














PDL Являются точными копиями свёрл PDL компании SUMITOMO что обеспечивает полную взаимозаменяемость крепёжных винтов и твердосплавных пластин чем при необходимости может обеспечить высокую производительность. Для достижения большей производительности сверления на корпус можно установить твердосплавные пластины SUMITOMO, либо пользоваться китайской копией пластин SUMITOMO без большой потери производительности.
Сверло корпусное PDL300D2S32 ACCKee — это сверло со сменными пластинами, которое имеет внутренний подвод СОЖ (смазочно-охлаждающей жидкости). Особенность этого сверла заключается в том, что у пластин увеличен задний угол, что делает режущую кромку более острой и снижает силы резания.
Данные сверла имеют прямоугольную пластину. Большая сторона пластины устанавливается в центр сверла, тогда как меньшая сторона располагается на периферии сверла. Таким образом, в данной конструкции пластина с меньшей скоростью имеет большую ширину резания, а пластина с меньшей шириной обладает большей скоростью резания. В результате силы резания балансируются внутри корпуса сверла, поскольку они примерно равны по величине и направлены в противоположные стороны.
Такое сверло хорошо подходит для обработки углеродистых и низколегированных сталей. А если пластины отполированы и не имеют покрытия, то они также могут использоваться для обработки алюминия. Это сверло предназначено для сверления отверстий с плоским дном. Предельное отклонение размеров составляет от -0,05 мм до +0,15 мм.
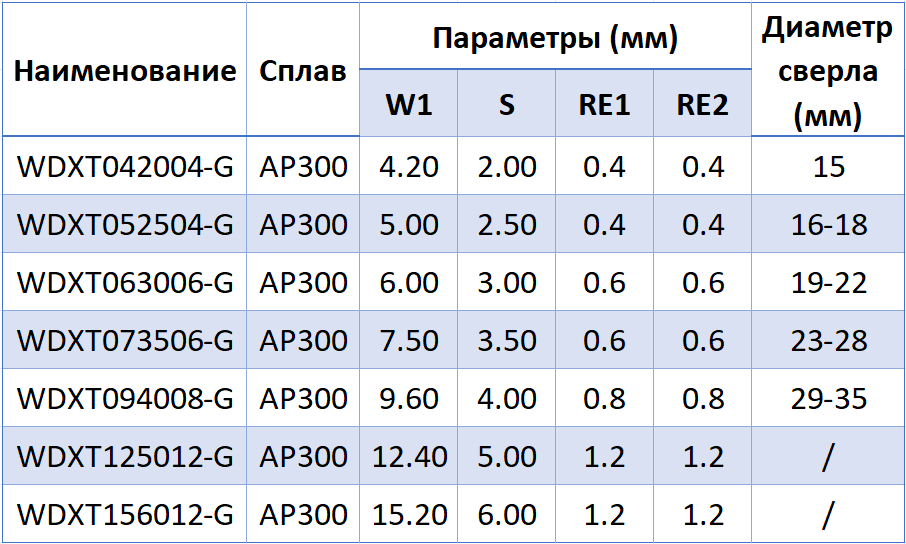
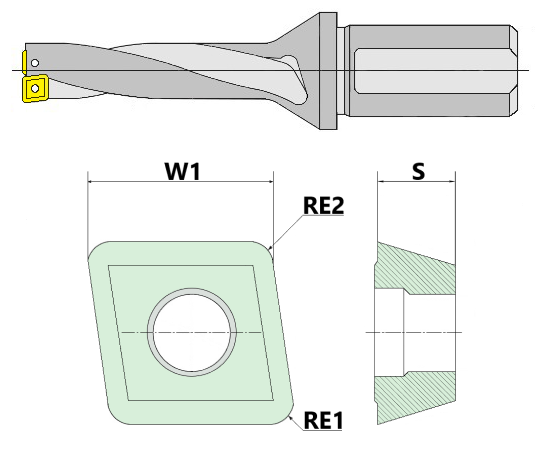 | Таблица основных размеров пластин |
 |
PDL — обозначение для данного типа свёрл. Оно расшифровывается как «сверло корпусное со сменными многогранными пластинами» с задним углом 11 градусов и внутренним подводом СОЖ.
300 — диаметр сверла 30 мм.
D2 — глубина сверления в два раза превышает диаметр сверла.
