SK − Данный вид корпусов встречается чаще всего на станках произведённых в ЕС. Данный конус, так же как и конус BT, имеет длинную конусную часть и отличается от конуса BT только пояском под автоматическую смену инструмента. Он так же устойчив к осевым усилиям. В последние десятилетия европейские производители станков практически не выпускают нового оборудования с данными конусами и обычно предпочитают конуса HSK либо Capta. Но все же данные конуса встречаются довольно часто на старых европейских станках.
Конус вставляется в шпиндель станка следующим образом:
Устройство автоматической подачи инструмента вставляет конус в шпиндель станка, после чего специальный механизм станка прочно притягивает оправу к конусу шпинделя станка, удерживая её с помощью штревеля. После команды управляющей программы на смену инструмента механическая рука берет оправку за канавку во фланце. Далее механизм притягивания фланца отсоединяется, механическая рука вытаскивает оправку с конуса шпинделя станка и помещает оправку в магазин станка.
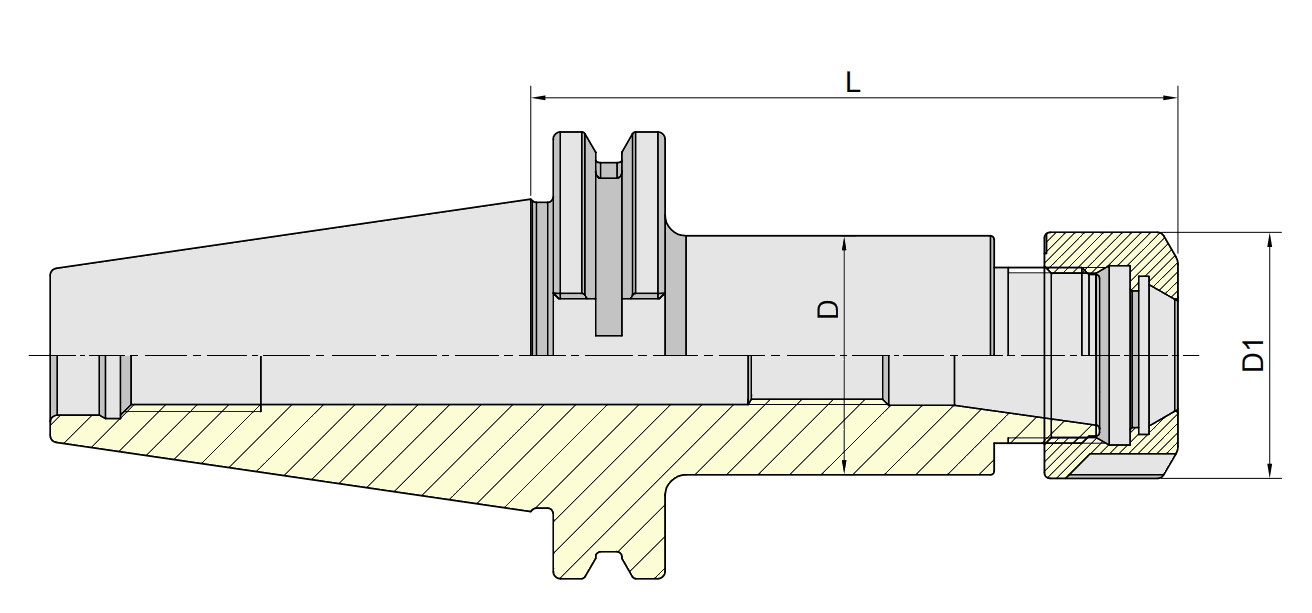
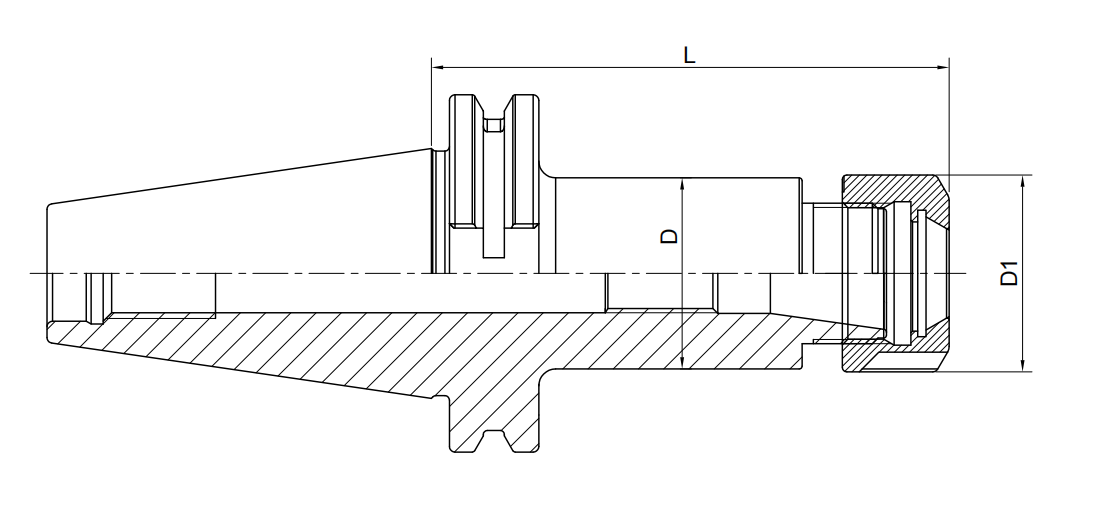
ER - цанговый патрон предназначен для крепления осевого инструмента в станках. Максимальное биение инструмента, установленного в этом патроне, составляет 0,003 мм и не включает биение цанги. В 95% случаев точности позиционирования инструмента достаточно для получения высококачественных деталей.
