BT − Конус выполнен по Японскому стандарту и отличается тем, что имеет длинную конусную часть и посадка в шпиндель осуществляется только по конусу. Из-за длины конус ВТ держит поперечные и осевые нагрузки значительно лучше, чем конус HSK, но имеет менее точное позиционирование, так как в качестве опорной поверхности выступает только конус без пояска на торце. Данный инструмент предназначенный для крепления на станках ЧПУ, и имеет специальный поясок для захвата механической рукой. Чаще всего встречается на станках, которые выпускаются в Азиатских странах.
Конус вставляется в шпиндель станка следующим образом:
Устройство автоматической подачи инструмента вставляет конус в шпиндель станка, после чего специальный механизм станка прочно притягивает оправу к конусу шпинделя станка, удерживая её с помощью штревеля. После команды управляющей программы на смену инструмента механическая рука берет оправку за канавку во фланце. Далее механизм притягивания фланца отсоединяется, механическая рука вытаскивает оправку с конуса шпинделя станка и помещает оправку в магазин станка.
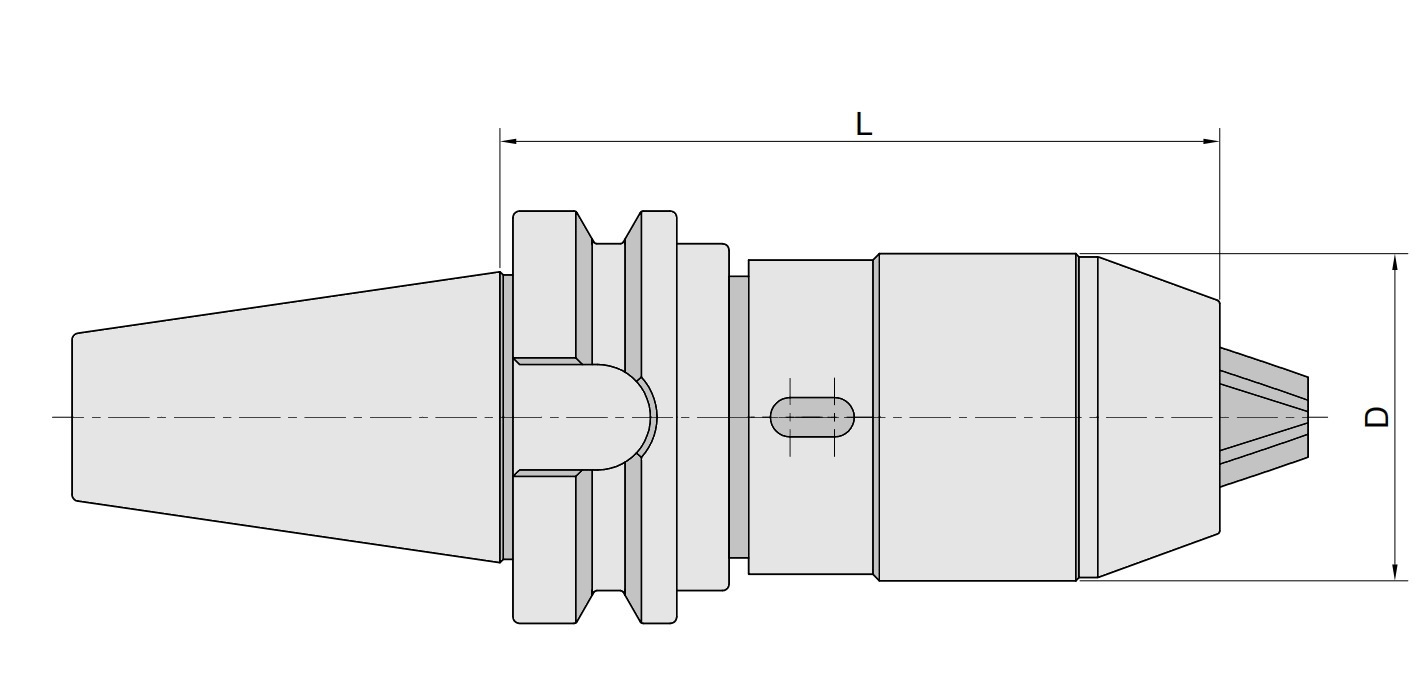
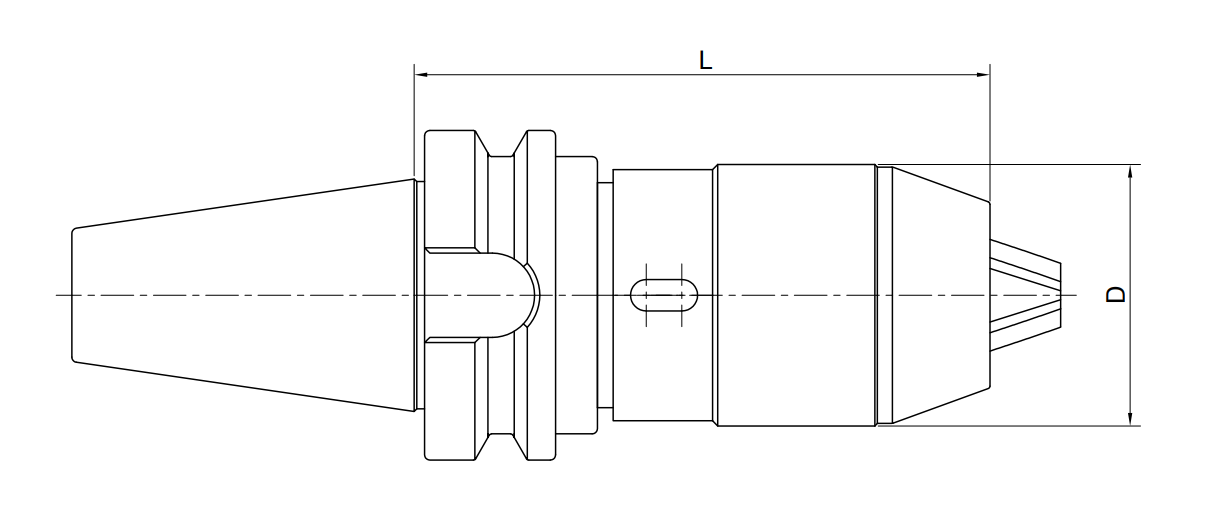
Сверлильные патрон APU предназначены для быстрого закрепления свёрл (обычно изготовленных из быстрорежущих материалов). Основное достоинство данной оснастки — это скорость съёма инструмента и быстрая замена одного инструмента на другой, большего или меньшего диаметра в диапазоне зажима сверлильного патрона.
Эти патроны в основном используются на универсальных станках либо на станках с ЧПУ в тех случаях, когда не требуется высокая точность обработки. Также данные патроны часто применяются на станках для обработки дерева и пластика. Зажим инструмента на этих патронах осуществляется вручную. Для того чтобы закрепить необходимый инструмент в оснастке, необходимо поворачивать крепёжное кольцо 1 до тех пор, пока кулачки патрона не зажмут хвостовик инструмента. Для замены инструмента необходимо повернуть кольцо 1 против часовой стрелки.

Максимальное биение устанавливаемого инструмента — до 0,08 миллиметра, что вполне достаточно для неприциозной обработки. Однако данной точности вполне достаточно для обработки пластика и дерева, а также для сверловки неточных деталей.