Чтобы обеспечить более надёжное и удобное сверление, производитель изготавливает свёрла с возможностью сверления на несколько миллиметров глубже, чем указано в обозначениях.
S32 — диаметр хвостовика 32 мм. На хвостовике имеется фрезерованная лыска для крепления Weldon. Хвостовик выполнен с точностью h7, что позволяет крепить сверло с высокой позиционной точностью.
Корректировка подач при сверлении нестандартных поверхностей
Применение свёрл данных конструкций
 | Рассверливание отверстий Пластины, закреплённые на свёрлах этой конструкции, обладают большим задним углом, что делает их идеальными для обработки мягких сталей. Благодаря большому заднему углу снижаются силы резания, что практически исключает вибрации при рассверливании. Это позволяет работать с большими подачами, что значительно повышает производительность. Однако, при рассверливании нержавеющих сталей и жаропрочных сплавов необходимо уменьшить подачу. Это связано с тем, что из-за большого заднего угла пластины режущая кромка становится ослабленной. Если подача будет высокой, а материал — труднообрабатываемым, это может привести к выкрашиванию режущей кромки. |
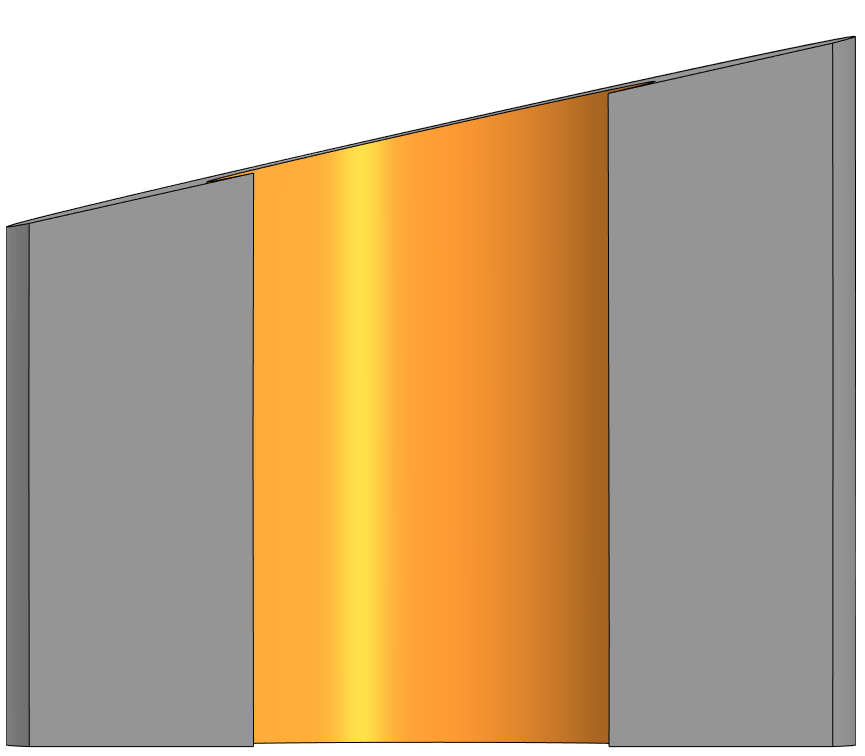 | Сверление отверстий на различных криволинейных поверхностях За счёт большого заднего угла при сверлении этими инструментами снижаются силы резания. Поэтому, как правило, процесс засверливания криволинейных поверхностей проходит более плавно, чем со сверлами других конструкций. Однако, если материал заготовки является труднообрабатываемым и в начале засверливания пластина врезается в металл с ударом, рекомендуется, как и со стандартными сверлами, уменьшить подачу при начале сверления. Если же сверление происходит по окружности, то снижать подачу при засверливании не требуется, поскольку геометрия пластин обеспечивает плавное врезание инструмента в материал. |
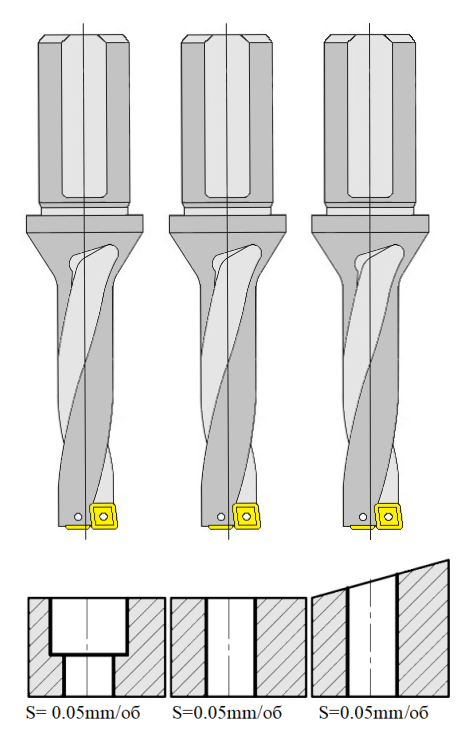
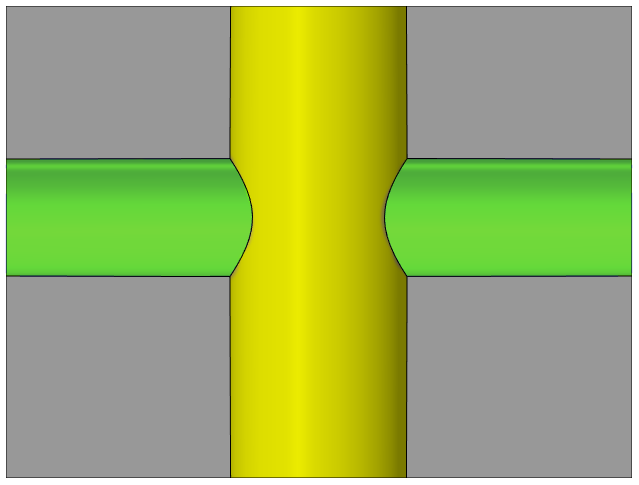