Эти патроны обеспечивают легкую смену инструмента благодаря быстросменной цанге. При обычной замене инструмента (без изменения диаметра хвостовика) не нужно выкручивать гайку цангового патрона, достаточно ее ослабить, чтобы вытащить изношенный инструмент и установить новый.
При замене инструмента на другой, не требуется менять весь цанговый патрон целиком, как в случае с термопатронами. Достаточно заменить цангу.
Благодаря своей простой конструкции и возможности быстрой адаптации оснастки, данный вид патронов является одним из самых популярных как в металлообработке, так и в обработке пластиковых и деревянных изделий.
Использование цанг и патронов с гидроизоляцией позволяет применять инструмент с внутренним подводом СОЖ (смазочно-охлаждающей жидкости), что может быть полезно при работе с различными материалами.
Материал патрона изготовлен из стали 20ХMT, с последующим термоулучшением, что позволяет получить отличное сочетание твёрдости и прочности. Это способствует долговечности работы патрона и точности механической обработки.
Качество оснастки
Для получения качественной оправки не достаточно сделать термообработку и в химическом составе оправки иметь хром или другие легирующие элементы.
Факторы влияющие на долговечность и качество оправки:
- Точность изготовления оправки;
- Шероховатость оправки особенно на посадочных поверхностях;
- Наличие термических или гальванических покрытий на поверхностях;
- Химический состав заготовки;
- Твёрдость заготовки;
- Размер зерна заготовки;
- Микроструктура заготовки.
Точность изготовления оправки
Для корректной работы оправки и всей системы (станок, приспособления и инструмент), необходимо при изготовлении оправки обеспечить взаимные биения рабочих поверхностей. Если они будут увеличенные, то мы не сможем получать точные размеры при обработке инструментом вставляемого в эти оправки. Таким образом первое, что мы смотрим, при выборе оправки - это её точность. В каталоге данный параметр указывается как максимальное биение оправки. В случае с оправкой BRIGHT-TOOLS это значение не более 0,003 мм, что является максимальной точностью для изготовления фрезерных оправок.
Шероховатость оправки, особенно на посадочных поверхностях
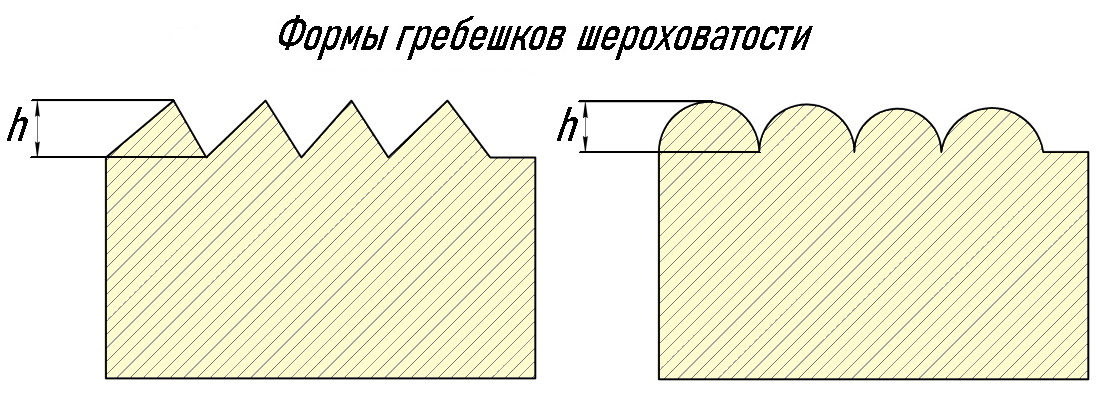
Долговечность работы оправки так же зависит от шероховатости рабочих поверхностей. Чем лучше шероховатость рабочих поверхностей, тем большая стойкость оправки к износу в результате трения рабочих поверхностей об шпиндель станка, либо об инструмент. К тому же важна не только высота гребешков шероховатости, но и их форма. Более пологая форма гребешков способна лучше выдерживать воздействия трения и соответственно имеет большую износостойкость, чем оправки с другой формой гребешков шероховатости.
Наличие термических или гальванических покрытий на поверхностях
На некоторых видах оправок для упрочнения поверхностного слоя целесообразно применять азотацию и цементацию. Данные операции повышают износостойкость и твердость поверхности, предохраняя ее от стирания, и увеличивая срок службы. Так же на всех поверхностях оправки выполнена консервация, что предохраняет оправку от ржавчины в процессе транспортировки и хранения.
