














Сверло корпусное KOD185-5D-S25-SO06 ACCKee
Конструкция этого сверла позволяет создавать отверстия в различных материалах.
Корпус сверла KOD, изготовленный из стали H13 (45Х6М2В1С). Эта инструментальная сталь обладает высокими показателями прочности и хорошей термообрабатываемостью, что позволяет использовать корпуса свёрл для обработки жаропрочных сплавов и нержавеющей стали.
Основные свойства стали H13 включают:
Прочность: сталь H13 обладает высокой прочностью, что позволяет ей выдерживать перегрузки и вибрации во время обработки материалов.
Термообрабатываемость: сталь хорошо поддаётся термообработке, что позволяет улучшить её свойства и повысить прочность.
Охлаждение: сталь быстро охлаждается, что способствует снижению риска перегрева и деформации корпуса сверла.
Сталь H13 является современным инструментальным материалом, который применяется для изготовления корпусов осевых инструментов для станков с ЧПУ. Это делает её подходящей для серийной и мелкосерийной обработки различных материалов.
К корпусу крепятся две твердосплавные пластины SOMT со стружколомами, которые выполняют основную работу по сверлению. Через корпус к пластинам подаётся смазочно-охлаждающая жидкость под давлением, что снижает температуру резания и облегчает сход стружки по стружколомам.
Сменные пластины, установленные на периферии и в центре сверла, одинаковы, что существенно снижает номенклатуру необходимых пластин.
Все пластины выполнены из одинаковых сплавов. Для повышения прочности режущей кромки пластины оснащены специальным задним углом, который позволяет обрабатывать труднообрабатываемые материалы, такие как титан и никелевые сплавы. Однако, при обработке сталей группы Р, этот угол создает дополнительные усилия, что снижает скорость резания.
 | Таблица основных размеров пластин  |
Расшифровка маркировки KOD185-5D-S25-SO06
KOD — это корпусное сверло, оснащенное сменными пластинами SOMT.
160 — диаметр сверла составляет 18,5 мм.
5D — максимальная глубина сверления отверстия. Глубина отверстия напрямую зависит от диаметра сверла. Например, при диаметре 30 максимальная глубина составит пять раз больше диаметра, то есть 90 миллиметров.
S25 — диаметр хвостовика сверла, адаптированный под крепления Weldon.
SO06 — размер совместимой пластины.
Корректировка подач при сверлении нестандартных поверхностей
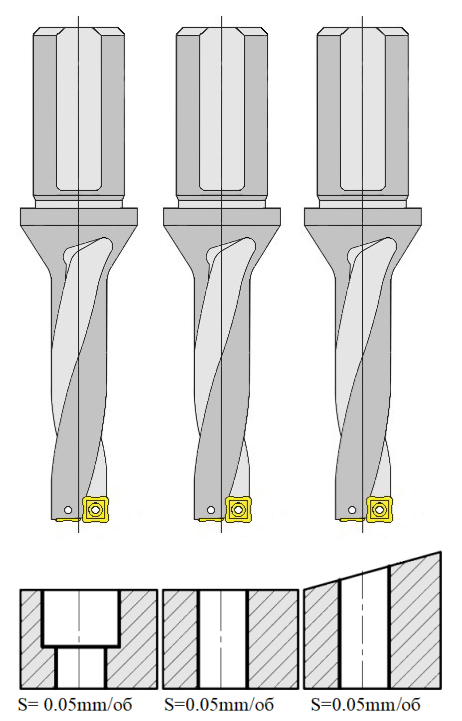
Применение свёрл данных конструкций