 | Сверление пересекающихся отверстий Данный процесс можно условно разделить на два типа: 1. Сверление пересекающихся отверстий, при котором сверло выходит из материала равномерно. 2. Сверление отверстий с неравномерным выходом сверла. К первому типу относится сверление, при котором ось пересекающегося отверстия пересекает ось сверла. Если диаметр пересекаемого отверстия меньше диаметра сверла, то режущая кромка будет работать равномерно, если диаметр больше — не будет работать совсем. В подобных ситуациях рекомендуется уменьшить подачу за несколько миллиметров до пересечения отверстий, чтобы избежать выкрашивания пластины на выходе. Это связано с тем, что при выходе сверла из криволинейной поверхности силы резания могут значительно измениться, что может привести к повреждению пластины. Если ось пересекающегося отверстия не совпадает с осью сверла, и при пересечении начинается неравномерное резание с периодическим входом режущей кромки в металл, то необходимо уменьшить подачу на 20-30%. Величина уменьшения подачи зависит от сложности обрабатываемого материала: чем сложнее материал, тем больше нужно уменьшить подачу. Уменьшать подачу следует до тех пор, пока сверло полностью не выйдет из пересекающегося отверстия. |
 | Сверление стандартных отверстий Сверление стандартных отверстий с помощью этих свёрл происходит с пониженными усилиями резания, что особенно удобно для маломощного оборудования и материалов, которые легко поддаются обработке. Однако, при работе с труднообрабатываемыми материалами, возможно некоторое прерывание подачи (до 20%), что может привести к увеличению шероховатости обработанных поверхностей по сравнению с использованием стандартных свёрл. |
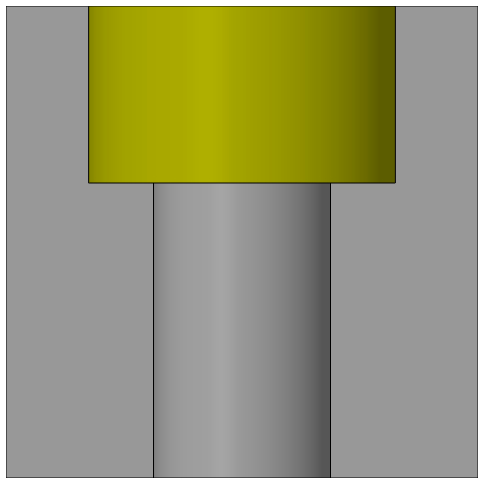
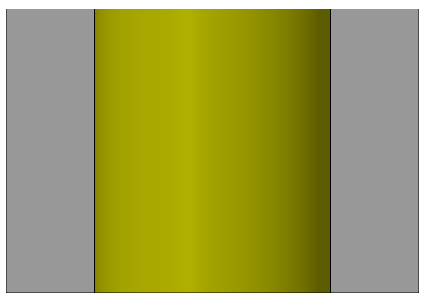
 | Сверление отверстий с плоским дном Сверление отверстий с плоским дном можно отнести к категории глухих отверстий. Технология сверления таких отверстий ничем не отличается от технологии сверления сквозных отверстий. Единственное различие заключается в том, что при сверлении глухих отверстий не нужно уменьшать подачу в конце процесса, а после завершения сверления необходимо продуть отверстие сжатым воздухом. |
 | Конструкция данного сверла не предназначена для пакетного сверления |
Эта конструкция свёрл позволяет выполнять различные операции, которые не всегда осуществимы с помощью других свёрл. Например, можно растачивать отверстия и сверлить криволинейные поверхности без предварительной подготовки.
