс врезания) и на последних 1,5–2 миллиметрах (процесс выхода свёрла из металла).
 |
AHNO ВХОДИТ В ГРУППУ КОМПАНИЙ SANDVIK
Акты испытаний инструмента ТМ AHNO
Твердосплавные свёрла предназначены для работы со сталью, нержавеющей сталью, чугуном и жаропрочными сплавами. Их универсальность позволяет значительно сократить ассортимент используемых инструментов на производстве.
Заготовки для этих свёрл изготавливаются из мелкозернистых нанопорошков в странах ЕС. Это обеспечивает высокое качество заготовок, их стабильность и долгий срок службы.
Свёрла имеют угол заточки 140° и сложную геометрию по задней поверхности, что повышает их стойкость и долговечность.
Передняя поверхность сверла и режущей кромки имеет радиусную форму, что позволяет деформировать стружку в самом начальном этапе обработки. Задняя поверхность имеет минимальный угол на расстоянии 1-2 мм от режущей кромки, что придает прочность последней.
Чтобы предотвратить износ сверла, на нём делают двойную ленточку. Это позволяет делать более точные отверстия и иногда избежать поломки сверла в результате преждевременного износа ленточки.
Специальное покрытие PVD наносится на сверло с помощью нового метода. Он позволяет получить рост кристаллов покрытия в одном направлении, что помогает предотвратить стирание покрытия.
Покрытие сверла состоит из нескольких слоёв, каждый из которых выполняет свою функцию в процессе сверления. Верхний слой защищает от износа, а следующий слой предотвращает перегрев инструмента.
Хвостовик сверла изготовлен с высокой точностью, что позволяет использовать его во всех современных оправках, включая термооправки.
Хвостовик сверла изготовлен с высокой точностью, что позволяет использовать его во всех современных оправках, включая термооправки. Это позволяет выполнять отверстия с максимальной точностью и исключает необходимость обработки детали зенкером после сверловки.
Точность изготовления режущей части сверла в большинстве случаев позволяет обойтись без дополнительной обработки отверстия зенкером или развёрткой.
Стружечная канавка, расположенная под углом 30°, эффективно отводит стружку в процессе сверления.
Для обеспечения сверления на заданную глубину длина стружечной канавки увеличена на 2–4 мм.
Во время работы данного сверла исключены вибрации и отклонения от заданной траектории.
Для точного позиционирования не требуется предварительная зацентровка отверстия и использование кондукторной втулки.
Свёрла отличаются высокой производительностью благодаря высокой скорости резания, которая обеспечивается свойствами твёрдого сплава.
Нельзя использовать свёрла, не предназначенные для рассверливания отверстий.
Свёрла не следует применять на оборудовании, не обладающем достаточной жёсткостью.
Если невозможно обеспечить подачу смазочно-охлаждающей жидкости (СОЖ) в зону резания, рекомендуется выводить свёрла каждые 3–5 миллиметров в зависимости от характеристик обрабатываемого материала и режимов обработки.
Для повышения долговечности свёрл при массовом производстве рекомендуется снижать подачу свёрла на 30–40% на первых 1,5–2 миллиметрах сверления отверстия (процесс врезания) и на последних 1,5–2 миллиметрах (процесс выхода свёрла из металла).