 | Рассверливание отверстий Во время рассверливания отверстий основную нагрузку принимает на себя периферийная пластина. Из-за этого внутри корпуса сверла возникают неравномерные силы резания, что может вызвать вибрацию инструмента. Чтобы уменьшить вибрации при рассверливании, рекомендуется уменьшить подачу на 20%. Если же это не поможет, то снизьте скорость резания на 10-20%. |
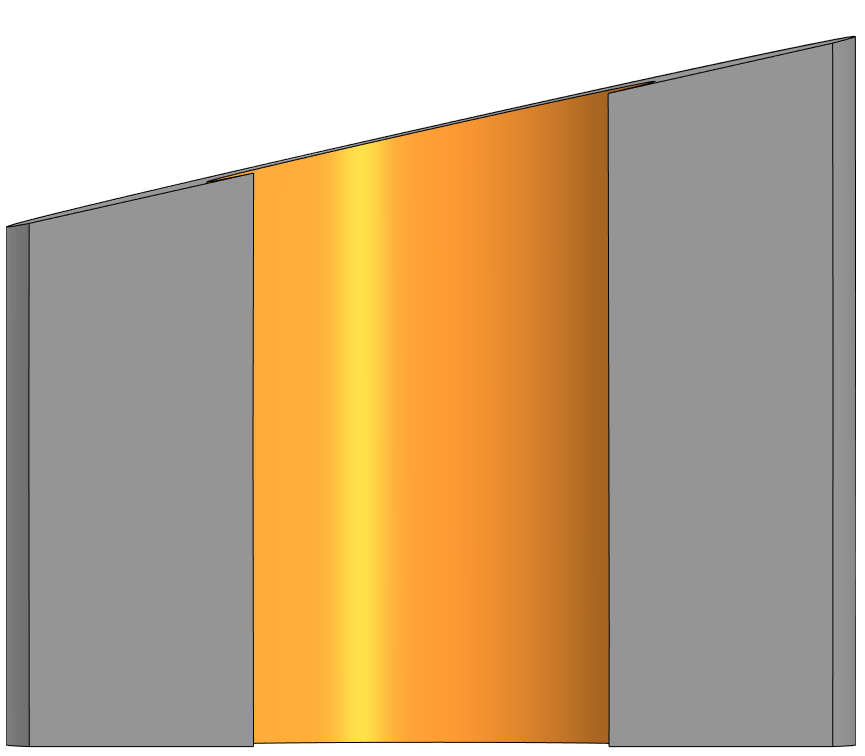 | Сверление отверстий на различных криволинейных поверхностях Главная особенность такого сверления проявляется в самом начале, когда сверло врезается в криволинейную поверхность. В этот момент углы между твердосплавными пластинами сверла и поверхностью изменяются. Это приводит к тому, что силы резания внутри корпуса сверла меняют направление и величину. Поэтому при начале сверления обычно уменьшают подачу на 20-30% и продолжают сверление с уменьшенной подачей до тех пор, пока все режущие кромки пластин не будут полностью задействованы. |
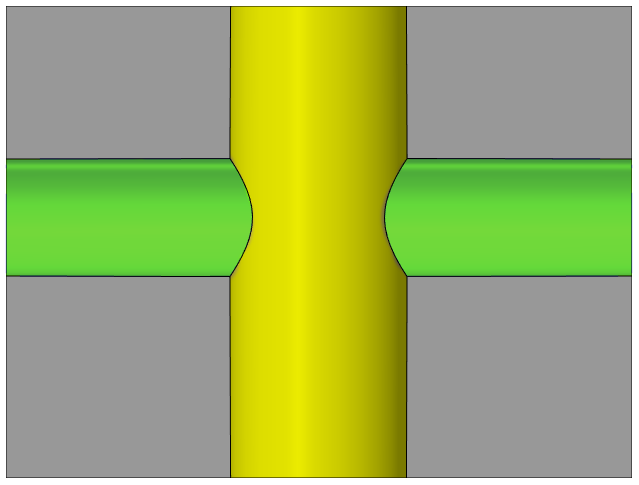 | Сверление пересекающихся отверстий Процесс сверления пересекающихся отверстий имеет некоторые особенности, которые стоит учитывать. При обработке углеродистой стали, как правило, эти особенности не играют решающей роли, так как этот материал является достаточно мягким и легко поддаётся обработке. Однако, когда речь заходит о нержавеющих и конструкционных сталях, а тем более о титановых сплавах, то за несколько миллиметров до выхода сверла в полость пересекаемого отверстия необходимо снизить скорость резания и подачу на 20-30% в зависимости от прочности обрабатываемого материала. Это позволит избежать разрушения и обеспечить более комфортную и качественную обработку. |
 | Сверление стандартных отверстий Для достижения максимальной результативности и оптимизации процесса обработки крайне важно придерживаться рекомендуемых режимов сверления стандартных отверстий. Это позволит получить точные и качественные отверстия, что, в свою очередь, значительно повысит производительность производства. |
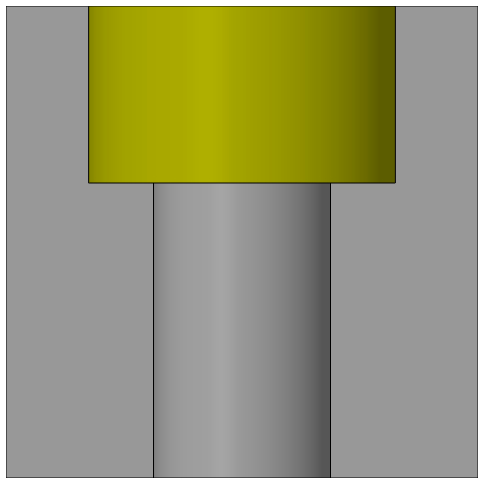
 | Сверление отверстий с плоским дном При использовании этого сверла для сверления глухих отверстий достигается почти идеальная плоскость дна. Точность и шероховатость поверхности достигают седьмого квалитета. Следует отметить, что плоское дно имеет небольшой наклон в пределах 1-3 градусов, что не является критичным для отверстий с плоским дном. |
 | Данные сверла нельзя применять для пакетного сверления |
Эта конструкция свёрл позволяет выполнять различные операции, которые недоступны для многих других видов свёрл. Например, можно растачивать отверстия и сверлить криволинейные поверхности без предварительной подготовки поверхности.
