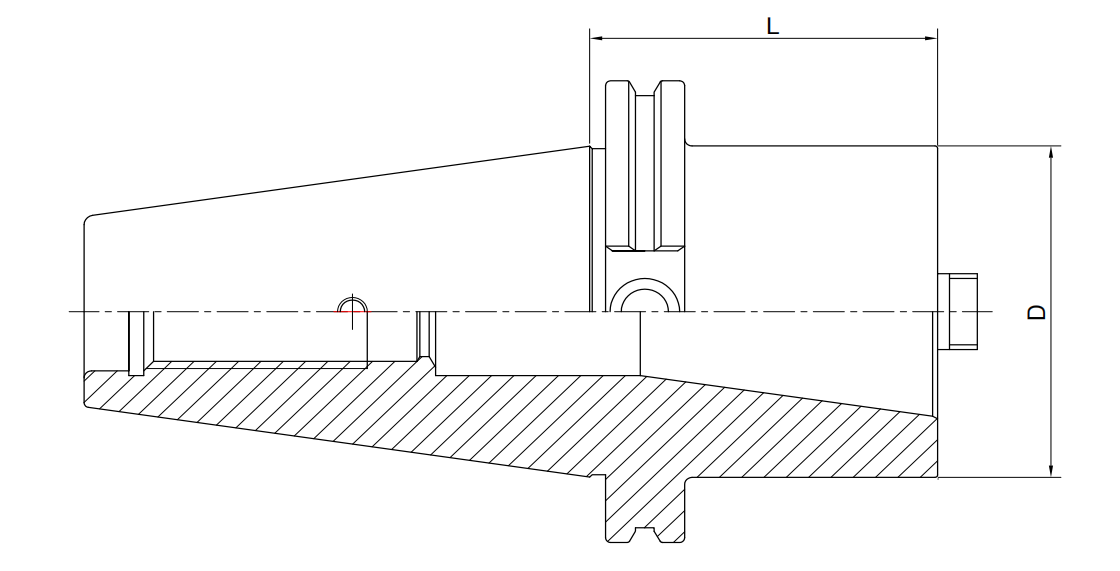
SK − Данный вид корпусов встречается чаще всего на станках произведённых в ЕС. Данный конус, так же как и конус BT, имеет длинную конусную часть и отличается от конуса BT только пояском под автоматическую смену инструмента. Он так же устойчив к осевым усилиям. В последние десятилетия европейские производители станков практически не выпускают нового оборудования с данными конусами и обычно предпочитают конуса HSK либо Capta. Но все же данные конуса встречаются довольно часто на старых европейских станках.
Конус вставляется в шпиндель станка следующим образом:
Устройство автоматической подачи инструмента вставляет конус в шпиндель станка, после чего специальный механизм станка прочно притягивает оправу к конусу шпинделя станка, удерживая её с помощью штревеля. После команды управляющей программы на смену инструмента механическая рука берет оправку за канавку во фланце. Далее механизм притягивания фланца отсоединяется, механическая рука вытаскивает оправку с конуса шпинделя станка и помещает оправку в магазин станка.
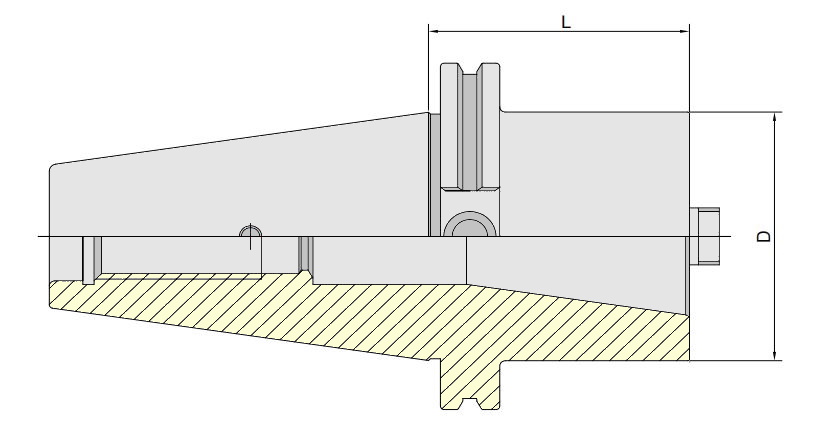
Переходная втулка предназначена для возможности выполнять операции инструментом имеющим меньший конус SK либо для работы с оправками имеющими меньший конус SK, что значительно расширяет номенклатуру инструмента, который возможно использовать на станке. Вместе с тем данная втулка увеличивает погрешность базирования инструмента и немного уменьшает жёсткость, что при силовой обработке может привести к вибрациям, и преждевременному износу инструмента.
Присоединительный конус со стороны детали работает следующим образом. Из конуса присоединяющейся оправки, либо инструмента выкручивается штревель, и притягивание оправки происходит за счет специального винта переходной втулки, который вместе с переходной втулкой вкручивается во вставляемую оправку, чем обеспечивает надежное притяжение конуса вставляемой оправки или инструмента к конусу переходной втулки. Далее переходная втулка вместе с оправкой или инструментом вставляются в конус станка и работают совместно. Для извлечения вставленной оправки из переходной втулки необходимо извлечь сборочную единицу со станка и выкрутить инструмент из конуса переходной втулки.
При приобретении переходных втулок обратите внимание на следующие параметры:
Класс балансировки. Она влияет на нагрузку на подшипники станка. Чем хуже балансировка оправки, тем большую нагрузку будут испытывать подшипники шпинделя станка и тем быстрее выйдут из строя. Особенно это актуально при работе на высоких оборотах.
Максимальное взаимное биение поверхностей определяет точность обработки на станке. Чем больше взаимные биения поверхностей, тем ниже точность установки и обработки, что может сказаться на точности и шероховатости обрабатываемых деталей, а так же может оказать существенное влияние на износ инструмента. Поэтому следует выбирать оправки с взаимным биением посадочных поверхностей не более 0,01 мм. Лучше 0,005 мм.
Твёрдость и материал изготовления. От данных параметров напрямую зависит долговечность и надёжность работы оправки. В случае с переходными втулками следует обратить особое внимание на материал и твёрдость посадочных поверхностей, поскольку у данных оправок повышенное стирание поверхностного слоя, что вызвано особенностью работы переходной втулки. Обычно переходные втулки делают из термоулучшенной стали 40Х, но последнее время многие производители стали добавлять в химический состав титан, чту улучшает гибкость и эластичность оправки, а так же увеличивает ее срок службы.