При нестандартных случаях сверления не следует выставлять режимы, как при обычном сверлении. Это связано с тем, что:
- полностью меняется геометрия резания;
- изменяются силы резания, которые должны быть сбалансированы внутри корпуса сверла, что увеличивает вибрацию.
Поэтому для каждого отдельного случая сверления существуют свои рекомендации по подаче.
Точение поверхностей с помощью сверла
При использовании этих свёрл для точения и расточки обычно применяют режимы обработки, аналогичные тем, которые используются при работе с резцами, оснащёнными пластинами с положительными углами. Однако есть ограничение по глубине резания, связанное с тем, что пластина выступает над корпусом фрезы лишь незначительно.
Кроме того, из-за особенностей конструкции — внутреннего подвода СОЖ (смазочно-охлаждающей жидкости) и стружечных канавок — державка свёрла имеет ограниченную жёсткость. Это не позволяет выполнять токарную обработку с такими же режимами, как при использовании резца.
PDL Являются точными копиями свёрл PDL компании SUMITOMO что обеспечивает полную взаимозаменяемость крепёжных винтов и твердосплавных пластин чем при необходимости может обеспечить высокую производительность. Для достижения большей производительности сверления на корпус можно установить твердосплавные пластины SUMITOMO, либо пользоваться китайской копией пластин SUMITOMO без большой потери производительности.
Сверло корпусное PDL300D2S32 ACCKee — это сверло со сменными пластинами, которое имеет внутренний подвод СОЖ (смазочно-охлаждающей жидкости). Особенность этого сверла заключается в том, что у пластин увеличен задний угол, что делает режущую кромку более острой и снижает силы резания.
Данные сверла имеют прямоугольную пластину. Большая сторона пластины устанавливается в центр сверла, тогда как меньшая сторона располагается на периферии сверла. Таким образом, в данной конструкции пластина с меньшей скоростью имеет большую ширину резания, а пластина с меньшей шириной обладает большей скоростью резания. В результате силы резания балансируются внутри корпуса сверла, поскольку они примерно равны по величине и направлены в противоположные стороны.
Такое сверло хорошо подходит для обработки углеродистых и низколегированных сталей. А если пластины отполированы и не имеют покрытия, то они также могут использоваться для обработки алюминия. Это сверло предназначено для сверления отверстий с плоским дном. Предельное отклонение размеров составляет от -0,05 мм до +0,15 мм.
| Таблица основных размеров пластин |
|
 |
PDL — обозначение для данного типа свёрл. Оно расшифровывается как «сверло корпусное со сменными многогранными пластинами» с задним углом 11 градусов и внутренним подводом СОЖ.
300 — диаметр сверла 30 мм.
D2 — глубина сверления в два раза превышает диаметр сверла.
Чтобы обеспечить более надёжное и удобное сверление, производитель изготавливает свёрла с возможностью сверления на несколько миллиметров глубже, чем указано в обозначениях.
S32 — диаметр хвостовика 32 мм. На хвостовике имеется фрезерованная лыска для крепления Weldon. Хвостовик выполнен с точностью h7, что позволяет крепить сверло с высокой позиционной точностью.