В нестандартных случаях сверления не рекомендуется использовать стандартные режимы, поскольку:
- геометрия резания полностью меняется;
- изменяются силы резания, которые должны балансироваться внутри корпуса свёрла, что может привести к увеличению вибрации.
Исходя из этого, для каждого конкретного случая сверления существуют свои рекомендации по подаче.
Точение поверхностей с помощью сверла
При использовании этих свёрл для точения и расточки обычно применяют режимы обработки, аналогичные тем, что используются при работе с резцами, оснащёнными пластинами с положительными углами. Но из-за того, что пластина выступает из корпуса сверла на небольшую длину, мы можем производить обработку на глубину резания до 0,4-0,8 мм в зависимости от диаметра сверла.
Сверло корпусное KOD185-5D-S25-SO06 ACCKee
Конструкция этого сверла позволяет создавать отверстия в различных материалах.
Корпус сверла KOD, изготовленный из стали H13 (45Х6М2В1С). Эта инструментальная сталь обладает высокими показателями прочности и хорошей термообрабатываемостью, что позволяет использовать корпуса свёрл для обработки жаропрочных сплавов и нержавеющей стали.
Основные свойства стали H13 включают:
Прочность: сталь H13 обладает высокой прочностью, что позволяет ей выдерживать перегрузки и вибрации во время обработки материалов.
Термообрабатываемость: сталь хорошо поддаётся термообработке, что позволяет улучшить её свойства и повысить прочность.
Охлаждение: сталь быстро охлаждается, что способствует снижению риска перегрева и деформации корпуса сверла.
Сталь H13 является современным инструментальным материалом, который применяется для изготовления корпусов осевых инструментов для станков с ЧПУ. Это делает её подходящей для серийной и мелкосерийной обработки различных материалов.
К корпусу крепятся две твердосплавные пластины SOMT со стружколомами, которые выполняют основную работу по сверлению. Через корпус к пластинам подаётся смазочно-охлаждающая жидкость под давлением, что снижает температуру резания и облегчает сход стружки по стружколомам.
Сменные пластины, установленные на периферии и в центре сверла, одинаковы, что существенно снижает номенклатуру необходимых пластин.
Все пластины выполнены из одинаковых сплавов. Для повышения прочности режущей кромки пластины оснащены специальным задним углом, который позволяет обрабатывать труднообрабатываемые материалы, такие как титан и никелевые сплавы. Однако, при обработке сталей группы Р, этот угол создает дополнительные усилия, что снижает скорость резания.
Таблица основных размеров пластин

Расшифровка маркировки KOD185-5D-S25-SO06
KOD — это корпусное сверло, оснащенное сменными пластинами SOMT.
160 — диаметр сверла составляет 18,5 мм.
5D — максимальная глубина сверления отверстия. Глубина отверстия напрямую зависит от диаметра сверла. Например, при диаметре 30 максимальная глубина составит пять раз больше диаметра, то есть 90 миллиметров.
S25 — диаметр хвостовика сверла, адаптированный под крепления Weldon.
SO06 — размер совместимой пластины.
