














Сверло корпусное MGU5240-FC25-SP05 ACCKee
Сверло MGU5240-FC25-SP05 от ACCKee — это одно из самых инновационных решений в области производства корпусных свёрл. Его конструкция была вдохновлена знаменитой серией 880 от SANDVIK.
Корпус сверла MGU отличается высокой прочностью, так как изготовлен из нержавеющей стали марки 16Х13М. Из этой стали производят корпуса инструментов премиум-класса, которые прекрасно выдерживают значительные нагрузки и вибрации.
Благодаря повышенной прочности и износостойкости, инструмент может использоваться в интенсивном режиме в течение длительного времени. Корпуса инструментов из такой стали предназначены для крупносерийного и массового производства на станках с числовым программным управлением, а также для обработки материалов с высокими нагрузками.
Кроме того, были скопированы форма пластин, сплавы, каналы для подачи СОЖ и стружколомы. Всё это создает условия для эффективной и стабильной работы.
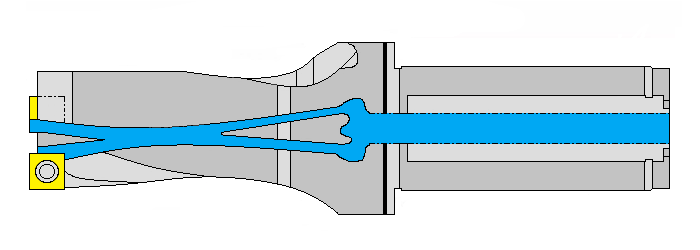
Подвод СОЖ в этих свёрлах осуществляется не на переднюю поверхность пластин, а на заднюю. Это способствует улучшению процесса резания благодаря более эффективному охлаждению режущей кромки и попаданию смазки между стружкой и передней поверхностью, о которую стружка трётся во время обработки.
Копии не только полностью повторяют геометрию стружколомов, задних углов и сплав пластины, но и выполнены с высоким качеством. Благодаря этому заготовки можно обрабатывать на высоких режимах резания, так как качество изготовления пластин также очень высокое.
На этом сверле установлены две твердосплавные пластины квадратной формы с различными углами наклона и составом сплавов. Такая конструкция позволяет создать наиболее подходящие условия для резания каждой пластины в своей зоне.
Пластина, расположенная в центре сверла, осуществляет низкоскоростное резание, эффективно продавливая материал в центре заготовки. В то же время, пластина на периферии сверла выполняет высокоскоростное резание, что обеспечивает более точное и чистое сверление.
| Центральная пластина | Таблица основных размеров пластин |
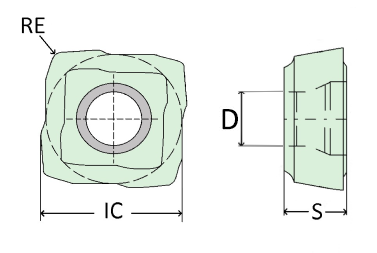 | 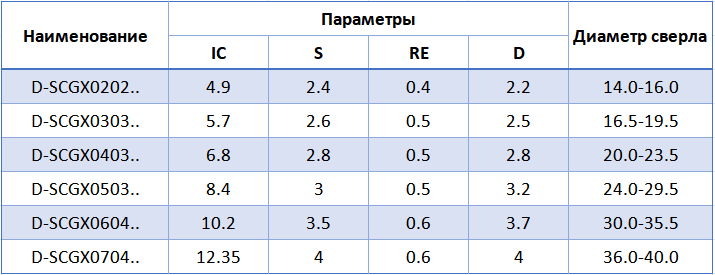 |
| Периферийная пластина | Таблица основных размеров пластин |
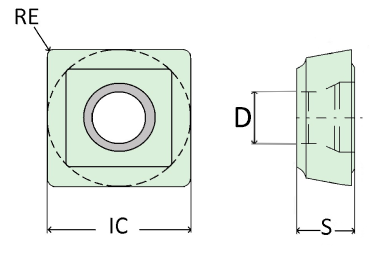 | 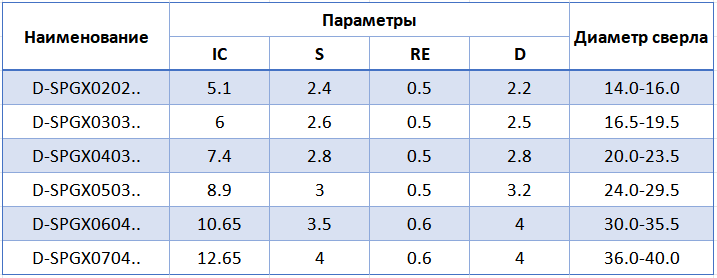 |
Благодаря удачному сочетанию прочности корпуса, геометрии и расположения пластин, вибрации на сверле во время работы практически отсутствуют. Чем и объясняется популярность использование свёрл конструкции оригинала и компании ACCKee на территории Китая.