Химический состав заготовки
Для определения надёжности оправки и её долговечности важную роль играет химический состав материала оправки. Материал заготовки для данных оправок 20XTM содержит 1% Хрома, 1% Титана и 1% Марганца. Рассмотрим что дает добавление каждого химического элемента.
Хром. В составе материала данной оправки содержание хрома составляет 1%, что позволяет увеличить ее прочность и сопротивление на стираемость. Данное свойство (сопротивляемость стираемости) очень важно для долговечности оправки, поскольку она довольно сильно подвержена воздействию трения в области посадочных поверхностей (конуса и отверстия, в которое крепится инструмент). По мере увеличения износа посадочных поверхностей происходит не только уменьшение точности работы режущего инструмента, но и его преждевременный износ из-за неравномерной работы режущих кромок. Кроме того, оправка с большим износом по посадочным поверхностям теряет надежность закрепления инструмента и способствует наибольшему износу подшипников станка. Это происходит из-за увеличения центробежных сил, действующих на подшипники станка по мере износа оправки.
Титан. В составе материала оправки содержится 1% титана, что увеличивает прочность на изгиб, улучшает прокаливаемость материала и увеличивает его пластичность. Это позволяет частично гасить вибрации во время обработки и предохраняет оправку от коррозионного разъедания поверхностей.
1% марганца в составе дает лучшую прокаливаемость заготовки и более равномерный рост зерна при термической обработке, что повышает качество материала благодаря воздействию температур. В холодном состоянии данный элемент не оказывает существенное влияние на механические свойства оправки.
Твердость заготовки
Для еще большего увеличения твердости детали перед окончательной механической обработкой, выполняется термообработка. Это еще повышает твердость детали и ее сопротивляемость стиранию.
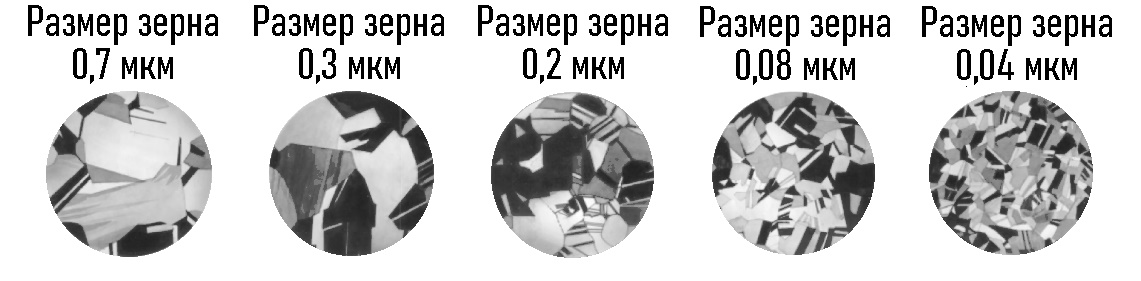
Размер зерна заготовки
Размер зерна заготовки так же оказывает существенное влияние на механические свойства оправки, поскольку более мелкое зерно меньше подвергается износу и стиранию. Стирание поверхностей оправки из крупнозернистого материала происходит в 2-5 раз быстрее, чем стирание оправок изготовленных из мелкозернистого материала с тем же химическим составом. Так же размер зерна существенно влияет на прочность оправки.
Микроструктура заготовки
Так же на долговечность работы оправки значительное влияние оказывает способ получения заготовки. Производители оправок дешевого сегмента изготавливают оправки из прокатного пруткового материала, что значительно уменьшает стоимость изделия, и совместно с термической обработкой дает приемлемое качество для недорогого инструмента.
Оправки премиальных брендов, таких как BRIGHT-TOOLS, изготавливаются из заготовки-поковки. Получение данного типа заготовок дороже в 2-3 раза пруткового проката даже при серийном производстве (при мелкосерийном производстве такая заготовка может стать дороже в 10-20 раз пруткового материала). Так же получение поковок и штамповок требуют значительно более серьезного уровня оборудования заготовительного производства. Поэтому использовать данный вид заготовки могут лишь серьезно оснащенные производства, выпускающие свою продукцию в значительных количествах. Но использование заготовки-поковки увеличивает износостойкость оправки в 2-5 раз по сравнению с аналогичной оправкой изготовленной из пруткового проката за счет изменения микроструктуры материала во время формирования заготовки.
Обеспечение стабильности качества
На предприятии-изготовителе ТМ BRIGHT-TOOLS внедрены международные сертификаты качества производства ISO 9000 и ISO 9001. Они предусматривают как входной контроль заготовок, так и контроль точности обработки после каждой операции.
Благодаря использованию поверенного мерительного инструмента премиальных брендов и контрольно-измерительной машины производства компании Mitutoyo, обеспечивается высокое качество контроля. Современные станки ЧПУ выполняют механическую обработку по отработанным программам и режимах резания, что практически исключает отклонения от геометрических параметров инструмента.
Компьютерный контроль порядка выполнения операций не позволяет пропустить термические и другие операции, такие как покрытие и балансировка.