Корректировка подач при сверлении нестандартных поверхностей
Применение свёрл данных конструкций
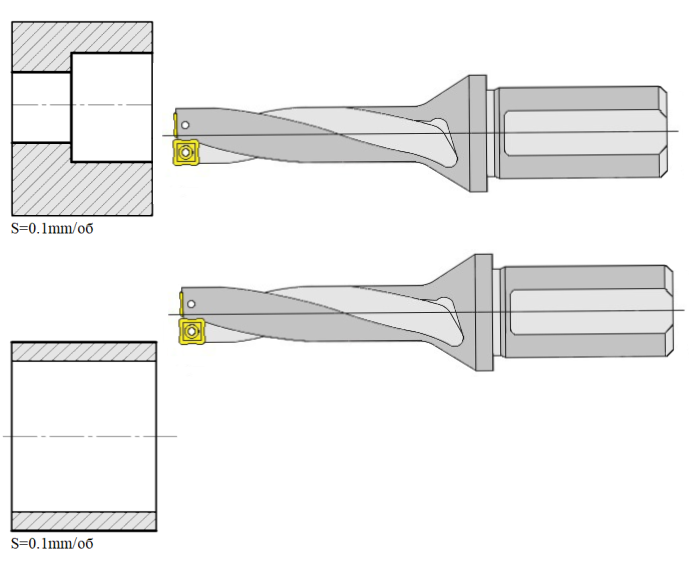
Рассверливание отверстий
Во время рассверливания отверстий основную нагрузку принимает на себя периферийная пластина. Из-за этого внутри корпуса сверла возникают неравномерные силы резания, что может вызвать вибрацию инструмента.
Чтобы уменьшить вибрации при рассверливании, рекомендуется уменьшить подачу на 20%. Если же это не поможет, то снизьте скорость резания на 10-20%.
Сверление отверстий на различных криволинейных поверхностях
Главная особенность такого сверления проявляется в самом начале, когда сверло врезается в криволинейную поверхность. В этот момент углы между твердосплавными пластинами сверла и поверхностью изменяются. Это приводит к тому, что силы резания внутри корпуса сверла меняют направление и величину. Поэтому при начале сверления обычно уменьшают подачу на 20-30% и продолжают сверление с уменьшенной подачей до тех пор, пока все режущие кромки пластин не будут полностью задействованы.
Сверление пересекающихся отверстий
Процесс сверления пересекающихся отверстий имеет некоторые особенности, которые стоит учитывать. При обработке углеродистой стали, как правило, эти особенности не играют решающей роли, так как этот материал является достаточно мягким и легко поддаётся обработке.
Однако, когда речь заходит о нержавеющих и конструкционных сталях, а тем более о титановых сплавах, то за несколько миллиметров до выхода сверла в полость пересекаемого отверстия необходимо снизить скорость резания и подачу на 20-30% в зависимости от прочности обрабатываемого материала. Это позволит избежать разрушения и обеспечить более комфортную и качественную обработку.
Сверление стандартных отверстий
Для достижения максимальной результативности и оптимизации процесса обработки крайне важно придерживаться рекомендуемых режимов сверления стандартных отверстий. Это позволит получить точные и качественные отверстия, что, в свою очередь, значительно повысит производительность производства.
При сверлении первой детали, когда пластины сверла ещё не нагрелись, рекомендуется снизить подачу на 10–15% в течение первых 2–3 миллиметров сверления. После того как будет пройден первый миллиметр, необходимо включить систему подачи смазочно-охлаждающей жидкости (СОЖ). Это позволит сменным многогранным пластинам нагреться, что является важным этапом, поскольку твёрдый сплав наиболее эффективен при высоких температурах. Кроме того, воздействие высоких температур на материал заготовки делает его более мягким, что также способствует улучшению качества обработки.
Сверление отверстий с плоским дном
При использовании этого сверла для сверления глухих отверстий достигается почти идеальная плоскость дна. Точность и шероховатость поверхности достигают седьмого квалитета.
Следует отметить, что плоское дно имеет небольшой наклон в пределах 1-3 градусов, что не является критичным для отверстий с плоским дном.
Данные сверла нельзя применять для пакетного сверления
Эта конструкция свёрл позволяет выполнять различные операции, которые недоступны для многих других видов свёрл. Например, можно растачивать отверстия и сверлить криволинейные поверхности без предварительной подготовки поверхности.
В нестандартных случаях сверления не рекомендуется использовать стандартные режимы, поскольку:
- геометрия резания полностью меняется;
- изменяются силы резания, которые должны балансироваться внутри корпуса свёрла, что может привести к увеличению вибрации.
Исходя из этого, для каждого конкретного случая сверления существуют свои рекомендации по подаче.
Точение поверхностей с помощью сверла
При использовании этих свёрл для точения и расточки обычно применяют режимы обработки, аналогичные тем, что используются при работе с резцами, оснащёнными пластинами с положительными углами. Но из-за того, что пластина выступает из корпуса сверла на небольшую длину, мы можем производить обработку на глубину резания до 0,4-0,8 мм в зависимости от диаметра сверла.