Корректировка подач при сверлении нестандартных поверхностей
Применение свёрл данных конструкций
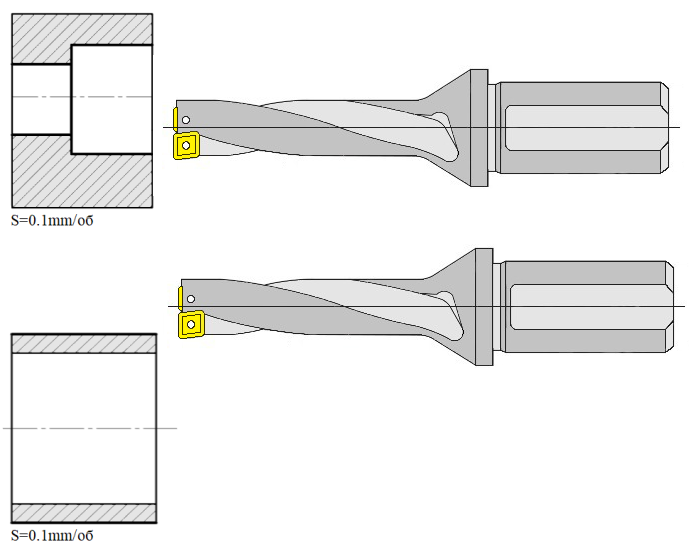
Рассверливание отверстий
Пластины, закреплённые на свёрлах этой конструкции, обладают большим задним углом, что делает их идеальными для обработки мягких сталей. Благодаря большому заднему углу снижаются силы резания, что практически исключает вибрации при рассверливании. Это позволяет работать с большими подачами, что значительно повышает производительность.
Однако, при рассверливании нержавеющих сталей и жаропрочных сплавов необходимо уменьшить подачу. Это связано с тем, что из-за большого заднего угла пластины режущая кромка становится ослабленной. Если подача будет высокой, а материал — труднообрабатываемым, это может привести к выкрашиванию режущей кромки.
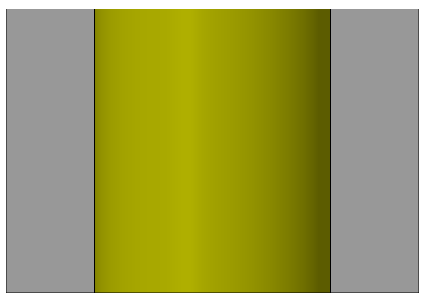
Сверление отверстий на различных криволинейных поверхностях
За счёт большого заднего угла при сверлении этими инструментами снижаются силы резания. Поэтому, как правило, процесс засверливания криволинейных поверхностей проходит более плавно, чем со сверлами других конструкций. Однако, если материал заготовки является труднообрабатываемым и в начале засверливания пластина врезается в металл с ударом, рекомендуется, как и со стандартными сверлами, уменьшить подачу при начале сверления.
Если же сверление происходит по окружности, то снижать подачу при засверливании не требуется, поскольку геометрия пластин обеспечивает плавное врезание инструмента в материал.
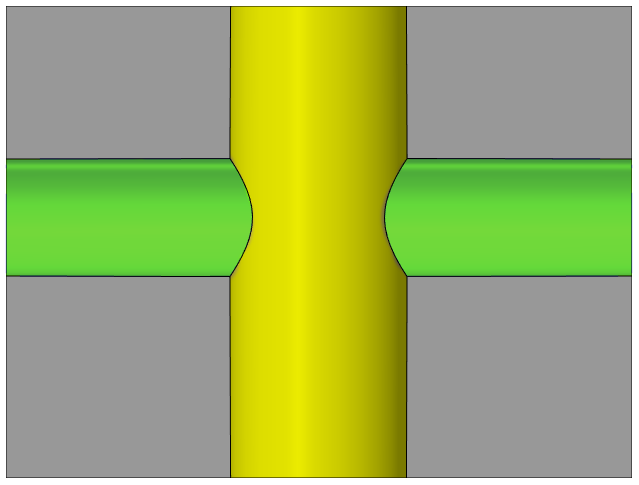
Сверление пересекающихся отверстий
Данный процесс можно условно разделить на два типа:
1. Сверление пересекающихся отверстий, при котором сверло выходит из материала равномерно.
2. Сверление отверстий с неравномерным выходом сверла.
К первому типу относится сверление, при котором ось пересекающегося отверстия пересекает ось сверла. Если диаметр пересекаемого отверстия меньше диаметра сверла, то режущая кромка будет работать равномерно, если диаметр больше — не будет работать совсем.