Цена данного сверла значительно ниже оригинала. Все части сверла, от прижимных винтов до пластин, полностью взаимозаменяемы с оригиналом, что несомненно является его достоинством.
Расшифровка маркировки сверла MGU5240-FC25-SP05
MGU — это серия сверла, которая обозначает его тип по внутренней заводской системе обозначений.
5 — указывает на глубину сверления отверстия, равную 5D.
Чтобы вычислить эту величину, необходимо умножить диаметр режущей части сверла на 5.
240 — диаметр просверливаемого отверстия составляет 24 мм. Первые две цифры обозначают диаметр в миллиметрах, а третья — десятые доли миллиметра. Например, 125 будет означать диаметр отверстия 12,5 мм.
FC25 — диаметр хвостовика сверла составляет 25 мм. На хвостовике имеется лыска, которая позволяет закрепить сверло в оснастке с креплением Weldon. Это значительно расширяет возможности применения данного сверла, позволяя использовать его с большим количеством различных приспособлений.
SP05 — на сверла данной серии устанавливаются пластины квадратной формы S.
За счет сменных твердосплавных пластин, сверла этой конструкции могут обрабатывать различные материалы. Чаще всего они используются для работы с материалами групп P, M, S и K.
Корректировка подач при сверлении нестандартных поверхностей

Применение свёрл данных конструкций
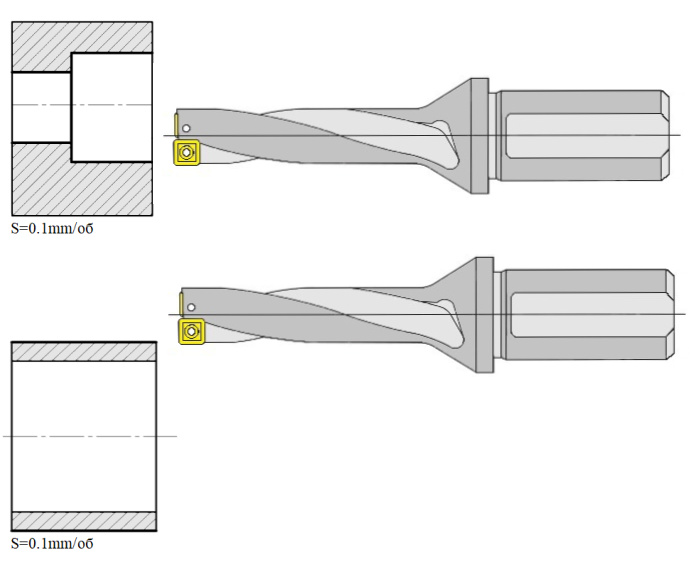
 | Рассверливание отверстий В этой операции используется только периферийная пластина сверла, поэтому в процессе рассверливания задействована лишь половина сверла. Это может привести к вибрациям или к потере устойчивости. Корпус этого сверла изготовлен из прочной стали, что делает его более устойчивым к вибрациям и позволяет рассверливать отверстия с высокими скоростями. Увеличенные каналы подачи смазочно-охлаждающей жидкости (СОЖ) способствуют снижению температуры в зоне резания и облегчению процесса обработки благодаря смазке обрабатываемых поверхностей. |
 | Сверление отверстий на различных криволинейных поверхностях Благодаря усиленному корпусу и продуманному расположению пластин в сочетании с геометрией самого сверла, усилия резания направлены в сторону утолщенной части стружечных канавок. Это позволяет не снижать подачу при сверлении криволинейных поверхностей, за редким исключением. Конструкция сверла обеспечивает достаточную прочность для работы на стандартных режимах даже при изменении геометрии поверхности. В случае возникновения вибраций рекомендуется уменьшить скорость резания на 20% и подачу в два раза. Это связано с тем, что на начальном этапе сверления криволинейной поверхности работают только некоторые режущие элементы сверла. Кроме того, из-за наклона поверхностей заготовки нарушается геометрия задних углов, что меняет направление векторов сил резания и может привести к разбалансировке системы СПИД (станок, приспособление, инструмент, деталь). Чтобы снизить силы резания, необходимо уменьшить режимы обработки. |
 | Сверление пересекающихся отверстий При сверлении нескольких пересекающихся отверстий процесс начинается так же, как и при обычном сверлении. Благодаря точно расположенным пластинам, сверление проходит плавно как в основной части, так и на выходе в пересекающееся отверстие. |
 | Сверление стандартных отверстий Чтобы добиться максимальной эффективности и рациональности обработки, при сверлении стандартных отверстий важно следовать рекомендованным режимам. Это позволит получить отверстия с высокой шероховатостью и точностью, что, в свою очередь, повысит экономическую эффективность производства. В начале процесса, когда вы врезаетесь в первую деталь, до того как пластины сверла разогреются, рекомендуется уменьшить подачу на 10-15% в течение первых 2-3 мм сверления. Также рекомендуется включить СОЖ (смазочно-охлаждающую жидкость) после первого миллиметра сверления. Это необходимо для того, чтобы сменные многогранные пластины успели разогреться (твёрдый сплав лучше работает при повышенных температурах), а материал заготовки стал мягче под воздействием высоких температур. |