Отличие сверлильных патронов премиальных брендов от бюджетных
Главное отличие одних сверлильных патронов от других — это надёжность работы и долговечность.
Материал изготовления
Производители сверлильных патронов премиального качества обычно используют стали с содержанием титана, хрома, никеля и других легирующих элементов, тогда как изготовители патронов бюджетного класса часто используют углеродистую сталь или низколегированную сталь с содержанием углерода 1-3%. Это позволяет экономить на заготовке и механической обработке, так как низколегированная сталь значительно дешевле высоколегированной. Кроме того, она гораздо проще в механической обработке, что также удешевляет их изготовление, но это неблагоприятно сказывается на прочности и износостойкости корпуса патрона и особенно цанги, что приводит к более быстрому износу корпуса патрона. Также для обеспечения технологической точности необходимо, чтобы оборудование находилось в хорошем техническом состоянии, что не всегда бывает у азиатских производителей оснастки. При покупке партии резьбонарезных патронов важна стабильность качества выпускаемой продукции, что обеспечивается отработкой технологических процессов, управляющих программ для оборудования и техническим контролем внутри завода-производителя. У производителей бюджетной оснастки понятие технического контроля и технологической дисциплины может вообще отсутствовать на производстве. Соответственно, точность изготовления и качество могут различаться как от партии к партии, так и внутри одной партии деталей.
Термическая обработка
Для выполнения термоулучшения заготовки на верхнем пределе твёрдости необходимо иметь передовое термическое оборудование, которое обеспечивало бы точную температуру в зоне нагрева заготовки и необходимую скорость отвода тепла при охлаждении, а также равномерность отвода тепла, чтобы обеспечить наиболее мелкозернистую микроструктуру. Это также позволяет повысить износостойкость корпусов и долговечность сверлильного патрона. Однако это также увеличивает стоимость продукции, поскольку предполагает использование дорогостоящего оборудования и квалифицированного персонала, что также увеличивает стоимость готового изделия.