В подобных ситуациях рекомендуется уменьшить подачу за несколько миллиметров до пересечения отверстий, чтобы избежать выкрашивания пластины на выходе. Это связано с тем, что при выходе сверла из криволинейной поверхности силы резания могут значительно измениться, что может привести к повреждению пластины.
Если ось пересекающегося отверстия не совпадает с осью сверла, и при пересечении начинается неравномерное резание с периодическим входом режущей кромки в металл, то необходимо уменьшить подачу на 20-30%. Величина уменьшения подачи зависит от сложности обрабатываемого материала: чем сложнее материал, тем больше нужно уменьшить подачу. Уменьшать подачу следует до тех пор, пока сверло полностью не выйдет из пересекающегося отверстия.
Сверление стандартных отверстий
Сверление стандартных отверстий с помощью этих свёрл происходит с пониженными усилиями резания, что особенно удобно для маломощного оборудования и материалов, которые легко поддаются обработке.
Однако, при работе с труднообрабатываемыми материалами, возможно некоторое прерывание подачи (до 20%), что может привести к увеличению шероховатости обработанных поверхностей по сравнению с использованием стандартных свёрл.
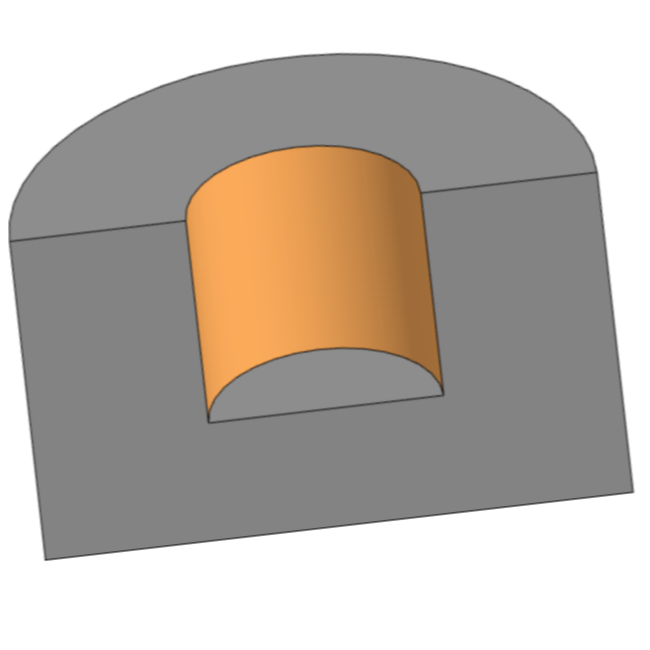
Сверление отверстий с плоским дном

Сверление отверстий с плоским дном можно отнести к категории глухих отверстий. Технология сверления таких отверстий ничем не отличается от технологии сверления сквозных отверстий. Единственное различие заключается в том, что при сверлении глухих отверстий не нужно уменьшать подачу в конце процесса, а после завершения сверления необходимо продуть отверстие сжатым воздухом.
Конструкция данного сверла не предназначена для пакетного сверления

Эта конструкция свёрл позволяет выполнять различные операции, которые не всегда осуществимы с помощью других свёрл. Например, можно растачивать отверстия и сверлить криволинейные поверхности без предварительной подготовки.
При нестандартных случаях сверления не следует выставлять режимы, как при обычном сверлении. Это связано с тем, что:
- полностью меняется геометрия резания;
- изменяются силы резания, которые должны быть сбалансированы внутри корпуса сверла, что увеличивает вибрацию.
Поэтому для каждого отдельного случая сверления существуют свои рекомендации по подаче.
Точение поверхностей с помощью сверла
При использовании этих свёрл для точения и расточки обычно применяют режимы обработки, аналогичные тем, которые используются при работе с резцами, оснащёнными пластинами с положительными углами. Однако есть ограничение по глубине резания, связанное с тем, что пластина выступает над корпусом фрезы лишь незначительно.
Кроме того, из-за особенностей конструкции — внутреннего подвода СОЖ (смазочно-охлаждающей жидкости) и стружечных канавок — державка свёрла имеет ограниченную жёсткость. Это не позволяет выполнять токарную обработку с такими же режимами, как при использовании резца.