 | Сверление отверстий с плоским дном Сверление глухих отверстий с помощью этого сверла обеспечивает почти идеально плоское дно, а точность и шероховатость отверстия достигают седьмого квалитета. Однако стоит отметить, что плоское дно будет иметь небольшой наклон в пределах 1-3 градусов, что не является критичным для отверстий с плоским дном. |
 | Данные сверла нельзя применять для пакетного сверления |
Эта конструкция свёрл позволяет выполнять различные операции, которые недоступны для многих других видов свёрл. Например, можно растачивать отверстия и сверлить криволинейные поверхности без предварительной подготовки поверхности.
В нестандартных случаях сверления не рекомендуется использовать стандартные режимы, поскольку:
- геометрия резания полностью меняется;
- изменяются силы резания, которые должны балансироваться внутри корпуса свёрла, что может привести к увеличению вибрации.
Исходя из этого, для каждого конкретного случая сверления существуют свои рекомендации по подаче.
Точение поверхностей с помощью сверла
При использовании этих свёрл для точения и расточки обычно применяют режимы обработки, аналогичные тем, что используются при работе с резцами, оснащёнными пластинами с положительными углами. Но из-за того, что пластина выступает из корпуса сверла на небольшую длину, мы можем производить обработку на глубину резания до 0,4-0,8 мм в зависимости от диаметра сверла.
Сверло корпусное MGU5240-FC25-SP05 ACCKee
Сверло MGU5240-FC25-SP05 от ACCKee — это одно из самых инновационных решений в области производства корпусных свёрл. Его конструкция была вдохновлена знаменитой серией 880 от SANDVIK.
Корпус сверла MGU отличается высокой прочностью, так как изготовлен из нержавеющей стали марки 16Х13М. Из этой стали производят корпуса инструментов премиум-класса, которые прекрасно выдерживают значительные нагрузки и вибрации.
Благодаря повышенной прочности и износостойкости, инструмент может использоваться в интенсивном режиме в течение длительного времени. Корпуса инструментов из такой стали предназначены для крупносерийного и массового производства на станках с числовым программным управлением, а также для обработки материалов с высокими нагрузками.
Кроме того, были скопированы форма пластин, сплавы, каналы для подачи СОЖ и стружколомы. Всё это создает условия для эффективной и стабильной работы.
Несмотря на тщательное копирование, производительность и долговечность этого сверла уступают оригинальным, так как компания ACCKee пока не обладает некоторыми технологиями, которые есть у производителей премиального инструмента.
Однако, цена данного сверла значительно ниже оригинала, и все части сверла от прижимных винтов до пластин полностью взаимозаменяемые с оригиналом что несомненно является его достоинством.
На этом сверле установлены две твердосплавные пластины квадратной формы с различными углами наклона и составом сплавов. Такая конструкция позволяет создать наиболее подходящие условия для резания каждой пластины в своей зоне.
Пластина, расположенная в центре сверла, осуществляет низкоскоростное резание, эффективно продавливая материал в центре заготовки. В то же время, пластина на периферии сверла выполняет высокоскоростное резание, что обеспечивает более точное и чистое сверление.
| Центральная пластина | Таблица основных размеров пластин |
| |
| Периферийная пластина | Таблица основных размеров пластин |
| |
Благодаря удачному сочетанию прочности корпуса, геометрии и расположения пластин, вибрации на сверле во время работы практически отсутствуют. Чем и объясняется популярность использование свёрл конструкции оригинала и компании ACCKee на территории Китая.
Расшифровка маркировки сверла MGU5240-FC25-SP05
MGU — это серия сверла, которая обозначает его тип по внутренней заводской системе обозначений.
5 — указывает на глубину сверления отверстия, равную 5D.
Чтобы вычислить эту величину, необходимо умножить диаметр режущей части сверла на 5.
240 — диаметр просверливаемого отверстия составляет 24 мм. Первые две цифры обозначают диаметр в миллиметрах, а третья — десятые доли миллиметра. Например, 125 будет означать диаметр отверстия 12,5 мм.
FC25 — диаметр хвостовика сверла составляет 25 мм. На хвостовике имеется лыска, которая позволяет закрепить сверло в оснастке с креплением Weldon. Это значительно расширяет возможности применения данного сверла, позволяя использовать его с большим количеством различных приспособлений.
SP05 — на сверла данной серии устанавливаются пластины квадратной формы S.
За счет сменных твердосплавных пластин, сверла этой конструкции могут обрабатывать различные материалы. Чаще всего они используются для работы с материалами групп P, M, S и K.
Корректировка подач при сверлении нестандартных поверхностей
Применение свёрл данных конструкций
| Рассверливание отверстий В этой операции используется только периферийная пластина сверла, поэтому в процессе рассверливания задействована лишь половина сверла. Это может привести к вибрациям или к потере устойчивости. Корпус этого сверла изготовлен из прочной стали, что делает его более устойчивым к вибрациям и позволяет рассверливать отверстия с высокими скоростями. Увеличенные каналы подачи смазочно-охлаждающей жидкости (СОЖ) способствуют снижению температуры в зоне резания и облегчению процесса обработки благодаря смазке обрабатываемых поверхностей. |
| Сверление отверстий на различных криволинейных поверхностях Благодаря усиленному корпусу и продуманному расположению пластин в сочетании с геометрией самого сверла, усилия резания направлены в сторону утолщенной части стружечных канавок. Это позволяет не снижать подачу при сверлении криволинейных поверхностей, за редким исключением. Конструкция сверла обеспечивает достаточную прочность для работы на стандартных режимах даже при изменении геометрии поверхности. В случае возникновения вибраций рекомендуется уменьшить скорость резания на 20% и подачу в два раза. Это связано с тем, что на начальном этапе сверления криволинейной поверхности работают только некоторые режущие элементы сверла. Кроме того, из-за наклона поверхностей заготовки нарушается геометрия задних углов, что меняет направление векторов сил резания и может привести к разбалансировке системы СПИД (станок, приспособление, инструмент, деталь). Чтобы снизить силы резания, необходимо уменьшить режимы обработки. |
| Сверление пересекающихся отверстий При сверлении нескольких пересекающихся отверстий процесс начинается так же, как и при обычном сверлении. Благодаря точно расположенным пластинам, сверление проходит плавно как в основной части, так и на выходе в пересекающееся отверстие. |
| Сверление стандартных отверстий Чтобы добиться максимальной эффективности и рациональности обработки, при сверлении стандартных отверстий важно следовать рекомендованным режимам. Это позволит получить отверстия с высокой шероховатостью и точностью, что, в свою очередь, повысит экономическую эффективность производства. В начале процесса, когда вы врезаетесь в первую деталь, до того как пластины сверла разогреются, рекомендуется уменьшить подачу на 10-15% в течение первых 2-3 мм сверления. Также рекомендуется включить СОЖ (смазочно-охлаждающую жидкость) после первого миллиметра сверления. Это необходимо для того, чтобы сменные многогранные пластины успели разогреться (твёрдый сплав лучше работает при повышенных температурах), а материал заготовки стал мягче под воздействием высоких температур. |
| Сверление отверстий с плоским дном Сверление глухих отверстий с помощью этого сверла обеспечивает почти идеально плоское дно, а точность и шероховатость отверстия достигают седьмого квалитета. Однако стоит отметить, что плоское дно будет иметь небольшой наклон в пределах 1-3 градусов, что не является критичным для отверстий с плоским дном. |
| Данные сверла нельзя применять для пакетного сверления |
Эта конструкция свёрл позволяет выполнять различные операции, которые недоступны для многих других видов свёрл. Например, можно растачивать отверстия и сверлить криволинейные поверхности без предварительной подготовки поверхности.
В нестандартных случаях сверления не рекомендуется использовать стандартные режимы, поскольку:
- геометрия резания полностью меняется;
- изменяются силы резания, которые должны балансироваться внутри корпуса свёрла, что может привести к увеличению вибрации.
Исходя из этого, для каждого конкретного случая сверления существуют свои рекомендации по подаче.
Точение поверхностей с помощью сверла
При использовании этих свёрл для точения и расточки обычно применяют режимы обработки, аналогичные тем, что используются при работе с резцами, оснащёнными пластинами с положительными углами. Но из-за того, что пластина выступает из корпуса сверла на небольшую длину, мы можем производить обработку на глубину резания до 0,4-0,8 мм в зависимости от диаметра сверла.
